You might also like
- Ansi C80-6Document13 pagesAnsi C80-6carlosferiaNo ratings yet
- Ansi C29 11Document13 pagesAnsi C29 11qais652002No ratings yet
- NEMA C84.1 2005 Electric Power Systems and Equipment-Voltage Ratings 60 HZDocument26 pagesNEMA C84.1 2005 Electric Power Systems and Equipment-Voltage Ratings 60 HZdvaccarielloNo ratings yet
- Ansi-Nema C80.6-94Document12 pagesAnsi-Nema C80.6-94Boris AguilarNo ratings yet
- Nema RN-1-2018Document14 pagesNema RN-1-2018Rodrigo Alonso Rosales OrtegaNo ratings yet
- Electroline EMT / IMC / RSC Conduit Catalog 2015-2016Document24 pagesElectroline EMT / IMC / RSC Conduit Catalog 2015-2016Hayrettin Çakmak100% (1)
- MCB and ELCB PDFDocument35 pagesMCB and ELCB PDFChris AntoniouNo ratings yet
- Transformer Overcurrent Protection Final Final 2015 PDFDocument23 pagesTransformer Overcurrent Protection Final Final 2015 PDFLeon Ortega100% (1)
- Astm Si10Document67 pagesAstm Si10Alanevh AlanevhNo ratings yet
- NEMA RN1 PVC Coated RS ConduitDocument11 pagesNEMA RN1 PVC Coated RS ConduitSureshKumarNo ratings yet
- ANSI-NEMA GR1-2007 - FinalDocument27 pagesANSI-NEMA GR1-2007 - FinalJunior AvalosNo ratings yet
- Ansi C37.85-2002 PDFDocument16 pagesAnsi C37.85-2002 PDFGilberto MejíaNo ratings yet
- Ul 2524a FullDocument96 pagesUl 2524a FullRobert LegaultNo ratings yet
- NEMA C80.3-2005 For Steel Electrical Metallic Tubing (EMT)Document17 pagesNEMA C80.3-2005 For Steel Electrical Metallic Tubing (EMT)Carlos Placeres0% (1)
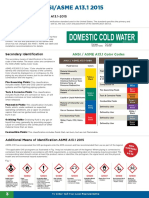
- Latest Revision ANSI / ASME A13.1-2015Document2 pagesLatest Revision ANSI / ASME A13.1-2015Mohamad Azizi AzizNo ratings yet
- American National Standard For Electrical Rigid Steel Conduit (ERSC)Document9 pagesAmerican National Standard For Electrical Rigid Steel Conduit (ERSC)Ramesh V-sNo ratings yet
- AmerSol SolarDocument16 pagesAmerSol SolarAHMED YOUSEFNo ratings yet
- Polymer Station Post Insulators for 69 to 345 kV ApplicationsDocument8 pagesPolymer Station Post Insulators for 69 to 345 kV Applicationsdageb2012No ratings yet
- Ansi C78.81-2010 PDFDocument171 pagesAnsi C78.81-2010 PDFlisun008No ratings yet
- ANSI C 84.1-06 Electric Power Systems and Equipment - Voltage Ratings (60 Hertz)Document23 pagesANSI C 84.1-06 Electric Power Systems and Equipment - Voltage Ratings (60 Hertz)Salvador MangioneNo ratings yet
- PV Fire: Experience and Studies Experience and Studies: Liang Ji Underwriters Laboratories Inc (UL)Document22 pagesPV Fire: Experience and Studies Experience and Studies: Liang Ji Underwriters Laboratories Inc (UL)Anonymous NGXdt2BxNo ratings yet
- Relative Permittivity (Dielectric Constant) and Dissipation Factor by Fluid Displacement ProceduresDocument11 pagesRelative Permittivity (Dielectric Constant) and Dissipation Factor by Fluid Displacement ProceduresMaxNo ratings yet
- Bus Ele BR 10508 Nec Code Changes 2017 SCCRDocument28 pagesBus Ele BR 10508 Nec Code Changes 2017 SCCRarunachandrasiriNo ratings yet
- Analysis of Changes - 2011 NECDocument296 pagesAnalysis of Changes - 2011 NECDavid Parker100% (1)
- Nema STDSDocument108 pagesNema STDSRamakrishna AgumbeNo ratings yet
- Ansi C80.1-2005Document21 pagesAnsi C80.1-2005Andrés Castillo NavarroNo ratings yet
- Non-Specular (NS) Surface Finish On Overhead Aluminum Electrical ConductorsDocument2 pagesNon-Specular (NS) Surface Finish On Overhead Aluminum Electrical Conductorsmoham akhNo ratings yet
- NEMA Product ScopesDocument39 pagesNEMA Product ScopesPaul AlvaradoNo ratings yet
