You might also like
- Fatigue initiation and propagationDocument21 pagesFatigue initiation and propagationbakshiarNo ratings yet
- Fig. Torsional Shear StressDocument51 pagesFig. Torsional Shear StresskrishNo ratings yet
- Fatigue failure causes and testing methodsDocument9 pagesFatigue failure causes and testing methodsShankar RamanNo ratings yet
- Engineering Tensile Stress Strain DiagramsDocument9 pagesEngineering Tensile Stress Strain DiagramsMaurizio FalconieriNo ratings yet
- Charpy Impact Testing Determines DBTTDocument4 pagesCharpy Impact Testing Determines DBTTPiyabutr SurapisitchatNo ratings yet
- Module 2 Mechanical Behaviour of Material (Part II) - Fatigue & CreepDocument15 pagesModule 2 Mechanical Behaviour of Material (Part II) - Fatigue & CreepKoushik moni BorthakurNo ratings yet
- Chapter Two 2.1 Cyclic/Fatigue Loading of Structural MembersDocument28 pagesChapter Two 2.1 Cyclic/Fatigue Loading of Structural MembersVignesh WaranNo ratings yet
- Fatigue Testing GuideDocument26 pagesFatigue Testing GuideEngr.Hamid Ismail CheemaNo ratings yet
- Mitesh PatelDocument25 pagesMitesh PatelDevashish Joshi100% (1)
- Mechanical Properties of MetalsDocument13 pagesMechanical Properties of MetalsIvyy Joyce BuanNo ratings yet
- ESDEPDocument318 pagesESDEPElvis Osorio SantanderNo ratings yet
- Week 12Document31 pagesWeek 12Fajar kurniaNo ratings yet
- Brittle Fracture and Impact PropertiesDocument10 pagesBrittle Fracture and Impact PropertiesGiancarlo PassalacquaNo ratings yet
- 279LAB3Document9 pages279LAB3Shahriar Norouzi ZadehNo ratings yet
- Cyclic StressDocument12 pagesCyclic StressBeljun FloresNo ratings yet
- 01 Tension enDocument17 pages01 Tension enKenneth TanNo ratings yet
- FALLSEM2021-22 MEE3001 TH VL2021220103058 Reference Material I 23-Aug-2021 Module 2 Design Against Fluctuating LoadDocument78 pagesFALLSEM2021-22 MEE3001 TH VL2021220103058 Reference Material I 23-Aug-2021 Module 2 Design Against Fluctuating LoadJude JohnNo ratings yet
- Fatigue AssignmentDocument10 pagesFatigue Assignmentnelis010% (1)
- Fatigue AnalysisDocument6 pagesFatigue AnalysisIshwarya SrikanthNo ratings yet
- Fatigue TestingDocument10 pagesFatigue TestingMuhammed SulfeekNo ratings yet
- Fig.1 Stress-Strain Curve Typical of A Low Carbon SteelDocument7 pagesFig.1 Stress-Strain Curve Typical of A Low Carbon SteelFredNo ratings yet
- Mechanical PropertiesDocument25 pagesMechanical PropertiesUmesh ChandraNo ratings yet
- Fatigue, Energy MethodsDocument10 pagesFatigue, Energy MethodsShanNo ratings yet
- Publication 1 5775 569Document22 pagesPublication 1 5775 569Abdalmalek ShamsanNo ratings yet
- Properties of SteelDocument11 pagesProperties of SteelSakshi GuptaNo ratings yet
- Mechanical Properties of MetalsDocument16 pagesMechanical Properties of MetalsShione T MundawararaNo ratings yet
- Materials Science: Fatigue LifeDocument3 pagesMaterials Science: Fatigue LifeIshwarya SrikanthNo ratings yet
- 97 BonusDocument10 pages97 BonusCursed PirateNo ratings yet
- Materials Science: Fatigue AnalysisDocument3 pagesMaterials Science: Fatigue AnalysisIshwarya SrikanthNo ratings yet
- Fatigue TestingDocument7 pagesFatigue Testingjazille22100% (1)
- Fatigue B.E Myd Muhammad Ali SiddiquiDocument48 pagesFatigue B.E Myd Muhammad Ali SiddiquiTacke NguyenNo ratings yet
- Weld Repair of Creep Damaged SteelDocument11 pagesWeld Repair of Creep Damaged SteelMx 468No ratings yet
- (21910243 - Journal of The Mechanical Behavior of Materials) Modelling The Portevin-Le Chatelier Effects in Aluminium Alloys - A Review PDFDocument12 pages(21910243 - Journal of The Mechanical Behavior of Materials) Modelling The Portevin-Le Chatelier Effects in Aluminium Alloys - A Review PDFhamed soleymaniNo ratings yet
