You might also like
- A Modified Failure Mode and Effects Analysis Method For Supplier Selection Problems in The Supply Chain Risk Environment A Case StudyDocument9 pagesA Modified Failure Mode and Effects Analysis Method For Supplier Selection Problems in The Supply Chain Risk Environment A Case StudyramiraliNo ratings yet
- Partcipacion 3..Document11 pagesPartcipacion 3..Ivonne CMNo ratings yet
- Customized Supplier Selection Methodology: An Application of Multiple Regression AnalysisDocument13 pagesCustomized Supplier Selection Methodology: An Application of Multiple Regression AnalysisRian PrasetyaNo ratings yet
- Sciencedirect: 2 World Conference On Business, Economics and Management - Wcbem 2013Document5 pagesSciencedirect: 2 World Conference On Business, Economics and Management - Wcbem 2013mariamNo ratings yet
- Quantifying Strategic Supplier Selection in Pharma Supply ChainsDocument20 pagesQuantifying Strategic Supplier Selection in Pharma Supply ChainsvinaydevangNo ratings yet
- Hu Et Al 2012Document25 pagesHu Et Al 2012Tarek ElhasiaNo ratings yet
- International Journal of Production ResearchDocument18 pagesInternational Journal of Production ResearchbalakaleesNo ratings yet
- Chen, Huang - 2007 - International Journal - Bi-Negotiation Integrated AHP in Suppliers SelectionDocument19 pagesChen, Huang - 2007 - International Journal - Bi-Negotiation Integrated AHP in Suppliers SelectionKlaus ElbernNo ratings yet
- Impact of Just-In-Time Inventory Systems On OEM Suppliers: Imds 106,2Document18 pagesImpact of Just-In-Time Inventory Systems On OEM Suppliers: Imds 106,2newview111No ratings yet
- Optimising integrated inventory policy for perishable items in a multi-stage supply chain-1Document25 pagesOptimising integrated inventory policy for perishable items in a multi-stage supply chain-1rajvanshishreya5No ratings yet
- Management Science: Behavioral Causes of The Bullwhip Effect and The Observed Value of Inventory InformationDocument15 pagesManagement Science: Behavioral Causes of The Bullwhip Effect and The Observed Value of Inventory Informationmj_davis04No ratings yet
- Postponement in Supply Chain Risk Management: A Complexity PerspectiveDocument13 pagesPostponement in Supply Chain Risk Management: A Complexity PerspectiveMhmd KaramNo ratings yet
- Developing The Green Supplier Selection Procedure Based On Analytical Hierarchy Process and Outranking MethodsDocument9 pagesDeveloping The Green Supplier Selection Procedure Based On Analytical Hierarchy Process and Outranking MethodsParastoo AzadNo ratings yet
- 2015 - Abdollahi, Arvan, Razmi - An Integrated Approach For Supplier Portfolio Selection Lean or AgileDocument41 pages2015 - Abdollahi, Arvan, Razmi - An Integrated Approach For Supplier Portfolio Selection Lean or AgileJuliano S.M. BatistelaNo ratings yet
- Integrated Inventory Valuation in Multi-Echelon Production/distribution SystemsDocument16 pagesIntegrated Inventory Valuation in Multi-Echelon Production/distribution SystemsIsabel Zanella ZancaNo ratings yet
- Supplier Selection and DevelopmentDocument5 pagesSupplier Selection and DevelopmentTolga UysalNo ratings yet
- A Fuzzy AHP Approach For Supplier Selection Problem A Case Study in A Gear (Ayhan)Document14 pagesA Fuzzy AHP Approach For Supplier Selection Problem A Case Study in A Gear (Ayhan)Luki HidayatiNo ratings yet
- Modeling Supply Chain Dynamics: A Multiagent Approach: Jayashankar M. SwaminathanDocument26 pagesModeling Supply Chain Dynamics: A Multiagent Approach: Jayashankar M. SwaminathanalamataNo ratings yet
