You might also like
- ADA210425 Building On DIVADDocument189 pagesADA210425 Building On DIVADSTGNNo ratings yet
- ADA308963 of The Shelf and Into The TrashDocument40 pagesADA308963 of The Shelf and Into The TrashSTGNNo ratings yet
- A426717 AA Gun PerformanceDocument57 pagesA426717 AA Gun PerformanceSTGNNo ratings yet
- Infantry Fighting Vehicle Task Force StudyDocument884 pagesInfantry Fighting Vehicle Task Force StudySTGN100% (1)
- US Intelligence and Soviet ArmorDocument43 pagesUS Intelligence and Soviet ArmorSTGNNo ratings yet
- Omm Tank, Combat, Full Tracked 105-MM Gun, M60a3 and TTS TurretDocument663 pagesOmm Tank, Combat, Full Tracked 105-MM Gun, M60a3 and TTS TurretSTGN100% (1)
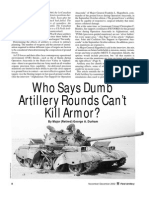
- Who Says Dumb Artillery Rounds Can't Kill ArmorDocument4 pagesWho Says Dumb Artillery Rounds Can't Kill ArmorSTGN100% (1)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- CSCI 123 - Final ExamDocument15 pagesCSCI 123 - Final ExamBrianYoungNo ratings yet
- AHU CatalogueDocument16 pagesAHU CatalogueWai Ee YapNo ratings yet
- Sunrise - 12 AB-unlockedDocument81 pagesSunrise - 12 AB-unlockedMohamed Thanoon50% (2)
- BIO122 - CHAPTER 7 Part 1Document53 pagesBIO122 - CHAPTER 7 Part 1lili100% (1)
- Acdc - DC Motor - Lecture Notes 5Document30 pagesAcdc - DC Motor - Lecture Notes 5Cllyan ReyesNo ratings yet
- Editorial WritingDocument38 pagesEditorial WritingMelanie Antonio - Paino100% (1)
- Finite State MachineDocument75 pagesFinite State Machinecall_asitNo ratings yet
- Historical Roots of The "Whitening" of BrazilDocument23 pagesHistorical Roots of The "Whitening" of BrazilFernandoMascarenhasNo ratings yet
- Bhagwan Mahavir College of Architecture: Topic: Lacing, Batteneing, BracingDocument14 pagesBhagwan Mahavir College of Architecture: Topic: Lacing, Batteneing, BracingJai MenDparaNo ratings yet
- Bulk Separator - V-1201 Method StatementDocument2 pagesBulk Separator - V-1201 Method StatementRoshin99No ratings yet
- Topfast BRAND Catalogue Ingco 2021 MayDocument116 pagesTopfast BRAND Catalogue Ingco 2021 MayMoh AwadNo ratings yet
- Chapter 4 Seepage TheoriesDocument60 pagesChapter 4 Seepage Theoriesmimahmoud100% (1)
- Concise Beam DemoDocument33 pagesConcise Beam DemoluciafmNo ratings yet
- Synthesis Essay Final DraftDocument5 pagesSynthesis Essay Final Draftapi-283802944No ratings yet
- 1 Lesson Plan Self Assessment 1Document1 page1 Lesson Plan Self Assessment 1Neha SharmaNo ratings yet
- Diffrent Types of MapDocument3 pagesDiffrent Types of MapIan GamitNo ratings yet
- Introduction To Soft Floor CoveringsDocument13 pagesIntroduction To Soft Floor CoveringsJothi Vel Murugan83% (6)
- TMA GuideDocument3 pagesTMA GuideHamshavathini YohoratnamNo ratings yet
- CYPE 2021 + CYPE ArchitectureDocument15 pagesCYPE 2021 + CYPE ArchitectureHajar CypeMarocNo ratings yet
- Registration Form - Synergies in Communication - 6th Edition - 2017-Drobot AnaDocument3 pagesRegistration Form - Synergies in Communication - 6th Edition - 2017-Drobot AnaAna IrinaNo ratings yet
- 1013CCJ - T3 2019 - Assessment 2 - CompleteDocument5 pages1013CCJ - T3 2019 - Assessment 2 - CompleteGeorgie FriedrichsNo ratings yet
- Dark Energy Survey DES CollaborationDocument38 pagesDark Energy Survey DES CollaborationgeorgcantorNo ratings yet
- Principal Examiner Feedback Summer 2016: Pearson Edexcel GCSE in Statistics (2ST01) Higher Paper 1HDocument14 pagesPrincipal Examiner Feedback Summer 2016: Pearson Edexcel GCSE in Statistics (2ST01) Higher Paper 1HHeavenly SinNo ratings yet
- Ce Project 1Document7 pagesCe Project 1emmaNo ratings yet
- 009 Attached-1 NAVFAC P-445 Construction Quality Management PDFDocument194 pages009 Attached-1 NAVFAC P-445 Construction Quality Management PDFSor sopanharithNo ratings yet
- d10 Sandra Darby FinalDocument3 pagesd10 Sandra Darby FinalFirstCitizen1773No ratings yet
- Conference Paper 2Document5 pagesConference Paper 2Sri JayanthNo ratings yet
- Consequences of Self-Handicapping: Effects On Coping, Academic Performance, and AdjustmentDocument11 pagesConsequences of Self-Handicapping: Effects On Coping, Academic Performance, and AdjustmentAlliah Kate SalvadorNo ratings yet
- Comsol - Guidelines For Modeling Rotating Machines in 3DDocument30 pagesComsol - Guidelines For Modeling Rotating Machines in 3DtiberiupazaraNo ratings yet
- Blackstone The Dash Model #1610 Owner's ManualDocument53 pagesBlackstone The Dash Model #1610 Owner's ManualSydney Adam SteeleNo ratings yet