- Stress Concentration & Creep LessonDocument6 pagesStress Concentration & Creep LessonvrajendraupadhyayNo ratings yet
- Influence of Stress Ratio on Fatigue Crack Propagation in Stainless Steel WeldsDocument6 pagesInfluence of Stress Ratio on Fatigue Crack Propagation in Stainless Steel WeldsAlexandre TrudelNo ratings yet
- Metal Forming Techniques and DefectsDocument5 pagesMetal Forming Techniques and Defectsanum_nNo ratings yet
- UNIT-2 - ppt-6Document17 pagesUNIT-2 - ppt-6neha yarrapothuNo ratings yet
- 6.fatigue Failures Resulting From Variable LoadingDocument148 pages6.fatigue Failures Resulting From Variable LoadingAekkasit SenaartNo ratings yet
- BS 7608 Welds Technical BackgroundDocument32 pagesBS 7608 Welds Technical Backgroundwilian_coelho3309100% (1)
- Lecture 11Document6 pagesLecture 11Mechanical ZombieNo ratings yet
- Introduction To The Engineering Properties of SteelsDocument19 pagesIntroduction To The Engineering Properties of SteelsMihajloDjurdjevicNo ratings yet
- Topic: Fea For Fatigue Life Assessment of Valve Component Subjected To Internal Pressure Loading. (Through Software)Document27 pagesTopic: Fea For Fatigue Life Assessment of Valve Component Subjected To Internal Pressure Loading. (Through Software)tallat0316557No ratings yet
- Stress Strain Curve ExplanationDocument8 pagesStress Strain Curve ExplanationGptc Chekkanurani0% (1)
- Design of Machine Elements: Design Against Fluctuating LoadsDocument50 pagesDesign of Machine Elements: Design Against Fluctuating LoadsKristine JavierNo ratings yet
- Fatigue AnalysisDocument23 pagesFatigue AnalysisarnoldmarshalNo ratings yet
- Villanova Torsion Test ReportDocument19 pagesVillanova Torsion Test ReportwaleedkhalillahmedNo ratings yet
- Case Study CreepDocument9 pagesCase Study CreepKevinSatriaNo ratings yet
- Lab Report-Strength of MaterialsDocument23 pagesLab Report-Strength of MaterialsArvin ArviniNo ratings yet
- Ch3. Stress and StrainsDocument49 pagesCh3. Stress and StrainsAbimael wendimuNo ratings yet
- Theory of Tensile Test Engineering Essay PDFDocument8 pagesTheory of Tensile Test Engineering Essay PDFgraNo ratings yet
- Chapter 2 Design For Strength - Fatigue Strength Variable LoadingDocument37 pagesChapter 2 Design For Strength - Fatigue Strength Variable LoadingHilmyZulkifliNo ratings yet
- Chapter 2 - Notes-2019Document16 pagesChapter 2 - Notes-2019PraneethNo ratings yet
- C Yyyy Yy Yy Yy Yy Y Y: Yyy YyyyyyyyyyyyyyDocument5 pagesC Yyyy Yy Yy Yy Yy Y Y: Yyy YyyyyyyyyyyyyyMadan MaharanaNo ratings yet
- Fluctuating Stresses and Fatigue FailureDocument9 pagesFluctuating Stresses and Fatigue FailureMelese AschalewNo ratings yet
- MEN 351torsion-2020Document7 pagesMEN 351torsion-2020raulsanta14No ratings yet
- Fatigue 2marks N 16 MarksDocument53 pagesFatigue 2marks N 16 MarksAdrian James90% (10)
- ProjectDocument39 pagesProjectVeeraraj AlagarsamyNo ratings yet
- Unit 5 ThermodynamicsDocument1 pageUnit 5 ThermodynamicsVeeraraj AlagarsamyNo ratings yet
- Centre For Research Anna University:: Chennai 600025: Catego Ry Reg. NoDocument2 pagesCentre For Research Anna University:: Chennai 600025: Catego Ry Reg. NoVeeraraj AlagarsamyNo ratings yet
- SOM Unit - III 2011-2012Document9 pagesSOM Unit - III 2011-2012Veeraraj AlagarsamyNo ratings yet
- Fracture, Fatigue&Creep, Griffith TheoryDocument28 pagesFracture, Fatigue&Creep, Griffith TheoryUtsav NiroulaNo ratings yet
- Mei Li ThesisDocument128 pagesMei Li ThesisVeeraraj AlagarsamyNo ratings yet
- Green LeavesDocument16 pagesGreen LeavesVeeraraj AlagarsamyNo ratings yet
