You might also like
- 100 Shares at $50/share Online 500 Shares at $50/shareDocument1 page100 Shares at $50/share Online 500 Shares at $50/shareGerardo ArroyoNo ratings yet
- © Plastics Design LibraryDocument5 pages© Plastics Design LibraryGerardo ArroyoNo ratings yet
- Algebra Angel Cap8 PDFDocument74 pagesAlgebra Angel Cap8 PDFJahuey UnalescoNo ratings yet
- 10 Leadership Techniques For Building High Performing TeamsDocument5 pages10 Leadership Techniques For Building High Performing TeamsehaunterNo ratings yet
- © Plastics Design LibraryDocument5 pages© Plastics Design LibraryGerardo ArroyoNo ratings yet
- Index Terms LinksDocument26 pagesIndex Terms LinksGerardo ArroyoNo ratings yet
- Cross TabDocument1 pageCross TabGerardo ArroyoNo ratings yet
- Tip and Die Cost CalculatorDocument2 pagesTip and Die Cost CalculatorWerner SchrammelNo ratings yet
- Index Terms LinksDocument26 pagesIndex Terms LinksGerardo ArroyoNo ratings yet
- © Plastics Design LibraryDocument5 pages© Plastics Design LibraryGerardo ArroyoNo ratings yet
- Injection Molded Plastic Part Cost Estimator: Design Organization Date Part EvaluatedDocument2 pagesInjection Molded Plastic Part Cost Estimator: Design Organization Date Part EvaluatedGerardo ArroyoNo ratings yet
- Injection MoldingDocument4 pagesInjection MoldingGerardo ArroyoNo ratings yet
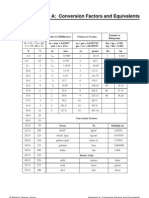
- © Plastics Design Library Appendix A: Conversion Factors and EquivalentsDocument10 pages© Plastics Design Library Appendix A: Conversion Factors and EquivalentsGerardo ArroyoNo ratings yet
- © Plastics Design Library Appendix A: Conversion Factors and EquivalentsDocument10 pages© Plastics Design Library Appendix A: Conversion Factors and EquivalentsGerardo ArroyoNo ratings yet
- FC58BFB6632CF214AAC9E4C5C8F6F50Document4 pagesFC58BFB6632CF214AAC9E4C5C8F6F50Gerardo ArroyoNo ratings yet
- SPI GuidelinesDocument6 pagesSPI GuidelinesGerardo ArroyoNo ratings yet
- Kol - 1 - Sheet1Document1 pageKol - 1 - Sheet1Amra Talić-ČikmišNo ratings yet
- Index Terms LinksDocument26 pagesIndex Terms LinksGerardo ArroyoNo ratings yet
- © Plastics Design Library Appendix A: Conversion Factors and EquivalentsDocument10 pages© Plastics Design Library Appendix A: Conversion Factors and EquivalentsGerardo ArroyoNo ratings yet
- 2 Starting New in The Mold Design FieldDocument2 pages2 Starting New in The Mold Design FieldGerardo ArroyoNo ratings yet
- 5D9C9F2BDA8F35BAE6F8EC9F76F345Document1 page5D9C9F2BDA8F35BAE6F8EC9F76F345Gerardo ArroyoNo ratings yet
- 10Document8 pages10Bruno RubioNo ratings yet
- Lesson Basic Principles of Plastics: Key QuestionsDocument14 pagesLesson Basic Principles of Plastics: Key QuestionsGerardo ArroyoNo ratings yet
- Index Terms LinksDocument9 pagesIndex Terms LinksGerardo ArroyoNo ratings yet
- 5D9C9F2BDA8F35BAE6F8EC9F76F345Document1 page5D9C9F2BDA8F35BAE6F8EC9F76F345Gerardo ArroyoNo ratings yet
- 3 The Basics of An Injection Molding MachineDocument2 pages3 The Basics of An Injection Molding MachineGerardo ArroyoNo ratings yet
- 8 Estimating Mold Cost: 8.1 Need For EstimateDocument5 pages8 Estimating Mold Cost: 8.1 Need For EstimateGerardo ArroyoNo ratings yet
- 3 The Basics of An Injection Molding MachineDocument2 pages3 The Basics of An Injection Molding MachineGerardo ArroyoNo ratings yet
