Professional Documents
Culture Documents
Metrología Optica e Instrumentación
Uploaded by
Isaac Sanchez AnastacioOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Metrología Optica e Instrumentación
Uploaded by
Isaac Sanchez AnastacioCopyright:
Available Formats
3 Metrologa ptica e instrumentacin bsica. 3.1 Introduccin a la ptica La parte de la fsica que estudia la luz recibe el nombre de ptica.
La luz es el agente que impresiona el sentido de la vista; de aqu que, siendo este sentido el que principalmente nos pone en comunicacin con el exterior, la ptica tenga una gran importancia y sean numerosas sus aplicaciones. La luz estaba considerada, hasta la mitad del siglo XVII como una corriente de corpsculos. Huygens fue el primero en afirmar que la luz era una onda: supona que era un movimiento ondulatorio de tipo mecnico (como el sonido) que se propaga en un supuesto medio elstico que llena todo y que se conoca con el nombre de ter. El hecho real que la luz pareca presentar caractersticas corpusculares al tiempo que ondulatorias. Maxwel, en 1873, contribuy decisivamente a la teora ondulatoria demostrando que la luz no era otra cosa que una onda electromagntica. Modernamente se ha visto que la dualidad onda-corpsculo no se presenta slo en la luz, sino que es una ley general de la naturaleza de que la materia tambin participa; ste nuevo punto de vista constituye la llamada Mecnica Cuntica , disciplina que agrupa, con una visin revolucionaria, no solo la mecnica, sino tambin a la electricidad y la ptica. De acuerdo, pues, con lo indicado, el estudio de la ptica se puede dividir en tres partes: 1. ptica geomtrica. 2. ptica fsica. 3. ptica cuntica. Se refiere a las interacciones entre luz y las partculas atmicas.
3.2 ptica geomtrica Se ocupa de los fenmenos de radiacin luminosa en los medios homogneos, sin considerar su naturaleza u origen. 3.3 ptica fsica Estudia la velocidad, la naturaleza y las caractersticas de la luz. Si no considersemos la luz como una onda electromagntica, nos sera imposible explicar los fenmenos de interferencia, dispersin, difraccin y la polarizacin de la luz. La parte de la ptica que estudia estos fenmenos se denomina ptica Fsica.
3.4 Diferencia, ventajas y desventajas de instrumentos analgicos y digitales. 3.4.1 Instrumentos Analgicos Los instrumentos de medida analgicos son aquellos que presentan la medida mediante una aguja mvil o lmina que se desplaza por una escala graduada. Este tipo de instrumentos son los que se vienen utilizando como visualizadores de medida debido a su rendimiento, calidad de medida y precio. Normalmente, su uso es importantsimo en los cuadros de control, mando y distribucin en las instalaciones elctricas, donde es necesaria la visualizacin del parmetro elctrico, sin importar pequeas variaciones. La ventaja de los instrumentos analgicos es la de reflejar la fluctuacin del parmetro de forma muy latente Ventajas a) b) c) d) e) Bajo Costo. En algunos casos no requieren de energa de alimentacin. No requieren gran sofisticacin. Presentan con facilidad las variaciones cualitativas de los parmetros para visualizar rpidamente si el valor aumenta o disminuye. Es sencillo adaptarlos a diferentes tipos de escalas no lineales.