- Syzygium Cumini Seed ExtractDocument10 pagesSyzygium Cumini Seed ExtractVeeraraj AlagarsamyNo ratings yet
- SOM Unit-I 2011-2012Document11 pagesSOM Unit-I 2011-2012Veeraraj AlagarsamyNo ratings yet
- AU - Time Table For Exam 2013 MayDocument9 pagesAU - Time Table For Exam 2013 MayVeeraraj AlagarsamyNo ratings yet
- Land ResourcesDocument16 pagesLand ResourcesVeeraraj Alagarsamy100% (1)
- Heat Treatment of MetalsDocument5 pagesHeat Treatment of MetalsLuksy ManginNo ratings yet
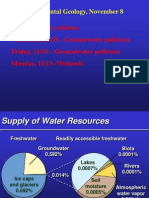
- Nov 8 PowerpointDocument71 pagesNov 8 Powerpointharrygoyal4No ratings yet
- Energy EcosystemDocument51 pagesEnergy EcosystemMulhatimNo ratings yet
- Acid RainDocument9 pagesAcid RainVeeraraj AlagarsamyNo ratings yet
- Acid RainDocument9 pagesAcid RainVeeraraj AlagarsamyNo ratings yet
- Water and Water PollutionDocument74 pagesWater and Water PollutionVeeraraj AlagarsamyNo ratings yet
- Nov 8 PowerpointDocument71 pagesNov 8 Powerpointharrygoyal4No ratings yet
- Rain Water Harvesting: Gautam Banerjee UP Jal NigamDocument28 pagesRain Water Harvesting: Gautam Banerjee UP Jal NigamAniket Gurav100% (1)
- 1Document6 pages1aarjun_81No ratings yet
- Food ResourcesDocument22 pagesFood ResourcesVeeraraj AlagarsamyNo ratings yet
- Naia Sustainability PresentationDocument54 pagesNaia Sustainability PresentationviathungNo ratings yet
- 13 MembranesDocument49 pages13 Membraneswatersoul.nNo ratings yet
- Auxiliary Machines and Equipments in Electric LocomotivesDocument9 pagesAuxiliary Machines and Equipments in Electric LocomotivesJanmejay SaxenaNo ratings yet
- 7 Total SolidsDocument8 pages7 Total SolidsKashif Ali JalilNo ratings yet
- SS2205 Material SpecificationDocument4 pagesSS2205 Material SpecificationCh FaiNo ratings yet
- Allen - Fordism and The Modern IndustryDocument26 pagesAllen - Fordism and The Modern IndustryANTON MARIE MACASAETNo ratings yet
- Lubrizol 219Document2 pagesLubrizol 219BobNo ratings yet
- Quality Assurance Plan For Casting PartsDocument14 pagesQuality Assurance Plan For Casting Partsanand bandekarNo ratings yet
- Material Safety Data Sheet: Product Name: Mobil SHC Hydraulic Eal 68Document11 pagesMaterial Safety Data Sheet: Product Name: Mobil SHC Hydraulic Eal 68Dheeraj Chowdary DhanekulaNo ratings yet
- DrillingDocument36 pagesDrillingMax LuxNo ratings yet
- Storage System 11Document14 pagesStorage System 11PT.CAHAYA ANUGERAH SAKTINo ratings yet
- Filter Maintenance IndicatorDocument14 pagesFilter Maintenance Indicatormuatafa1948pNo ratings yet
- Air EmissionsDocument34 pagesAir EmissionsdmshahidchNo ratings yet
- Blanco Ku 0099M 13094 DATA 1 PDFDocument96 pagesBlanco Ku 0099M 13094 DATA 1 PDFCm EtcmNo ratings yet
- Rusting Chapter 3Document4 pagesRusting Chapter 3Maries San PedroNo ratings yet
- 3241Document8 pages3241Cornel DumitruNo ratings yet
- Balancing Redox ReactionsDocument2 pagesBalancing Redox ReactionsblobmarleyNo ratings yet
- Waterwell Catalog WebDocument96 pagesWaterwell Catalog WebJuan Carlos Sequeira RoblesNo ratings yet
- BITS Pilani: Module 4: Design of Separation Systems Lecture-15Document24 pagesBITS Pilani: Module 4: Design of Separation Systems Lecture-15sukhmaniNo ratings yet
- Gas Chromatography Troubleshooting GuideDocument12 pagesGas Chromatography Troubleshooting GuideAbhishek Banerjee100% (1)
- Template For Preparing TANSCST ProposalDocument6 pagesTemplate For Preparing TANSCST ProposalAntony88% (8)
- Kimray 112 SMT (Regulator)Document5 pagesKimray 112 SMT (Regulator)CARLOS SARMIENTONo ratings yet
- Drying Shrinkage of ConcreteDocument6 pagesDrying Shrinkage of Concretecrownguard100% (1)
- Project 4 Ethylene OxideDocument12 pagesProject 4 Ethylene OxideNhan Nguyen Van100% (4)
