You might also like
- Polymer-Silicate Nano Composites - Model Systems For Confined Polymers and Polymer BrushesDocument41 pagesPolymer-Silicate Nano Composites - Model Systems For Confined Polymers and Polymer BrushesrenebarreiroNo ratings yet
- Nylon 6 Nano Composites by Melt CompoundingDocument12 pagesNylon 6 Nano Composites by Melt CompoundingrenebarreiroNo ratings yet
- Bhaskar A ThesisDocument209 pagesBhaskar A ThesisAmarjot DhamiNo ratings yet
- Nanotechnology AIR FORCEDocument68 pagesNanotechnology AIR FORCErenebarreiroNo ratings yet
- Nano Composite Dielectrics-Properties and ImplicationsDocument10 pagesNano Composite Dielectrics-Properties and ImplicationsrenebarreiroNo ratings yet
- Ethylene-Propylene Rubbers & ElastomersDocument4 pagesEthylene-Propylene Rubbers & ElastomersrenebarreiroNo ratings yet
- Erosion Behaviour of Nano Filled Silicone ElastomersDocument6 pagesErosion Behaviour of Nano Filled Silicone ElastomersrenebarreiroNo ratings yet
- Chemorheology and Properties of Epoxy-Layered Silicate NanocompositesDocument8 pagesChemorheology and Properties of Epoxy-Layered Silicate NanocompositesrenebarreiroNo ratings yet
- Effect of Filler Surface Treatment On Properties of Fly Ash-Nr BlendsDocument5 pagesEffect of Filler Surface Treatment On Properties of Fly Ash-Nr BlendsrenebarreiroNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- LLDPE ProjectDocument86 pagesLLDPE Projectbhagwat2680% (5)
- Clinical Biomechanics: J. Zelle, A.C. Van Der Zanden, M. de Waal Malefijt, N. VerdonschotDocument8 pagesClinical Biomechanics: J. Zelle, A.C. Van Der Zanden, M. de Waal Malefijt, N. VerdonschotJoko TriwardonoNo ratings yet
- Birefringe p5422 eDocument6 pagesBirefringe p5422 eGugunGunandarNo ratings yet
- Markflow Grout 2 PDFDocument3 pagesMarkflow Grout 2 PDFBharat PaintsNo ratings yet
- Morse, Ingard - Theoretical Acoustics (1968)Document951 pagesMorse, Ingard - Theoretical Acoustics (1968)Yojik83% (6)
- SS316 Thermal ExpansionDocument4 pagesSS316 Thermal ExpansionCheng Khie ChiehNo ratings yet
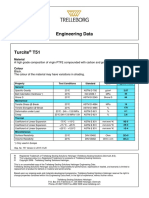
- Turcite T51 Engineering DataDocument1 pageTurcite T51 Engineering DataAntonio Rivera VillavicencioNo ratings yet
- Mechanical Processes and Equipments MP - C9Document61 pagesMechanical Processes and Equipments MP - C9PHƯƠNG ĐẶNG YẾNNo ratings yet
- Class XII 2023 2024 Prelims IDocument10 pagesClass XII 2023 2024 Prelims ITanishkha RaajNo ratings yet
- Boiler Maintenance Gyanendra Sharma NPTI DelhiDocument38 pagesBoiler Maintenance Gyanendra Sharma NPTI DelhiNPTI100% (1)
- Heterogeneous Catalysis For Today's Challenges: Synthesis, Characterization and ApplicationsDocument152 pagesHeterogeneous Catalysis For Today's Challenges: Synthesis, Characterization and ApplicationsAbdulhamid AliNo ratings yet
- Casting DefectsDocument2 pagesCasting DefectsNaman ShethNo ratings yet
- Design CalculationDocument11 pagesDesign CalculationShaikh Muhammad AteeqNo ratings yet
- Gas DynamicsDocument10 pagesGas Dynamics130423No ratings yet
- 6) A Process Model For Friction Stir Welding of Age Hardening Aluminum AlloysDocument12 pages6) A Process Model For Friction Stir Welding of Age Hardening Aluminum AlloysMuhammad Umer Farooq AwanNo ratings yet
- 22 Shear & Diagonal Tension in Beams 02Document41 pages22 Shear & Diagonal Tension in Beams 02S. M. ZAHIDUR RAHMAN 1301129No ratings yet
- Introduction To Ferrite Nano ParticlesDocument42 pagesIntroduction To Ferrite Nano Particleskhan126100% (2)
- Bismuth To GoldDocument20 pagesBismuth To GoldTony Gary67% (3)
- Alumina Matrix in RefractoriesDocument5 pagesAlumina Matrix in RefractoriesSans SenNo ratings yet
- Welding QuestnDocument37 pagesWelding QuestnmehdiNo ratings yet
- Iare - Fluid Mechanics - Tutorial - Question - Bank PDFDocument12 pagesIare - Fluid Mechanics - Tutorial - Question - Bank PDFShaik Asif AliNo ratings yet
- 01 INTRO To BIOCHEMDocument6 pages01 INTRO To BIOCHEMJoshua CoNo ratings yet
- Intensity of Ultra Sound Generated The Rife Frequency InstrumentDocument7 pagesIntensity of Ultra Sound Generated The Rife Frequency InstrumentHayley As Allegedly-Called YendellNo ratings yet
- Fajan's RuleDocument14 pagesFajan's RuleJim Livingston0% (1)
- Construction and Building Materials: L.C. HollawayDocument27 pagesConstruction and Building Materials: L.C. HollawayZain SaeedNo ratings yet
- Johnson Cook ModelDocument24 pagesJohnson Cook ModelNasr-eddine OudniNo ratings yet
- Separating Mixtures 1: Name ClassDocument3 pagesSeparating Mixtures 1: Name ClassAdtNo ratings yet
- Heat Pumps PDFDocument76 pagesHeat Pumps PDFanon_411130333No ratings yet
- Combine Grading and Gap AggregateDocument3 pagesCombine Grading and Gap AggregateKO_ERNIA1No ratings yet
- Postulates of Dalton's Atomic TheoryDocument5 pagesPostulates of Dalton's Atomic TheoryVenugopal RNo ratings yet