Desventajas a) b) c) d) e) Tienen poca resolucin, tpicamente no proporcionan ms de 3 cifras. El error de paralaje limita la exactitud a 0.5% a plena escala en el mejor de los casos. Las lecturas se presentan a errores graves cuando el instrumento tiene varias escalas. La rapidez de lectura es baja, tpicamente 1 lectura/ segundo. No pueden emplearse como parte de un sistema de procesamiento de datos de tipo digital. 3.4.2 Instrumentos Digitales En el instrumento digital o numrico el proceso de la medicin proporciona una informacin discontinua expresada por un nmero de varias cifras. La escala clsica de
indicacin continua, es reemplazada por la escala numrica de indicacin discontinua, en la cual las cifras alineadas a leer indican directamente el valor numrico del grandor medido; la indicacin numrica se presenta a lo largo del tiempo con un ritmo predeterminado En general los instrumentos digitales poseen caractersticas de entrada superiores a los analgicos, por ejemplo, impedancia de entrada muy elevada en los circuitos de voltaje (superior a 2MW), un consumo de energa mucho menor y una mayor exactitud; pueden incorporar seleccin automtica de escala, e indicacin de polaridad, lo que salvaguarda al instrumento y mejora la fiabilidad de la medida Ventajas a) Tienen alta resolucin alcanzando en algunos casos ms de 9 cifras en lecturas de frecuencia y una exactitud de + 0.002% en mediciones de voltajes. b) No estn sujetos al error de paralelaje. c) Pueden eliminar la posibilidad de errores por confusin de escalas. d) Tienen una rapidez de lectura que puede superar las 1000 lecturas por segundo. e) Puede entregar informacin digital para procesamiento inmediato en computadora. Desventajas a) El costo es elevado. b) Son complejos en su construccin. c) Las escalas no lineales son difciles de introducir. d) En todos los casos requieren de fuente de alimentacin. De las ventajas y desventajas anteriores puede observarse que para cada aplicacin hay que evaluar en funcin de las necesidades especficas, cual tipo de instrumentos es el ms adecuado, con esto se enfatiza que no siempre el instrumento digital es el ms adecuado siendo en algunos casos contraproducente el uso del mismo. Los instrumentos digitales tienden a dar la impresin de ser muy exactos por su indicacin concreta y sin ambigedades, pero no hay que olvidar que si su calibracin es deficiente, su exactitud puede ser igual o ms mala que la de un instrumento analgico.
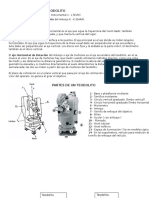
3.5 Instrumentos pticos. Microscopios: Las aplicaciones de estos aparatos estn destinados fundamentalmente a la medicin de longitudes, pero su campo de medicin es mas reducido emplendose en consecuencia para la medicin de piezas relativamente pequeas, reglas, herramientas, etc. El objeto de muy pequeas dimensiones que se desea examinar se coloca en una placa de vidrio llamado porta objetos, se coloca a distancia algo superior a la distancia focal del objeto, iluminndola por la parte inferior mediante un espejo plano. Se forma una imagen real y aumentada dentro de la distancia focal del ocular que a su vez produce una imagen virtual, todava mayor en algn punto situado entre el prximo y el distante del observador. Comparadores: Son amplificadores que permiten efectuar la medicin de la longitud por comparacin. El sistema de amplificacin utilizada en estos aparatos es el de palanca de reflexin. Proyectores de perfil: En estos aparatos la imagen del perfil de la pieza es aumentada por un microscopio y proyectada por medio de espejos sobre una pantalla de vidrio deslustrado. El aumento de las dimensiones de las piezas en imagen proyectada puede ser de 10, 20, 50 y hasta 100 veces. Las mediciones del perfil proyectado pueden hacerse sobre la pantalla con reglas graduadas, teniendo en cuenta el aumento de la imagen. Las mediciones regulares se realizan con transportadores graduados de material transparente. Lupas: Permite que el ojo vea una imagen segn el ngulo visual mayor que el ngulo con el que vera el objeto sin su intermedio. La relacin entre los dos ngulos representa el aumento angular. Telescopios: Los telescopios astronmicos se dividen en reflectores y refractores. Un refractor puede construirse mediante 2 lentes sencillas, en forma parecida a un microscopio compuesto. Una lente de gran tamao (longitud ) focal hace de objetivo siendo su misin recoger tanta luz como sea posible. El ocular es una lente de corta longitud focal. El objetivo forma una imagen real y disminuida de un cuerpo celeste, a la que a su vez se observa mediante el ocular. Teodolitos: Instrumento de precisin que se compone de un circuito horizontal y un semicrculo vertical, ambos graduados y provistos de anteojos, para medir ngulos en sus planos respectivos.
Niveles: Los niveles se usan para inspeccionar superficies planas y ngulos rectos. Aunque estas herramientas no estn clasificadas en revalidada como calibradores, sirve bsicamente para los mismos propsitos. La mayora de los niveles que se usan en el taller de maquinado pertenece al tipo de alcohol o de burbuja y se utilizan en una amplia gama de ajustes de piezas de trabajo y en la instalacin de maquinas herramientas.
3.6 Instrumentos mecnicos Toda tarea mecnica lleva consigo la necesidad de tomar medidas de las piezas y trabajos que se estn realizando, por lo que existen un conjunto bsico de instrumentos de medida, tales como. Se muestran a continuacin algunos instrumentos de medicin mecnicos los cuales son los ms frecuentemente usados por las empresas en este ramo:
Medidor de altura normal y digital. El medidor de altura es un dispositivo para medir la altura de piezas o las diferencias de altura entre planos a diferentes niveles.