- Computers & Industrial Engineering: Yongrui Duan, Jiazhen Huo, Yanxia Zhang, Jianjun ZhangDocument8 pagesComputers & Industrial Engineering: Yongrui Duan, Jiazhen Huo, Yanxia Zhang, Jianjun Zhangaggarwalankit911No ratings yet
- Int. J. Production Economics: Yong He, Xuan ZhaoDocument10 pagesInt. J. Production Economics: Yong He, Xuan ZhaoTôn Nữ Minh UyênNo ratings yet
- 2007 IJOPMDatta Allen ChristopherDocument47 pages2007 IJOPMDatta Allen ChristopherGuillermo GarcíaNo ratings yet
- Multi SourcingDocument18 pagesMulti Sourcingscripduser1973No ratings yet
- A Multiobjective Approach To Vendor Selection: Theory and MethodologyDocument12 pagesA Multiobjective Approach To Vendor Selection: Theory and MethodologyPatricia OrdoñezNo ratings yet
- Demand ForcastingDocument17 pagesDemand Forcastingnouamane beghitiNo ratings yet
- Distribution Network Ali Akbar Group PakistanDocument22 pagesDistribution Network Ali Akbar Group Pakistanqasim_zamanpk0% (1)
- Mapping Supply Chain Strategy: An Industry AnalysisDocument21 pagesMapping Supply Chain Strategy: An Industry Analysisanon_864781766No ratings yet
- Designing Supply Chains Towards Theory DevelopmentDocument16 pagesDesigning Supply Chains Towards Theory DevelopmentMihai HasmatuchiNo ratings yet
- The Value of Lead Time Reduction and Stabilization: A Comparison Between Traditional and Collaborative Supply ChainDocument5 pagesThe Value of Lead Time Reduction and Stabilization: A Comparison Between Traditional and Collaborative Supply ChainDipon GhoshNo ratings yet
- Price, ReplishmentDocument34 pagesPrice, ReplishmentNafiz AlamNo ratings yet
- The Impact of Forecasting Model Selection On The Value of Information Sharing in A Supply ChainDocument24 pagesThe Impact of Forecasting Model Selection On The Value of Information Sharing in A Supply ChainMyself NoorNo ratings yet
- The Impacts of Lead Time On Supply Chain Resilience in Medical Device IndustryDocument24 pagesThe Impacts of Lead Time On Supply Chain Resilience in Medical Device IndustryTrúc LoanNo ratings yet
- A Simulation-Optimisation Approach For Supply Chain Network Design Under Supply and Demand UncertaintiesDocument18 pagesA Simulation-Optimisation Approach For Supply Chain Network Design Under Supply and Demand UncertaintiesIsabel Zanella ZancaNo ratings yet
- Information Sharing and Coordination Mechanisms For Managing Uncertainty in Supply Chains - A Simulation StudyDocument40 pagesInformation Sharing and Coordination Mechanisms For Managing Uncertainty in Supply Chains - A Simulation StudyAshraf AhmedNo ratings yet
- Demand Forecasting For Supply Processes in Consideration of Pricing and Market InformationDocument14 pagesDemand Forecasting For Supply Processes in Consideration of Pricing and Market Informationwong apianNo ratings yet
- Journal of Retailing and Consumer Services: Ata Allah Taleizadeh, Iman Shokr, Ioannis Konstantaras, Mahyar VafaeinejadDocument18 pagesJournal of Retailing and Consumer Services: Ata Allah Taleizadeh, Iman Shokr, Ioannis Konstantaras, Mahyar VafaeinejadAhmed SayedNo ratings yet
- Operational Planning of Supply Cans in A Production and Distribution Center With JIT DeliveryDocument20 pagesOperational Planning of Supply Cans in A Production and Distribution Center With JIT DeliveryMisael QuintanaNo ratings yet
- Supplier Selection Through Analytical Hierarchy Process: A Case Study in Small Scale Manufacturing OrganizationDocument6 pagesSupplier Selection Through Analytical Hierarchy Process: A Case Study in Small Scale Manufacturing OrganizationseventhsensegroupNo ratings yet
- Application Genetic Algorithm in Solving Three-Level Supply Chaindistribution Problems.Document11 pagesApplication Genetic Algorithm in Solving Three-Level Supply Chaindistribution Problems.Nicolas MoreiraNo ratings yet