- Polymer Suspension Insulators 69kV To 765kV: CatalogDocument20 pagesPolymer Suspension Insulators 69kV To 765kV: CataloggitaNo ratings yet
- NETA Handbook Series II - Safety Vol 2 PDFDocument76 pagesNETA Handbook Series II - Safety Vol 2 PDFadmer_lauristaNo ratings yet
- 1377 1997Document201 pages1377 1997Ann DodsonNo ratings yet
- Ansi c29 12 1997Document16 pagesAnsi c29 12 1997Anonymous nfHBPXz178No ratings yet
- Compact Round Stranded Aluminum Conductors Using Single Input Wire ConstructionDocument4 pagesCompact Round Stranded Aluminum Conductors Using Single Input Wire ConstructionHanh-Trang DangNo ratings yet
- 74 NFPA 70 - National Electric Code, 1996 EditionDocument7 pages74 NFPA 70 - National Electric Code, 1996 EditionromysagunNo ratings yet
- Contents & Scope C18.2M Part2-2007Document8 pagesContents & Scope C18.2M Part2-2007diegoNo ratings yet
- Nema TC 9 2020 Contents and ScopeDocument5 pagesNema TC 9 2020 Contents and ScopeABDUL RAHMAN ALI MIRNo ratings yet
- ASME B18.3.2M-1979 Metric Series Hexagon Keys and BitsDocument11 pagesASME B18.3.2M-1979 Metric Series Hexagon Keys and Bitshcsharma1967No ratings yet
- Filter Test Methods - 07-2012Document1 pageFilter Test Methods - 07-2012SurajPandeyNo ratings yet
- CP1 2000 R2008 Web PDFDocument7 pagesCP1 2000 R2008 Web PDFgerardo0% (1)
- Grounding Photovoltaic Modules:: Solar America Board For Codes and StandardsDocument30 pagesGrounding Photovoltaic Modules:: Solar America Board For Codes and StandardsThiênLongNo ratings yet
- Yaskawa Manuals 293Document132 pagesYaskawa Manuals 293Juan Morales Estrada100% (1)
- Trefoil and Single Cable Cleats Type SmartcleatDocument12 pagesTrefoil and Single Cable Cleats Type SmartcleatfndprojectNo ratings yet
- Forklift Standard DimensionsDocument1 pageForklift Standard DimensionspeterNo ratings yet
- Ansi C119.1-2006Document37 pagesAnsi C119.1-2006SGCORDEROB100% (1)
- 1 Edition, Rev. 8Document54 pages1 Edition, Rev. 8alexayala5151No ratings yet
- Ansi C82.77Document24 pagesAnsi C82.77Jose Antonio Estofanero100% (1)
- Ansi 70Document2 pagesAnsi 70Omar Reinoso TigreNo ratings yet
- Codigos Ansi Iec TermoparesDocument8 pagesCodigos Ansi Iec TermoparesRicci RicciNo ratings yet
- Earthing: DisclaimerDocument18 pagesEarthing: DisclaimerPalaniNo ratings yet
- NEMA Standards Publication ICS 1.3-1986 (R2001) : Preventive Maintenance of Industrial Control and Systems EquipmentDocument0 pagesNEMA Standards Publication ICS 1.3-1986 (R2001) : Preventive Maintenance of Industrial Control and Systems EquipmentFastinecioNo ratings yet
- NETA Handbook Series II - Safety Vol 1 PDFDocument78 pagesNETA Handbook Series II - Safety Vol 1 PDFadmer_lauristaNo ratings yet
- Ansi C29.13-2000 PDFDocument21 pagesAnsi C29.13-2000 PDFfranciscoNo ratings yet
- Specifications: S&C Loadbuster Disconnect SwitchesDocument20 pagesSpecifications: S&C Loadbuster Disconnect SwitchesJonathan Sebastian SalinasNo ratings yet
- Ieee 1019-04Document38 pagesIeee 1019-04Jose Antonio EstofaneroNo ratings yet
- ANSI C37-51a-2010Document10 pagesANSI C37-51a-2010cuervohijoguachoNo ratings yet
- Ansi C 80.6 (Imc)Document17 pagesAnsi C 80.6 (Imc)richardrodriguezjNo ratings yet
- Ansi Z129 - 1 For Hazardous Industrial Chemicals - Precautionary LabelingDocument100 pagesAnsi Z129 - 1 For Hazardous Industrial Chemicals - Precautionary LabelingJuan Carlos Guerrero R0% (1)
- Nemac93.1 99 PDFDocument47 pagesNemac93.1 99 PDFvricardolNo ratings yet
- Ansi C37.48-1969 PDFDocument10 pagesAnsi C37.48-1969 PDFIvanNo ratings yet