Pie de rey. El calibre, tambin denominado calibrador, cartabn de corredera, pie de rey, pie de metro, pie a colisa, forcpula (para medir rboles) o Vernier, es un instrumento para medir dimensiones de objetos relativamente pequeos, desde centmetros hasta fracciones de milmetros (1/10 de milmetro, 1/20 de milmetro, 1/50 de milmetro). En la escala de las pulgadas tiene divisiones equivalentes a 1/16 de pulgada, y, en su nonio, de 1/128 de pulgada.
Cinta mtrica. Es un instrumento de medicin que se construye en una delgada lmina de acero al cromo, o de aluminio, o de un tramado de fibras de carbono unidas mediante un polmero de tefln (las ms modernas). Las cintas mtricas ms usadas son las de 10, 15, 20, 25, 30, 50 y 100 metros. Escuadra. La escuadra que se utiliza en los talleres es totalmente de acero, puede ser de aleta o plana y se utiliza bsicamente para trazado y la verificacin de perpendicularidad de las piezas mecanizadas. Flexmetro. Es un instrumento de medicin parecido a una cinta mtrica, pero con una particularidad que est construido de chapa elstica que se enrolla en fuelle tipo persiana, dentro de un estuche de plstico. Se fabrican en longitudes comprendidas entre uno y cinco metros, y algunos estuches disponen de un freno para impedir el enrollado automtico de la cinta. Gonimetro (instrumento). Es un instrumento de medicin que se utiliza para medir ngulos, comprobacin de conos, y puesta a punto de las mquinas-herramientas de los talleres de mecanizado. Gramil. Es un instrumento de medicin y trazado que se utiliza en los laboratorios de metrologa y control de calidad, para realizar todo tipo de trazado en piezas como por ejemplo ejes de simetra, centros para taladros, excesos de mecanizado etc.
Micrmetro Micrmetro (instrumento). Es un instrumento de medicin cuyo funcionamiento est basado en el tornillo micromtrico que sirve para medir con alta precisin del orden de centsimas en milmetros (0,01 mm) y de milsimas de milmetros (0,001 mm) (micra) las dimensiones de un objeto. Nivel (instrumento) Es un instrumento de medicin utilizado para determinar la horizontalidad o verticalidad de un elemento. Existen distintos tipos y son utilizados por agrimensores, carpinteros, albailes, herreros, trabajadores del aluminio, etc. Un nivel es un instrumento muy til para la construccin en general e incluso para colocar un cuadro ya que la perspectiva genera errores.
Reloj comparador Regla (instrumento). Es un instrumento de medicin, construida de metal, madera o material plstico, que tiene una escala graduada y numerada en centmetros y milmetros y su longitud total rara vez supera el metro de longitud. Reloj comparador. Es un instrumento de medicin que se utiliza en los talleres e industrias para la verificacin de piezas ya que por sus propios medios no da lectura directa, pero es til para comparar las diferencias que existen en la cota de varias piezas que se quieran verificar.
3.7 Medidores de presin. Va anexo en otro archivo llamado Medicin de presin.pdf
3.8 Medidores de torsin Se dice que un elemento esta en torsin cuando esta rgidamente sujeto en uno de sus extremos y torcido en el otro extremo por un par mecnico o torque, aplicado en un plano perpendicular al eje de la barra. En la siguiente figura se muestran ejemplos de medidores de torsin:
Otros instrumentos de medicin de torsin son los torqumetros, en la siguiente figura se muestran algunos de ellos.
3.9 Medidores de esfuerzos mecnicos Hay distintas clases de fuerzas o esfuerzo que se representa al tratar las propiedades mecnicas de los materiales. En general, se define el esfuerzo como una fuerza que acta sobre el rea unitaria en la que se aplica. La deformacin unitaria se define como el cambio de dimensin por unidad de longitud .El esfuerzo se suele expresar en Pa (pascales) o en psi (libras por pulgadas cuadradas, por sus siglas en ingles). Algunos instrumentos de medicin de esfuerzos se muestran a continuacin:
Deformmetros embebidos en concreto del tipo resistivo Modelo 3900 El Modelo 3900 est diseado para la medicin dinmica de esfuerzos en estructuras de concreto, caminos asfaltados y suelos. Cuenta con un deformimetro de puente completo acoplado entre dos bridas con un resorte y un vstago. Cuando las bridas presentan un movimiento relativo entre ellas, la tensin en el resorte cambia y por tanto el esfuerzo en el anillo de prueba. Un tubo de PVC, como cubierta, le sirve de proteccin y detiene al sensor en el punto inicial deseado de tensin.