- Product Data Sheet: Current Limiter, Tesys U / Tesys Gv2, 32A/690V, Activation 1ka, Iq 100Ka@440V, Din Rail MountingDocument2 pagesProduct Data Sheet: Current Limiter, Tesys U / Tesys Gv2, 32A/690V, Activation 1ka, Iq 100Ka@440V, Din Rail MountingJorge MartinsNo ratings yet
- Anchored Brick Veneer Over Steel Studs PDFDocument56 pagesAnchored Brick Veneer Over Steel Studs PDFaomareltayeb100% (1)
- Topray Tpsm5u 185w-200wDocument2 pagesTopray Tpsm5u 185w-200wThanh Thai LeNo ratings yet
- As71164a CHECK LISTDocument9 pagesAs71164a CHECK LISTJulio HernandezNo ratings yet
- Katherine Davis, Gary Eddy, Alex Johannigman, Nathan ValdezDocument1 pageKatherine Davis, Gary Eddy, Alex Johannigman, Nathan Valdezanon_760617705No ratings yet
- Tutorial 2 Chapter 2Document2 pagesTutorial 2 Chapter 2Marko IrwinNo ratings yet
- To Engineer Is Human: The Role of Failure in Successful DesignFrom EverandTo Engineer Is Human: The Role of Failure in Successful DesignRating: 4 out of 5 stars4/5 (137)
- Advanced Modelling Techniques in Structural DesignFrom EverandAdvanced Modelling Techniques in Structural DesignRating: 5 out of 5 stars5/5 (3)
- Building Support Structures, 2nd Ed., Analysis and Design with SAP2000 SoftwareFrom EverandBuilding Support Structures, 2nd Ed., Analysis and Design with SAP2000 SoftwareRating: 4.5 out of 5 stars4.5/5 (15)
- Marine Structural Design CalculationsFrom EverandMarine Structural Design CalculationsRating: 4.5 out of 5 stars4.5/5 (13)
- Transmission Pipeline Calculations and Simulations ManualFrom EverandTransmission Pipeline Calculations and Simulations ManualRating: 4.5 out of 5 stars4.5/5 (10)
- Green Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsFrom EverandGreen Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsNo ratings yet
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Built: The Hidden Stories Behind Our StructuresFrom EverandBuilt: The Hidden Stories Behind Our StructuresRating: 4 out of 5 stars4/5 (27)
- Design and Construction of Soil Anchor PlatesFrom EverandDesign and Construction of Soil Anchor PlatesRating: 5 out of 5 stars5/5 (1)
- Pile Design and Construction Rules of ThumbFrom EverandPile Design and Construction Rules of ThumbRating: 4.5 out of 5 stars4.5/5 (15)
- Climate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingFrom EverandClimate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingNo ratings yet
- Advanced Design Examples of Seismic Retrofit of StructuresFrom EverandAdvanced Design Examples of Seismic Retrofit of StructuresRating: 1 out of 5 stars1/5 (1)
- Structural Steel Design to Eurocode 3 and AISC SpecificationsFrom EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNo ratings yet
- Structural Analysis: In Theory and PracticeFrom EverandStructural Analysis: In Theory and PracticeRating: 4.5 out of 5 stars4.5/5 (24)
- Bridge Engineering: Classifications, Design Loading, and Analysis MethodsFrom EverandBridge Engineering: Classifications, Design Loading, and Analysis MethodsRating: 4 out of 5 stars4/5 (16)
- Experiment and Calculation of Reinforced Concrete at Elevated TemperaturesFrom EverandExperiment and Calculation of Reinforced Concrete at Elevated TemperaturesRating: 5 out of 5 stars5/5 (2)
- Matrix Methods for Advanced Structural AnalysisFrom EverandMatrix Methods for Advanced Structural AnalysisRating: 5 out of 5 stars5/5 (1)
- Pipeline Planning and Construction Field ManualFrom EverandPipeline Planning and Construction Field ManualRating: 5 out of 5 stars5/5 (3)
- Carpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresFrom EverandCarpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresRating: 1 out of 5 stars1/5 (2)