- Appendix 1 CAD/CAM (Computer-Assisted Design Computer - Assisted Manufacturing)Document3 pagesAppendix 1 CAD/CAM (Computer-Assisted Design Computer - Assisted Manufacturing)Gerardo ArroyoNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Service ManUal - Error CodesDocument13 pagesService ManUal - Error CodesStefanoViganóNo ratings yet
- 0354-98361800278F Dolomite Sintering in Shaft Kiln PDFDocument13 pages0354-98361800278F Dolomite Sintering in Shaft Kiln PDFtaghdirimNo ratings yet
- Lecture 27 Chlorine PDFDocument7 pagesLecture 27 Chlorine PDFMOHAMMA MUSANo ratings yet
- XCMG XE215C, XE230C, XE260C Hydraulic Excavators Operating ManualDocument154 pagesXCMG XE215C, XE230C, XE260C Hydraulic Excavators Operating ManualEmmanuel Garcia Ozan94% (16)
- Rapid Sand Filtration DetailedDocument13 pagesRapid Sand Filtration DetailedAbhijith SPNo ratings yet
- 0 - Pengantar Reaktor KimiaDocument16 pages0 - Pengantar Reaktor KimiaMuktafa AkmalNo ratings yet
- Catalog Aer Condiționat Split Inverter SAMSUNG-2014Document17 pagesCatalog Aer Condiționat Split Inverter SAMSUNG-2014georgianconstantinNo ratings yet
- Buna EP LanxessDocument51 pagesBuna EP LanxessANHVUDRCNo ratings yet
- Few Aspects in Deep Drawing Process: D Swapna, Ch. Srinivasa Rao, S RadhikaDocument5 pagesFew Aspects in Deep Drawing Process: D Swapna, Ch. Srinivasa Rao, S RadhikaBoby Madesen100% (1)
- GemDocument9 pagesGemRam Prasidh AnaswaraNo ratings yet
- Installation - Typical 3.3m.precast Concrete Beam Design (EN1992)Document5 pagesInstallation - Typical 3.3m.precast Concrete Beam Design (EN1992)zms msswiNo ratings yet
- Lecture 21 PDFDocument14 pagesLecture 21 PDFMehmet Arvasi100% (1)
- Swan Teasmade Instructions 14140Document8 pagesSwan Teasmade Instructions 14140Roy RussellNo ratings yet
- Project ChemistryDocument18 pagesProject ChemistryA MNo ratings yet
- 2.separator ManualDocument198 pages2.separator Manualidigiti100% (1)
- Using Waste Plastic Bottles As AdditiveDocument6 pagesUsing Waste Plastic Bottles As AdditiveGyanna LlenaresasNo ratings yet
- 5-3 CLEAL Porousfine PP (English) JH-35302116Document2 pages5-3 CLEAL Porousfine PP (English) JH-35302116Milimas Tirta SolusiNo ratings yet
- CatalogDocument482 pagesCatalogAnonymous 6EW2MsFbkNo ratings yet
- Buckling H BeamDocument2 pagesBuckling H BeamНемања КараклајићNo ratings yet
- GinningDocument31 pagesGinningSivakumar K100% (3)
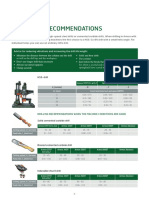
- Machining Recommendations: Advice For Reducing Vibrations and Increasing The Drill Life LengthDocument3 pagesMachining Recommendations: Advice For Reducing Vibrations and Increasing The Drill Life LengthbasaricaNo ratings yet
- VCMStudy UOP Advanced MTO Tehran ConferenceDocument21 pagesVCMStudy UOP Advanced MTO Tehran ConferenceUsamah ZakiNo ratings yet
- Weight of Marine PlywoodDocument1 pageWeight of Marine Plywooddanilo laraNo ratings yet
- DPWH - Guard HouseDocument180 pagesDPWH - Guard HouseErnest BelmesNo ratings yet
- Scania K Workshop Manual - Central Electric Unit, Hybrid VehicleDocument4 pagesScania K Workshop Manual - Central Electric Unit, Hybrid VehicleocnogueiraNo ratings yet
- MR Sultan Ethiopia Feb 24 Offer For 100 Bales Per Day Cotton Ginning & Pressing PlantDocument11 pagesMR Sultan Ethiopia Feb 24 Offer For 100 Bales Per Day Cotton Ginning & Pressing Plantsultannesru2030No ratings yet
- NL User Manual Nord Lock WashersDocument7 pagesNL User Manual Nord Lock Washersmohit_mgNo ratings yet
- Unbrick Seagate HDDDocument58 pagesUnbrick Seagate HDDFly KuNo ratings yet
- Cooling Tower ReportDocument11 pagesCooling Tower Reportbae zazNo ratings yet