Deformmetros soldables con soldadura de punto Modelos 4100, 4150 El Modelo 4100/4150 deformimetro que cuenta con una longitud de sensor de 51 mm (Rango de 3000 ,1 sensibilidad) y ha sido diseado para medir esfuerzos en estructuras (4100) y en varillas de refuerzo (4150) donde el espacio es limitado. El sensor se instala rpido y fcilmente a travs de una soldadora de puntos en aplicacin corta, aplicacin de epoxi especial como adhesivo. ste ltimo modo de fijacin permite el uso de este sensor en concreto.
Deformimetros embebidos en concreto Modelos 4200, 4210, 4202 Estos medidores estn diseados para estar directamente embebidos en concreto. En el modelo 4200 (standard) la longitud del medidor es de 153 mm y 1 de sensitividad y es comnmente utilizado para medicin de esfuerzo en cimentaciones, pilotes, puentes, cortinas de presas, revestimiento en tneles, etc. El modelo 4210 tiene el mismo rango que el modelo 4200, pero tiene una longitud del medidor de 250 mm hacindolo til en grandes agregados de concreto. El modelo 4202, con 51 mm de longitud del medidor, est diseado para uso en laboratorio y/o donde se tengan espacios restringidos. Versiones pequeas para medir esfuerzos en concreto curado estn tambin disponibles (contacte al representante de Geokon).
Medidores de esfuerzo en varillas modelos 4911, 4911A El Modelo 4911 medidor de esfuerzo en varillas est diseado para medir esfuerzo en cimentaciones, muros Miln, pilas prefabricadas, cajas de aire comprimido, puentes contrafuertes, revestimiento en tneles, etc. El modelo estndar 4911 (con varillas del #4), conocido. Galgas extensiomtricas Se trata de un sensor que trabaja con el efecto piezorresistivo. La resistencia elctrica vara segn el deforme de la galga creado por un esfuerzo. Las galgas se construyen con diferentes elementos, ahora bien, los elementos ms reconocidos son el nicron y el constantn, elementos como germanio y el silicio. Por estas razones que existen dos tipos:
Lasmetlicas. Las semiconductoras. Las galgas metlicas utilizan constantn, cobre e hierro, nicrom o karma, Platina y silicialista. Estas generalmente utilizan como soporte Epoxy, poliamida y fibra de vidrio. Uno de los elementos ms optados en la elaboracin de estas galgas son el Germanio y el Silicio. La utilizacin de estas galgas ofrecen un sin nmero de ventajas, entre las cuales se encuentran: que utiliza corriente alterna o continua para alimentarse, que es de tamao pequeo, no es influida por los campos magnticos, posee una buena respuesta en frecuencia, se usa para medidas dinmicas y estticas, etc. Las nicas desventajas de las galgas es que la seal tiende a ser dbil en la salida, que tiene mucha sensibilidad a las vibraciones, que a veces se mueve, tiende a ser cara para umbrales pequeos, etc. [ Equipo arquitectura y construccin de ARQHYS.com ].
3.10 Medidores de Dureza Otra propiedad mecnica que puede ser sumamente importante considerar es la dureza, la cual es una medida de la resistencia de un material ala de formacin plstica localizada (por ejemplo, una pequea abolladura o rayadura). Los primeros ensayos de dureza se basaban en el comportamiento de los minerales junto con una escala construida segn la capacidad de un material para rayar a otro ms blando .Un mtodo cualitativo de ordenar
de forma arbitraria la dureza es ampliamente conocido y se denomina escala de Mohs la cual va desde 1 en el extremo blando para el talco hasta 10 para el diamante. A lo largo de los aos se han ido desarrollando tcnicas cuantitativas de dureza que se basaban en un pequeo penetrador que es forzado sobre una superficie del material a ensayar en condiciones controladas de carga y velocidad de aplicacin de la carga .En estos ensayos se miden la profundidad o tamao de la huella resultante, lo cual se relaciona con un numero de dureza; cuanto ms blando es el material, mayor y ms profunda es la huella, y menor es el numero de dureza.las dureza. Las dureza medidas tienen solamente un significado relativo (y no absoluto), y es necesario tener precaucin al comparar dureza obtenidas por tcnicas distintas. En la Figura A se muestra algunas de las tcnicas de dureza.