- Ansi - Nema - Anslg C78.377-2008: Specifications For The Chromaticity of Solid State Lighting ProductsDocument19 pagesAnsi - Nema - Anslg C78.377-2008: Specifications For The Chromaticity of Solid State Lighting ProductsGabriel Duarte100% (1)
- CC1608 - Fire Systems Design GuideDocument20 pagesCC1608 - Fire Systems Design GuidePhạm Thanh SơnNo ratings yet
- LEED Credit GUideDocument16 pagesLEED Credit GUideShameel PtNo ratings yet
- HK G5 4 BS7671Document52 pagesHK G5 4 BS7671twinvbooksNo ratings yet
- PYROTENAX FIRE SURVIVAL CABLE TERMINATION GUIDEDocument12 pagesPYROTENAX FIRE SURVIVAL CABLE TERMINATION GUIDEShameel PtNo ratings yet
- Nexans 0.6/1 kV multi core halogen free fire resistant cablesDocument5 pagesNexans 0.6/1 kV multi core halogen free fire resistant cablesShameel PtNo ratings yet
- OES Second EditionDocument83 pagesOES Second EditionShameel PtNo ratings yet
- Kema Issue Paper Smart Metering Final EngDocument72 pagesKema Issue Paper Smart Metering Final EngShameel PtNo ratings yet
- Basement Parking PDFDocument6 pagesBasement Parking PDFShameel PtNo ratings yet
- K Factor Calculation 5787Document2 pagesK Factor Calculation 5787Aamir AliNo ratings yet
- Low Voltage Bulk Metering EquipmentDocument14 pagesLow Voltage Bulk Metering EquipmentShameel PtNo ratings yet
- Power Factor Capacitors and Harmonic FiltersDocument64 pagesPower Factor Capacitors and Harmonic FiltersKarteek4uNo ratings yet
- StartersDocument13 pagesStartersShameel PtNo ratings yet
- Non Linear LoadDocument1 pageNon Linear LoadKikiyuNo ratings yet
- Generator Set Noise Solutions:: Controlling Unwanted Noise From On-Site Power SystemsDocument6 pagesGenerator Set Noise Solutions:: Controlling Unwanted Noise From On-Site Power Systemstonybutcher90No ratings yet
- Puddle FlangeDocument12 pagesPuddle FlangeShameel PtNo ratings yet
- Sco Can Pa Layout Ground Floor A1Document1 pageSco Can Pa Layout Ground Floor A1Shameel PtNo ratings yet
- Parallel Ups SystemsDocument10 pagesParallel Ups SystemsShameel PtNo ratings yet
- Non Linear LoadDocument1 pageNon Linear LoadKikiyuNo ratings yet
- List of Top UAE CompaniesDocument8 pagesList of Top UAE CompaniesTauheedalHasan58% (19)
- Application UpsDocument8 pagesApplication UpsAerwin BautistaNo ratings yet
- Ups Static SwitchDocument8 pagesUps Static SwitchShameel PtNo ratings yet
- Screened Cabling Vs UnscreenedDocument11 pagesScreened Cabling Vs UnscreenedShameel PtNo ratings yet
- Hotel Room MGMT Specification SouthDocument10 pagesHotel Room MGMT Specification SouthShameel PtNo ratings yet
- PM TemplifierDocument74 pagesPM TemplifierShameel Pt100% (1)
- LPCB Fire and Security Products and ServicesDocument8 pagesLPCB Fire and Security Products and ServicesShameel PtNo ratings yet
- Sco-Schematic Layout For Access Control System-A1Document1 pageSco-Schematic Layout For Access Control System-A1Shameel PtNo ratings yet
- OES Second EditionDocument83 pagesOES Second EditionShameel PtNo ratings yet
- Sco Schematic Bms Layout A1Document1 pageSco Schematic Bms Layout A1Shameel PtNo ratings yet
- Sco-Schematic Layout For CCTV System-A1Document1 pageSco-Schematic Layout For CCTV System-A1Shameel PtNo ratings yet
- Sco-Schematic Pa System Layout-A1 PDFDocument1 pageSco-Schematic Pa System Layout-A1 PDFShameel PtNo ratings yet
- PinoyInvestor Academy - Technical Analysis Part 3Document18 pagesPinoyInvestor Academy - Technical Analysis Part 3Art JamesNo ratings yet
- 3-D Secure Vendor List v1 10-30-20181Document4 pages3-D Secure Vendor List v1 10-30-20181Mohamed LahlouNo ratings yet