- Supply Chain in Fast FoodDocument13 pagesSupply Chain in Fast Foodtipo_de_incognitoNo ratings yet
- Appication of Ahp and Topsis Method For Supplier Selection ProblemDocument8 pagesAppication of Ahp and Topsis Method For Supplier Selection ProblemIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalNo ratings yet
- Optimization of A Supply Portofolio in Context of Supply ChainDocument26 pagesOptimization of A Supply Portofolio in Context of Supply ChainSUKRISNO SUKRISNONo ratings yet
- Exploring Nonlinear Supply Chains: The Dynamics of Capacity ConstraintsDocument16 pagesExploring Nonlinear Supply Chains: The Dynamics of Capacity ConstraintsIsabel Zanella ZancaNo ratings yet
- Understanding robust supply chain designDocument6 pagesUnderstanding robust supply chain designGuilherme VieiraNo ratings yet
- Case Study 4 Single Versus Multiple Supplier SourcingDocument19 pagesCase Study 4 Single Versus Multiple Supplier SourcingIMSsecC Pgdm21-23officialNo ratings yet
- Internship Report On Supply Chain Effectiveness of Apparel Manufacturing Company in Bangladesh A Study On Saba Attires LTDDocument48 pagesInternship Report On Supply Chain Effectiveness of Apparel Manufacturing Company in Bangladesh A Study On Saba Attires LTDratul_oneNo ratings yet
- Optimizing Supply Chain Network Design Using AnalyticsDocument8 pagesOptimizing Supply Chain Network Design Using AnalyticsAnkit KumarNo ratings yet
- A Fuzzy Multi-Criteria Decision Making Approach For Supplier Selection in Supply Chain ManagementDocument10 pagesA Fuzzy Multi-Criteria Decision Making Approach For Supplier Selection in Supply Chain ManagementErik VanNo ratings yet
- Application of Fault Tree Analysis To Assess Inventory Risk A Practical Case From Aerospace Manufacturing PDFDocument17 pagesApplication of Fault Tree Analysis To Assess Inventory Risk A Practical Case From Aerospace Manufacturing PDFPriya Ranjan MallickNo ratings yet
- A Fuzzy Multi-Criteria Decision Making Approach For Supplier Selection in Supply Chain Management PDFDocument10 pagesA Fuzzy Multi-Criteria Decision Making Approach For Supplier Selection in Supply Chain Management PDFCharisma PutraNo ratings yet
- Supply Chain Scheduling: Batching and Delivery: Nicholas G. Hall Chris N. PottsDocument50 pagesSupply Chain Scheduling: Batching and Delivery: Nicholas G. Hall Chris N. PottsAyushBaglaNo ratings yet
- Optimizing Supply Chain Networks Through Supplier SelectionDocument27 pagesOptimizing Supply Chain Networks Through Supplier SelectionVaibhav GuptaNo ratings yet
- A fuzzy-QFD Approach To Supplier Selection: M. Bevilacqua, F.E. Ciarapica, G. GiacchettaDocument14 pagesA fuzzy-QFD Approach To Supplier Selection: M. Bevilacqua, F.E. Ciarapica, G. GiacchettaRenzo ErikssonNo ratings yet
- Supply Chain Design and Analysis ModelsDocument22 pagesSupply Chain Design and Analysis ModelsM RahmanNo ratings yet
- Supplier Selection PDFDocument19 pagesSupplier Selection PDFKrishnendu ShawNo ratings yet
- Optimal Order Allocation and Supplier Selection With Imperfect Quality Products and Financial ConstraintDocument10 pagesOptimal Order Allocation and Supplier Selection With Imperfect Quality Products and Financial ConstraintAmin MojiriNo ratings yet
- Chen 2015Document33 pagesChen 2015Alifia Afina ZaliaNo ratings yet
- MPRA Paper 60079 PDFDocument24 pagesMPRA Paper 60079 PDFKiedneff Basoeki Sang InspiratorNo ratings yet
- Methodology Supply ChainDocument5 pagesMethodology Supply ChainvivinoswaltNo ratings yet
- Optimal Control and Optimization of Stochastic Supply Chain SystemsFrom EverandOptimal Control and Optimization of Stochastic Supply Chain SystemsNo ratings yet