Figura A. Tcnicas de obtencin de dureza
3.10.1 Ensayos de dureza Rockwell
El ensayo de dureza de Rockwell constituye el mtodo ms usado para medir la dureza debido a que es muy simple de llevar acabo y no requiere conocimientos especiales. Se pueden utilizar diferentes escalas que provienen de la utilizacin de distintas combinaciones de penetradores y cargar, lo cual permite ensayar virtualmente cualquier metal desde el ms duro al ms blando. Los penetradores son bolas esfricas de acero endurecido que tienen dimetros de 1/16,1/6,1/4 y 1/2 (1,588, 3,175, 6,350 y 12,70mm) y un penetrador cnico de diamante (Brale), el cual se utiliza para los materiales ms duros. Con este sistema, se determina un nmero de dureza a partir de la diferencia de profundidad de penetracin que resulta al aplicar primero una carga inicial pequea y despus una carga mayor; la utilizacin de la carga pequea aumenta una exactitud de la medida. Basndose en la magnitud de las cargas mayores y menores, existen dos tipos de ensayo: Rockwell y Rockwell superficial. En el ensayo de Rockwell, la carga de menor es de 10kg, mientras las cargas mayores son 60,100y150kg. Cada escala est representada por una letra del alfabeto; en las tablas A y B se indican varias de estas escalas.
Tabla A Escala de dureza Rockwell
Tabla B. Escala de dureza Rockwell superficial.
Esta escala junto con los penetradores y cargas correspondientes para ensayos superficiales, la carga menor es de 3kg, mientras que el valor de la carga mayor puede ser 15,30 o 45kg. Esta escala se identifica mediante un numero (15.30 o 45 segn la carga) y una letra (N, T, W o Y segn el penetrador). Los ensayos superficiales se realizan frecuentemente en probetas delgadas .La tabla B presenta varias escalas de dureza superficiales. Cuando se especifican dureza Rockwell y superficiales, debe indicarse, adems del numero de dureza, el smbolo de la escala utilizada .la escala se designa por el smbolo HR seguido por una identificacin de la escala, por ejemplo,80HRB representa una dureza Rockwell de 80 en la escala B,y60 HR30W indica una dureza superficial de 60 en las escalas 30W. Para cada escala las durezas pueden llegar a valores de 130; sin embargo a medida que la dureza alcanza valores superiores a 100 o inferiores a 20 en cualquier escala , estos son pocos exactos; debido a que las escalas se solapan en esta situacin es mejor utilizar la escala vecina ms dura o vecina ms blanda respectivamente
Tambin se producen inexactitudes si la muestra es demasiado delgada, si la huella se realiza demasiado cerca de un borde, o bien si dos huellas estn demasiado prximas .El espesor de la probeta debe ser por lo menos alrededor de 10 veces la profundidad de la huella, tambin debe haber un espacio de tres dimetros de huella entre el centro de una huella y el borde de la probeta, o bien con el centro de la otra indentacin. Adems los ensayos de probeta apiladas una sobre otra no es recomendable. La exactitud tambin depende de si la dureza se toma sobre una superficie perfectamente lisa. Los equipos modernos para la medida de la dureza Rockwell, esta automatizados y son de muy fcil utilizacin; la dureza es medida directamente, y cada medida requiere nicamente unos pocos segundos. Los equipos modernos de ensayo tambin permiten la variacin del tiempo de aplicacin de la carga. Esta variable debe ser considerada al interpretar los resultados de los ensayos de dureza. 3.10.2 Ensayo de dureza de Brinell En los ensayo de dureza de brinell .as como en las dureza de Rockwell, se fuerza un penetrador duro esfrico en la superficie del metal a ensayar .El dimetro del penetrador de acero endurecido (o bien de carburo de tungsteno)es de 10,00mm(0,394pulg). Las cargas normalizadas estn comprendidas entre 500y 3000kg en incremento de 500kg: durante un ensayo, la carga se mantiene constante durante un tiempo especificado (entre 10 y 30s). Los materiales ms duros requieren cargas mayores. El numero de dureza Brinell HB, es una funcin de tanto la magnitud de la carga como del dimetro de la huella resultante (vase la tabla A). Este dimetro se mide con una lupa de pocos aumentos, que tienen una escala graduada en el ocular. El dimetro medido entonces convertido a un nmero HB aproximado usando una tabla; en esta tcnica solamente se utiliza una escala. Los requerimientos de espesor de la muestra, de posicin de la huella (relativa a los bordes de la muestra) y de separacin mnima entre huellas son los mismos que en los ensayos Rockwell. Adems, se necesita una huella bien definida, lo cual exige que la superficie sobre la cual se realiza la huella sea perfecta lisa. 3.10.3 Ensayo de micro dureza vickers y knoop Otras dos tcnicas de ensayo son la dureza knoop y la dureza vickers (tambin a veces denominas pirmide).En estos ensayos, un penetrador de diamante muy pequeo y de geometra piramidal es forzado en la superficie de la muestra .Las cargas aplicadas, mucho menores que en las tcnicas Brinell y Rockwell, estn comprendidas entre 1 y 1000g. La marca resultante se observa al microscopio y se mide; esta medida entonces convertidas en nmeros de dureza (tabla 6.4)es necesario que la superficie de la muestra haya sido preparada cuidadosamente (mediante desbaste y pulido)para poder asegurarse una huella que pueda ser medida con exactitud.
