You might also like
- Gerdau - Tabela de Perfis de Vigas W PDFDocument3 pagesGerdau - Tabela de Perfis de Vigas W PDFMarcus Cortez73% (33)
- 22-03-2011 VariÁveis Da NegociaÇÃoDocument9 pages22-03-2011 VariÁveis Da NegociaÇÃoCristhian GraefNo ratings yet
- 1901098rev1 Apostilaaramestubulares OkDocument51 pages1901098rev1 Apostilaaramestubulares OkAlberto NascimentoNo ratings yet
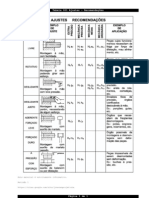
- Tabela 001 - Ajustes - RecomendaçõesDocument1 pageTabela 001 - Ajustes - RecomendaçõesJosé Roberto NevesNo ratings yet
- NBR 14518 - Sistema de Ventilação para Cozinhas IndustriaisDocument25 pagesNBR 14518 - Sistema de Ventilação para Cozinhas IndustriaisAnna Cristina100% (5)
- Guia Gestao EnergeticaDocument188 pagesGuia Gestao Energeticacassius badue100% (1)
- Caldeiraria MetrologiaBasicaDocument136 pagesCaldeiraria MetrologiaBasicaCristhian GraefNo ratings yet
- 06-Viga de RolamentoDocument15 pages06-Viga de RolamentoFabio SouzaNo ratings yet
- E - Flexao PuraDocument16 pagesE - Flexao PuraafscostaNo ratings yet
- Pilar TPM - Treinamento #05 - Lubrificação - Rev 02 - Agosto 2009Document29 pagesPilar TPM - Treinamento #05 - Lubrificação - Rev 02 - Agosto 2009Cristhian GraefNo ratings yet
- DD Ventos AsDocument1 pageDD Ventos AsCristhian GraefNo ratings yet
- Hidraulica - Fluipres - Manual-De ConsultaDocument76 pagesHidraulica - Fluipres - Manual-De ConsultaAdriano MenegonNo ratings yet
- Eletrica - SENAI - Medidas EletricasDocument57 pagesEletrica - SENAI - Medidas Eletricasanon-721944100% (19)
- Silos PortuguesDocument16 pagesSilos PortuguesendrolinNo ratings yet
- Pmoc Apresentacao Plano de Manutencao Operacao e ControleDocument17 pagesPmoc Apresentacao Plano de Manutencao Operacao e ControleTiago AugustoNo ratings yet
- negociaCAo Aulas 1-4 2011Document35 pagesnegociaCAo Aulas 1-4 2011Cristhian GraefNo ratings yet
- Productsheet 1524103Document3 pagesProductsheet 1524103Cristhian GraefNo ratings yet
- Variáveis No Processo de NegociaçãoDocument7 pagesVariáveis No Processo de NegociaçãoCristhian GraefNo ratings yet
- 215 001 57 P400 P600Document36 pages215 001 57 P400 P600Cristhian Graef50% (4)
- Productsheet 1547517Document3 pagesProductsheet 1547517Cristhian GraefNo ratings yet
- NBR 10719-Apresentação de Relatórios TécnicosDocument9 pagesNBR 10719-Apresentação de Relatórios TécnicosCarolina100% (1)
- Pmoc Apresentacao Plano de Manutencao Operacao e ControleDocument17 pagesPmoc Apresentacao Plano de Manutencao Operacao e ControleTiago AugustoNo ratings yet
- Productsheet 3532923Document3 pagesProductsheet 3532923Cristhian GraefNo ratings yet
- Manual Inversor 40Document154 pagesManual Inversor 40Cristhian GraefNo ratings yet
- 15P0097G1 Sinus-N Po R00Document154 pages15P0097G1 Sinus-N Po R00jeanfmirandaNo ratings yet
- Inversor de frequência Santerno 1,5-3kWDocument2 pagesInversor de frequência Santerno 1,5-3kWCristhian Graef0% (1)
- Barramento elétrico blindado U25/U35Document8 pagesBarramento elétrico blindado U25/U35Cristhian GraefNo ratings yet
- Folder Calha Eletrica KBHDocument4 pagesFolder Calha Eletrica KBHCristhian GraefNo ratings yet
- Instrução de Montagem KBH - 2012Document6 pagesInstrução de Montagem KBH - 2012Cristhian GraefNo ratings yet
- Folder Calha Eletrica MKHDocument4 pagesFolder Calha Eletrica MKHCristhian GraefNo ratings yet
- Cartilha de MachosDocument19 pagesCartilha de MachosFernandoNo ratings yet
- TeoriaPlasticidadeElasticidadeTensõesDocument27 pagesTeoriaPlasticidadeElasticidadeTensõesFrancisco MachadoNo ratings yet
- A Dinâmica Do CapitalismoDocument10 pagesA Dinâmica Do CapitalismoMiguel GonçalvesNo ratings yet