- Technology in Supply Chain Management and Logistics: Current Practice and Future ApplicationsFrom EverandTechnology in Supply Chain Management and Logistics: Current Practice and Future ApplicationsRating: 5 out of 5 stars5/5 (1)
- PTE Writing Mock Test 2Document24 pagesPTE Writing Mock Test 2Abhishek Puri100% (1)
- PTE Speaking Mock Test 1 PDFDocument49 pagesPTE Speaking Mock Test 1 PDFAbhishek PuriNo ratings yet
- PTE Speaking Mock Test 2 PDFDocument49 pagesPTE Speaking Mock Test 2 PDFAbhishek PuriNo ratings yet
- Linkers 1Document3 pagesLinkers 1Antonio M. ScielzoNo ratings yet
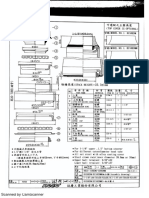
- 159EDM-159EDMM 組合圖Document1 page159EDM-159EDMM 組合圖Abhishek PuriNo ratings yet
- PTE Speaking Mock Test 2 PDFDocument49 pagesPTE Speaking Mock Test 2 PDFAbhishek PuriNo ratings yet
- PTE Writing Mock Test 1Document10 pagesPTE Writing Mock Test 1Abhishek PuriNo ratings yet
- Speaking Describe Image: Telegram Link: Mobile App LinkDocument5 pagesSpeaking Describe Image: Telegram Link: Mobile App LinkyouvsyouNo ratings yet
- PTE Writing Mock Test 2 PDFDocument10 pagesPTE Writing Mock Test 2 PDFAbhishek PuriNo ratings yet
- PTE Writing Mock Test 2 PDFDocument10 pagesPTE Writing Mock Test 2 PDFAbhishek PuriNo ratings yet
- Official Guide PTEA Teacher NotesDocument249 pagesOfficial Guide PTEA Teacher NotesIqbal singh95% (20)
- Retell TemplateDocument1 pageRetell TemplateAbhishek PuriNo ratings yet
- Production or Plant Engineer JobsDocument4 pagesProduction or Plant Engineer JobsLoga NathanNo ratings yet
- INCO Terms 2016 - Skyways Management Services LTDDocument9 pagesINCO Terms 2016 - Skyways Management Services LTDAbhishek PuriNo ratings yet
- China "EPA" Crackdown Shuts Down Tens of Thousands of Factories With No End in SightDocument9 pagesChina "EPA" Crackdown Shuts Down Tens of Thousands of Factories With No End in SightAbhishek PuriNo ratings yet
- 2013 Valuation OlympiadDocument4 pages2013 Valuation OlympiadAbhishek Puri0% (1)
- Radio Frequency IdentificationDocument18 pagesRadio Frequency IdentificationAbhishek PuriNo ratings yet
- Beginners Guide To ImportingDocument3 pagesBeginners Guide To ImportingAbhishek PuriNo ratings yet
- Assessing Changes in The Monetary Transmission Mechanism: A VAR ApproachDocument15 pagesAssessing Changes in The Monetary Transmission Mechanism: A VAR ApproachAbhishek PuriNo ratings yet
- Beginners Guide To ImportingDocument27 pagesBeginners Guide To ImportingFarhanNo ratings yet
- Production or Plant Engineer JobsDocument4 pagesProduction or Plant Engineer JobsLoga NathanNo ratings yet
- Beginners Guide To ImportingDocument3 pagesBeginners Guide To ImportingAbhishek PuriNo ratings yet
- Ontario Express Entry Guide 2018Document64 pagesOntario Express Entry Guide 2018Anil rajputNo ratings yet
- 7 Eleven 140613174951 Phpapp02Document21 pages7 Eleven 140613174951 Phpapp02Abhishek PuriNo ratings yet
- Member RegistrationDocument2 pagesMember Registrationasknishan0% (1)
- Logistic Regression (With R) : 1 TheoryDocument15 pagesLogistic Regression (With R) : 1 TheoryrattonxNo ratings yet
- Moving With The Technology: Time and Cost Savings, IncludingDocument2 pagesMoving With The Technology: Time and Cost Savings, IncludingAbhishek PuriNo ratings yet
- 2013 11 10 Repurchase Market TimingDocument37 pages2013 11 10 Repurchase Market TimingAbhishek PuriNo ratings yet
- Making Credit Safer: The Case For RegulationDocument5 pagesMaking Credit Safer: The Case For RegulationAbhishek PuriNo ratings yet
- A Study On Ti CkhyclesDocument25 pagesA Study On Ti CkhyclesAbhishek PuriNo ratings yet