Las durezas knoop y vickers se designan por Hk y HV, respectivamente, y las escalas de dureza para ambas tcnicas son aproximadamente equivalente. Las tcnicas knoop y vickers se consideran ensayos de micro dureza debido a la magnitud de la carga y al tamao del indentador. Ambas son muy convenientes para la medida de dureza de pequeas regiones seleccionadas en la superficie de la muestra; adems ambas tcnicas knoop y vickers son utilizadas para el ensayo de materiales frgiles, tales como las cermicas. 3.10.4 Conversin de la dureza Es muy conveniente disponer de mtodos para convertir la dureza de unas escalas a otra. Sin embargo, puesto que la dureza no es una propiedad del material muy bien definida, y debido a las diferencias experimentales de cada tcnicas, no se ha establecido un mtodo general para convertir las durezas de una escala a otra. Los datos de conversin han sido determinados experimentalmente y se han encontrado que son dependientes del tipo de material y de las caractersticas .La escala de conversin ms fiable que existe es la que corresponde a aceros. Estos datos se presentan en la Figura B para las durezas de Knoop y Brinell, y de las dos escalas de Rockwell; tambin se incluye la escala de Mohs, como resultado de lo que se ha dicho anteriormente debe tenerse mucho cuidado al extrapolar estos datos a otros sistemas de aleaciones.
Figura B. Equivalencias entre durezas.
Instrumentos de medicin de dureza En las siguientes figuras, se muestran algunos instrumentos para la medicin de dureza.
3.11 Instrumentos de medicin por coordenadas. La Mquina de Medicin por Coordenadas (CMM) puede ser definida como "una mquina que emplea tres componentes mviles que se trasladan a lo largo de guas con recorridos ortogonales, para medir una pieza por determinacin de las coordenadas X, Y y Z de los puntos de la misma con un palpador de contacto o sin l y sistema de medicin del desplazamiento (escala), que se encuentran en cada uno de los ejes". Como las mediciones estn representadas en el sistema tridimensional, la CMM puede efectuar diferentes tipos de medicin como: dimensional, posicional, desviaciones geomtricas y mediciones de contorno. Los procedimientos de medicin y procesamiento de datos de las CMM, poseen una serie de caractersticas que se describen a continuacin: Primeramente se tiene un sistema de posicionamiento que provoca que el palpador alcance cualquier posicin en X, Y o Z; este sistema de posicionamiento ser accionado a travs de unos motores, que a su vez, poseen unos codificadores pticos rotatorios, los que producirn una seal adecuada para activar un contador que incrementar su nmero en relacin a la posicin del eje con respecto de su origen. En este sistema como en otros es de primordial importancia la existencia de un origen para poder determinar la posicin. El sistema dispondr adems de un palpador que al ser accionado, har que los datos del contador del sistema de posicionamiento sean trabajados por la unidad principal de la CMM y sean transformados en coordenadas X, Y y Z y adems se apliquen las frmulas programadas para despus desplegar los datos en una pantalla de cristal lquido. El sistema tambin posee una palanca de control que accionar directamente los servomotores provocando un desplazamiento manual de cada uno de los ejes. Este sistema CMM en particular poseer teclado para introduccin de datos, un monitor que proporcionar la visualizacin de ellos ya sea que se introduzcan o se generen por la CMM. Como se mencion anteriormente el palpador que se encuentra en el extremo inferior del eje Z, se accionar al toque de la pieza que se desea medir. La particularidad de este sistema CMM es su configuracin a base de un microcontrolador de Motorola, el MC68HC711E9, que proporcionar el control y desarrollo del manejo de dicho sistema. Utilizando el sistema de desarrollo, es decir, el M68HC11EVBU conectado a un circuito de expansin nos da mayor versatilidad a nuestro fin, ya que es la nica limitante por la baja cantidad de memoria RAM que posee. Las Mquinas de Medicin por Coordenadas (MMC) son instrumentos que sirven para realizar mediciones dimensionales y de desviaciones de la regularidad geomtrica de objetos con forma simple o compleja. Las hay de distintas dimensiones, tipos, materiales y exactitudes de medicin y para aplicacin en laboratorios de metrologa, laboratorios industriales y en las lneas de produccin.