- 2022 ICT Mentorship 5Document50 pages2022 ICT Mentorship 5dcratns dcratns100% (21)
- FCP Business Plan Draft Dated April 16Document19 pagesFCP Business Plan Draft Dated April 16api-252010520No ratings yet
- Oath of Protection Paladin OathDocument3 pagesOath of Protection Paladin OathJoseph OsheenNo ratings yet
- SFL - Voucher - MOHAMMED IBRAHIM SARWAR SHAIKHDocument1 pageSFL - Voucher - MOHAMMED IBRAHIM SARWAR SHAIKHArbaz KhanNo ratings yet
- Qualities of Officiating OfficialsDocument3 pagesQualities of Officiating OfficialsMark Anthony Estoque Dusal75% (4)
- ROCKS Air-to-Surface Missile Overcomes GPS Jamming in 38 CharactersDocument2 pagesROCKS Air-to-Surface Missile Overcomes GPS Jamming in 38 CharactersDaniel MadridNo ratings yet
- Airline Operation - Alpha Hawks AirportDocument9 pagesAirline Operation - Alpha Hawks Airportrose ann liolioNo ratings yet
- Appeal Procedure Change in Vietnam Limits New EvidenceDocument2 pagesAppeal Procedure Change in Vietnam Limits New EvidenceNguyen Thu HaNo ratings yet
- The Wisdom of Solomon by George Gainer Retyped 1nov16Document47 pagesThe Wisdom of Solomon by George Gainer Retyped 1nov16kbsd3903No ratings yet
- Effectiveness of Environmental Impact Assessment Process in The MDocument136 pagesEffectiveness of Environmental Impact Assessment Process in The MJoel AntonyNo ratings yet
- Administrative Assistant II Job DescriptionDocument2 pagesAdministrative Assistant II Job DescriptionArya Stark100% (1)
- MBA Capstone Module GuideDocument25 pagesMBA Capstone Module GuideGennelyn Grace PenaredondoNo ratings yet
- Project Management in Practice 6th Edition Meredith Solutions ManualDocument25 pagesProject Management in Practice 6th Edition Meredith Solutions ManualMatthewFosteroeqyp98% (48)
- IMMI Refusal Notification With Decision Record-4Document6 pagesIMMI Refusal Notification With Decision Record-4SHREYAS JOSHINo ratings yet
- Tata Securities BranchesDocument6 pagesTata Securities BranchesrakeyyshNo ratings yet
- Dinie Zulkernain: Marketing Executive / Project ManagerDocument2 pagesDinie Zulkernain: Marketing Executive / Project ManagerZakri YusofNo ratings yet
- Tax Invoice / Receipt: Total Paid: USD10.00 Date Paid: 12 May 2019Document3 pagesTax Invoice / Receipt: Total Paid: USD10.00 Date Paid: 12 May 2019coNo ratings yet
- Mission Youth PPT (Ramban) 06-11-2021Document46 pagesMission Youth PPT (Ramban) 06-11-2021BAWANI SINGHNo ratings yet
- Florence Nightingale's Advocacy in NursingDocument15 pagesFlorence Nightingale's Advocacy in NursingCoky Jamesta Kasih KasegerNo ratings yet
- Regional Diagnostic Assessment Report SY 2022-2023Document3 pagesRegional Diagnostic Assessment Report SY 2022-2023Dina BacaniNo ratings yet
- MNC diversity factors except expatriatesDocument12 pagesMNC diversity factors except expatriatesGanesh Devendranath Panda100% (1)
- Davies Paints Philippines FINALDocument5 pagesDavies Paints Philippines FINALAnonymous 0zrCNQNo ratings yet
- Social Work in Mental Health SettingsDocument364 pagesSocial Work in Mental Health Settingsjohnny atman100% (3)
- Jesu, Joy of Mans DesiringDocument6 pagesJesu, Joy of Mans DesiringAleksandar TamindžićNo ratings yet
- GST English6 2021 2022Document13 pagesGST English6 2021 2022Mariz Bernal HumarangNo ratings yet
- Ca NR 06 en PDFDocument251 pagesCa NR 06 en PDFZafeer Saqib AzeemiNo ratings yet
- Variety July 19 2017Document130 pagesVariety July 19 2017jcramirezfigueroaNo ratings yet
- Prospero'sDocument228 pagesProspero'sIrina DraganescuNo ratings yet