- Syllabus HRM, Jan-May 2012Document12 pagesSyllabus HRM, Jan-May 2012alejandro_garcia_240No ratings yet
- Project 619815 Epp 1 2020 1 It Eppka1 JMD MobDocument2 pagesProject 619815 Epp 1 2020 1 It Eppka1 JMD MobSania AkhtarNo ratings yet
- Erdas Imagine 2018: Product Features and ComparisonsDocument53 pagesErdas Imagine 2018: Product Features and ComparisonsSaad AliNo ratings yet
- OPTIMIZATION OF FOOD PROCESSING OPERATIONS IN S.R.'s CANNERIES, ALLAHABAD BY LINEAR PROGRAMMINGDocument38 pagesOPTIMIZATION OF FOOD PROCESSING OPERATIONS IN S.R.'s CANNERIES, ALLAHABAD BY LINEAR PROGRAMMINGManishakar MishraNo ratings yet
- Cambridge Primary ProgressionTests - Past Papers PDFDocument3 pagesCambridge Primary ProgressionTests - Past Papers PDFPinky Dey8% (13)
- Quick Response Quality Control QRQCDocument17 pagesQuick Response Quality Control QRQCKristof MC100% (1)
- CH 06Document21 pagesCH 06filippo0% (2)
- RPH Module 3Document37 pagesRPH Module 3Ninia Crishelle A. ManzanoNo ratings yet
- Impact of Taxation On The Economic Growth of TanzaniaDocument10 pagesImpact of Taxation On The Economic Growth of TanzaniaJohnBenardNo ratings yet
- Ats 2 (Csir Net) PDFDocument17 pagesAts 2 (Csir Net) PDFAayushi VermaNo ratings yet
- Look at The Picture and Complete The PhrasesDocument5 pagesLook at The Picture and Complete The PhrasesFaisal33% (3)
- Transfer FunctionDocument36 pagesTransfer FunctionChamitha MadushanNo ratings yet
- Safety Audit MonitoringDocument52 pagesSafety Audit MonitoringThariq SalimNo ratings yet
- Evidence CasesDocument7 pagesEvidence CasesJANNNo ratings yet
- ANN Mini Project on Artificial Neural Networks (40Document16 pagesANN Mini Project on Artificial Neural Networks (40amithbalu100% (1)
- Quality of Work Life & Organizational Commitment in BPOsDocument14 pagesQuality of Work Life & Organizational Commitment in BPOsecstasyakoNo ratings yet
- SS ZG513Document10 pagesSS ZG513tuxaanandNo ratings yet
- Cathleen Joy C. Acosta: ObjectiveDocument2 pagesCathleen Joy C. Acosta: ObjectiveJung jeonNo ratings yet
- Reactive Distillation For Producing N-Butyl Acetate: Experiment and SimulationDocument8 pagesReactive Distillation For Producing N-Butyl Acetate: Experiment and SimulationHemant RathvaNo ratings yet
- Computer Abbreviations in PDFDocument4 pagesComputer Abbreviations in PDFSaagar MukhopadhyayNo ratings yet
- MIS Process Modeling: Requirements Determination TechniquesDocument67 pagesMIS Process Modeling: Requirements Determination TechniquesSAURABH KUMARNo ratings yet
- 102 TestDocument4 pages102 Testمحمد ٦No ratings yet
- Research Proposal PromptDocument2 pagesResearch Proposal Promptmissariadne100% (2)
- B1+ (11) Vocabulary Transport and Travel AccommodationDocument2 pagesB1+ (11) Vocabulary Transport and Travel AccommodationMalik HamzaNo ratings yet
- Programa WaporDocument22 pagesPrograma WaporMarcelo Astorga VelosoNo ratings yet
- Digital Education Propoal by Samriti EducareDocument11 pagesDigital Education Propoal by Samriti EducareshrutiNo ratings yet
- The Biography of General Antonio LunaDocument27 pagesThe Biography of General Antonio LunaQueenie BelleNo ratings yet
- The Evolving Semantics of Devadasi: An Analysis of The Struggle and Resistance of Devadasis in The Light of Selected MoviesDocument4 pagesThe Evolving Semantics of Devadasi: An Analysis of The Struggle and Resistance of Devadasis in The Light of Selected MoviesA Chougule A ChouguleNo ratings yet
- Conditonal Rendering UIDocument5 pagesConditonal Rendering UIAnonymous 52QjEhWNo ratings yet
- Semiotic Analysis On The Dark Knight Movie PostersDocument11 pagesSemiotic Analysis On The Dark Knight Movie PostersBaitul Ulum67% (3)