Aunque las Mquinas de Medicin por Coordenadas son diferentes entre s, dependiendo del volumen de medicin y la aplicacin para las que son fabricadas, todas operan bajo el mismo principio: el registro de una pieza con una tcnica de medicin punto a punto, asignando a cada uno de stos una terna de coordenadas referido a un sistema coordenado en 3D; y la vinculacin numrica de las coordenadas asignadas a los puntos, con una geometra espacial completa de la pieza a travs de un software de medicin en un equipo de procesamiento de datos. Los softwares comerciales bsicos de MMC cuando menos, manejan los elementos geomtricos regulares como son el punto, la lnea, el plano, el crculo, la esfera, el cilindro y el cono. 3.11.1 Definicin de mquina de medir por coordenadas La posicin de un punto en el espacio est definido, en coordenadas cartesianas, por los valores relativos de los tres ejes X, Y y Z con respecto a un sistema de referencia. Usando series de puntos, es posible construir el elemento geomtrico que pase por ellos o que se aproxime al mximo. Una mquina de medir tridimensional es capaz de definir unvocamente y con extrema precisin la posicin de estos puntos en un espacio tridimensional, y de calcular los parmetros significativos de las figuras geomtricas sobre las que han sido tomados estos puntos. Una mquina de medida por coordenadas es pues un instrumento de medida absoluta de precisin capaz de determinar la dimensin, forma, posicin y "actitud" (perpendicularidad, planaridad, etc.) de un objeto midiendo la posicin de distintos puntos de su propia superficie. En las figuras siguientes se muestran fotos de una mquina de medicin por coordenadas.
3.11.2 Aplicaciones de las mquinas de medir por coordenadas Las mquinas de medir por coordenadas (MMC) se utilizan para las siguientes aplicaciones:
Control de la correspondencia entre un objeto fsico con sus especificaciones tericas (expresadas en un dibujo o en un modelo matemtico) en trminos de dimensiones, forma, posicin y actitud. Definicin de caractersticas geomtricas dimensionales (dimensiones, forma, posicin y actitud) de un objeto, por ejemplo un molde cuyas caractersticas tericas son desconocidas.