- Processo de compostagem: técnica para reciclagem de resíduos orgânicosDocument4 pagesProcesso de compostagem: técnica para reciclagem de resíduos orgânicosgonzaga nettoNo ratings yet
- Geografia - Industrialização Do BrasilDocument4 pagesGeografia - Industrialização Do BrasilRicardo GusmaoNo ratings yet
- Novos produtos PORSEG sistemas de segurançaDocument24 pagesNovos produtos PORSEG sistemas de segurança2011PAULOPEREIRANo ratings yet
- Soluções de rolamentos para máquinas agrícolasDocument15 pagesSoluções de rolamentos para máquinas agrícolasFlavioNo ratings yet
- Ensaio de tração para determinar o módulo de elasticidade de liga de alumínioDocument4 pagesEnsaio de tração para determinar o módulo de elasticidade de liga de alumínioThyago AmaralNo ratings yet
- Instalação e cálculo de carga térmica para ar condicionadoDocument4 pagesInstalação e cálculo de carga térmica para ar condicionadoMárcio BussNo ratings yet
- Influência Do Tipo de Lignina Na Caracterização de Compósitos Poliméricos Com Fibra NaturalDocument15 pagesInfluência Do Tipo de Lignina Na Caracterização de Compósitos Poliméricos Com Fibra NaturalLuciano DiasNo ratings yet
- Tabela Dos Principais Cations e AnionsDocument1 pageTabela Dos Principais Cations e Anionskaiquegabrieleu12No ratings yet
- Chek-List de Boas PraticasDocument14 pagesChek-List de Boas PraticasLysfreNo ratings yet
- ROÇADEIRA TOYAMA Manual Do Operador Tbc43xp Tbc50xpDocument32 pagesROÇADEIRA TOYAMA Manual Do Operador Tbc43xp Tbc50xpMárcio FragaNo ratings yet
- Ponte RolanteDocument78 pagesPonte RolanteWillian Souza100% (2)
- Apostila de Programação Fanuc21mbDocument104 pagesApostila de Programação Fanuc21mbCláudio BarretosNo ratings yet
- IG1 - 9 - 4 - Portaria Nº 201, de 16 Abr 2007, SIMOBE (IG 20-07)Document29 pagesIG1 - 9 - 4 - Portaria Nº 201, de 16 Abr 2007, SIMOBE (IG 20-07)sandrofragosoNo ratings yet
- Pedro Marques Coelho Matricula - 2021214868 - Atividade3 - Ensaio de Durez e TermicosDocument6 pagesPedro Marques Coelho Matricula - 2021214868 - Atividade3 - Ensaio de Durez e Termicospedromarquescoelho20No ratings yet
- Lista de Exercícios Métodos de SeparaçãoDocument2 pagesLista de Exercícios Métodos de SeparaçãoBrunaNo ratings yet
- Espesificaciones Tecnicas Tolva Hidraulicas.Document49 pagesEspesificaciones Tecnicas Tolva Hidraulicas.Tallersofia AutomotrizNo ratings yet
- FlaviaDocument5 pagesFlaviaVitória FreitasNo ratings yet
- Estrutura de AeronavesDocument52 pagesEstrutura de AeronavesLucas GabrielNo ratings yet
- NBR-5752 - Indice de Atividade Pozolanica Cimento Portland Aos 28 DiasDocument8 pagesNBR-5752 - Indice de Atividade Pozolanica Cimento Portland Aos 28 DiasAbimael X VeronicaNo ratings yet
- FIRECENTER - Catálogo de Cavaletes de Automação de Bomba de Incêndio 2017Document15 pagesFIRECENTER - Catálogo de Cavaletes de Automação de Bomba de Incêndio 2017Maurilio Batista de LimaNo ratings yet
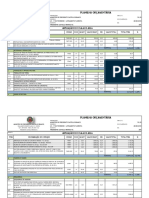
- Planilha OrçamentáriaDocument6 pagesPlanilha OrçamentáriaKant KandejaNo ratings yet
- 1 - Desenvolvimento e Produção de Compósitos de Matriz Cerâmica Al2O3-TiDocument81 pages1 - Desenvolvimento e Produção de Compósitos de Matriz Cerâmica Al2O3-TiJedaías J.No ratings yet
- Produção e Setores de Atividade EconómicaDocument17 pagesProdução e Setores de Atividade EconómicaPessoa LindaNo ratings yet
- Laudo técnico detalha construção de 3 prédios comerciaisDocument2 pagesLaudo técnico detalha construção de 3 prédios comerciaisDiogo Gonçalves Campinho0% (1)
- Projeto Norma BrasDocument6 pagesProjeto Norma BrasgyroskopienNo ratings yet
- TRAÇO 30 - 10 MPa - Multsul - Viseu - Pa 01022024Document3 pagesTRAÇO 30 - 10 MPa - Multsul - Viseu - Pa 01022024rafael bentesNo ratings yet
- Apostila Prof. Areias NettoDocument176 pagesApostila Prof. Areias NettoPaulo Dias100% (1)