You might also like
- Numero S Comple JosDocument39 pagesNumero S Comple JosIsaac Sanchez AnastacioNo ratings yet
- Unidad 2. Control de La ProducciónDocument59 pagesUnidad 2. Control de La ProducciónIsaac Sanchez AnastacioNo ratings yet
- Unidad 1. ProcesosDocument54 pagesUnidad 1. ProcesosIsaac Sanchez Anastacio0% (1)
- Planificación de Necesidades de MaterialesDocument39 pagesPlanificación de Necesidades de MaterialesJose SalazarNo ratings yet
- Metrologia para No Metro LogosDocument146 pagesMetrologia para No Metro Logosjljimenez196995% (20)
- Enfoque Congnitivo Conductua TesisDocument3 pagesEnfoque Congnitivo Conductua TesisIsaac Sanchez AnastacioNo ratings yet
- 01 Historia LeanDocument10 pages01 Historia LeanIsaac Sanchez AnastacioNo ratings yet
- Metodo de Centro de GravedadDocument3 pagesMetodo de Centro de GravedadIsaac Sanchez AnastacioNo ratings yet
- Unidad 1. Generalidades 1.1-1.5Document72 pagesUnidad 1. Generalidades 1.1-1.5Isaac Sanchez Anastacio0% (1)
- Evolución de La CalidadDocument4 pagesEvolución de La CalidadIsaac Sanchez AnastacioNo ratings yet
- Sistema de Ajustes Agujero y EjeDocument3 pagesSistema de Ajustes Agujero y EjeIsaac Sanchez AnastacioNo ratings yet
- TEODOLITODocument2 pagesTEODOLITOGonzalo S. EspinozaNo ratings yet
- Estructura Cristalina-EjerciciosDocument2 pagesEstructura Cristalina-EjerciciosAndres ArturoNo ratings yet
- Separata de CinemáticaDocument11 pagesSeparata de CinemáticaEduardo MelgarejoNo ratings yet
- Curva de CalibracionDocument7 pagesCurva de Calibracionlanimen321No ratings yet
- NTC 1076 Glucosa. Metodo de EnsayoDocument6 pagesNTC 1076 Glucosa. Metodo de Ensayomarvel_11068760100% (1)
- MosfetDocument8 pagesMosfetCarmen Perez MendozaNo ratings yet
- Bombas de EngranajesDocument60 pagesBombas de EngranajesOskar CorderoNo ratings yet
- TallerFísica PDFDocument2 pagesTallerFísica PDFSAMUEL VARGAS ACEVEDO100% (1)
- Guia Plano de PackardDocument8 pagesGuia Plano de PackardMartin LopezNo ratings yet
- Trabajo de Columnas Resistencia de Materiales II WordDocument18 pagesTrabajo de Columnas Resistencia de Materiales II WordMayra Gallo MontalvanNo ratings yet
- Cuestionario CadenasDocument3 pagesCuestionario CadenasCristhian YuquiNo ratings yet
- Cap - 1 - 02 - Puntos, Vectores, TensoresDocument81 pagesCap - 1 - 02 - Puntos, Vectores, TensoresCristian Cardenas RiveraNo ratings yet
- Solucion Guia 9Document35 pagesSolucion Guia 9Natalia DiazNo ratings yet
- Instrumentacion Y Control de Procesos"Document19 pagesInstrumentacion Y Control de Procesos"Devora Miluska AlfaroNo ratings yet
- Universo Mecánico 31 Voltaje ResumenDocument2 pagesUniverso Mecánico 31 Voltaje ResumenChristian Jesus100% (1)
- Tarea #3 Electronica 2Document14 pagesTarea #3 Electronica 2Walter Eleazar Guillen0% (1)
- Informe Loja Salud AutoclaveDocument2 pagesInforme Loja Salud AutoclaveJHONNY PAQUINo ratings yet
- 2C1 Reporte 4 1pdfDocument9 pages2C1 Reporte 4 1pdfFrida CastilloNo ratings yet
- Cálculo de Agua RanyacDocument26 pagesCálculo de Agua RanyacJared HawkinsNo ratings yet
- BulldozerDocument8 pagesBulldozernano9203No ratings yet
- Preparacion y Valoracion de Una Solucion de Permanganato de Potasio 0.1N"Document10 pagesPreparacion y Valoracion de Una Solucion de Permanganato de Potasio 0.1N"Elmer Chilon Minchan100% (2)
- Guía de Parábola y Circunferencia - Materia y Ejercicios - PDFDocument6 pagesGuía de Parábola y Circunferencia - Materia y Ejercicios - PDFLNo ratings yet
- Komatsu Analisis FallasDocument108 pagesKomatsu Analisis FallasEduardo Montero67% (3)
- Actividad 4 de Química de HidrocarburosDocument11 pagesActividad 4 de Química de HidrocarburosAnonymous SHTRIeK23No ratings yet
- Formulacion Inorgánica y Orgánica NORMASDocument75 pagesFormulacion Inorgánica y Orgánica NORMASPriscoNo ratings yet
- Estatica Informe Del PuenteDocument7 pagesEstatica Informe Del PuenteRodrigo FernandezNo ratings yet
- Cargas Delta y EstrellaDocument18 pagesCargas Delta y EstrellaJoaquín García50% (2)
- Importancia y Utilidad de Semejanza DinámicaDocument14 pagesImportancia y Utilidad de Semejanza DinámicadanielaNo ratings yet
- Laboratorio DISEÑO DE PAVIMENTOS FLEXIBLESDocument6 pagesLaboratorio DISEÑO DE PAVIMENTOS FLEXIBLESSandro Peñalva GallegosNo ratings yet