You might also like
- New Approaches to the Design and Economics of EHV Transmission Plant: International Series of Monographs in Electrical EngineeringFrom EverandNew Approaches to the Design and Economics of EHV Transmission Plant: International Series of Monographs in Electrical EngineeringNo ratings yet
- Advances in High Voltage Insulation and Arc Interruption in SF6 and VacuumFrom EverandAdvances in High Voltage Insulation and Arc Interruption in SF6 and VacuumNo ratings yet
- 11KV - 415V Overhead Line Specification (REC) - Electrical Notes & ArticlesDocument64 pages11KV - 415V Overhead Line Specification (REC) - Electrical Notes & ArticlesPradeepKrYadavNo ratings yet
- Electric Power CablesDocument6 pagesElectric Power CablesVENKATESAN RNo ratings yet
- Circuit Breakers: Presented by Ajay.S 11EE02Document28 pagesCircuit Breakers: Presented by Ajay.S 11EE02Ahmad Kalbounah0% (1)
- 534621ijsetr1142 259Document7 pages534621ijsetr1142 259Hannu PortilloNo ratings yet
- Power AC Transmission Lines: 3.4 Chapter ConclusionsDocument49 pagesPower AC Transmission Lines: 3.4 Chapter ConclusionsHassenNo ratings yet
- Line LossesDocument5 pagesLine LossesMicron MegaNo ratings yet
- Transmission Line ParameterDocument58 pagesTransmission Line ParameterSiriwalee GraceNo ratings yet
- Methods For The Reduction of Line LossesDocument5 pagesMethods For The Reduction of Line Lossesapi-232121477No ratings yet
- Power System Loss MinimisationDocument31 pagesPower System Loss MinimisationBnr GoudNo ratings yet
- Power Line Carrier Communication: WelcomeDocument25 pagesPower Line Carrier Communication: WelcomeS BanikNo ratings yet
- Acsr ConductorDocument8 pagesAcsr ConductorKoushik BhaumikNo ratings yet
- Electrical Engineering Objective Book by M Handa PDFDocument4 pagesElectrical Engineering Objective Book by M Handa PDFMuhammad OwaisNo ratings yet
- Electrical Machines QuestionsDocument4 pagesElectrical Machines Questionslvndr_snghNo ratings yet
- Calculate Numbers of Plate - Pipe - Strip Earthings (Part-3) - Electrical Notes & ArticlesDocument11 pagesCalculate Numbers of Plate - Pipe - Strip Earthings (Part-3) - Electrical Notes & ArticlesMohamad HishamNo ratings yet
- Corona DischargeDocument6 pagesCorona Dischargemustafaayman6No ratings yet
- Capacitor Catalogue PDFDocument84 pagesCapacitor Catalogue PDFrajveer kumarNo ratings yet
- RTCC Cable ScheduleDocument11 pagesRTCC Cable SchedulearafinNo ratings yet
- IE Rules For DP Structure - Electrical Notes & ArticlesDocument10 pagesIE Rules For DP Structure - Electrical Notes & Articleshemant kumarNo ratings yet
- Lecture-3: EE 407 Renewable Electrical Energy ResourcesDocument34 pagesLecture-3: EE 407 Renewable Electrical Energy ResourcesjameelahmadNo ratings yet
- Permanent / Fixed Technical LossesDocument11 pagesPermanent / Fixed Technical Lossesyogesh100% (1)
- Design An Electrical Power Grid Substation 66Document5 pagesDesign An Electrical Power Grid Substation 66Mostafa El SheikhNo ratings yet
- Technical Subjective QuestionsDocument52 pagesTechnical Subjective QuestionsEngr AHmed Ali DallNo ratings yet
- 110kV Power Electric TransformerDocument4 pages110kV Power Electric TransformerCristian Camilo Silva GuevaraNo ratings yet
- Transmission Line LossesDocument1 pageTransmission Line LossesLG TVNo ratings yet
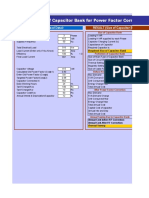
- SizeofCapacitorBankforP FCorrectionDocument5 pagesSizeofCapacitorBankforP FCorrectionCatrina FedericoNo ratings yet
- (F) Design - Mechanical Design of TransformerDocument26 pages(F) Design - Mechanical Design of TransformerZineddine BENOUADAHNo ratings yet
- 2-Contractors and RelaysDocument13 pages2-Contractors and RelaysMais AlsharifNo ratings yet
- Cable Impedance Calculations - Open ElectricalDocument4 pagesCable Impedance Calculations - Open ElectricalChihiya Fitria NurhayatiNo ratings yet
- Solar Cable System by Southern CableDocument18 pagesSolar Cable System by Southern CableSakinah Cik KinoNo ratings yet
- Ee208 Chapter 2 TransformersDocument15 pagesEe208 Chapter 2 TransformersTinozivasheNo ratings yet
- Overheal Line Clearances - IE RulesDocument2 pagesOverheal Line Clearances - IE Ruleskapil100% (1)
- Power Grid DesignDocument19 pagesPower Grid DesignSibtain Ul HassanNo ratings yet
- Total Losses in Power Distribution and Transmission Lines 1Document6 pagesTotal Losses in Power Distribution and Transmission Lines 1Muahmmad ShahzadNo ratings yet
- Short Circuit Calculations With Transformer and Source Impedance - Arc Flash & Electrical Power Training - BrainfillerDocument5 pagesShort Circuit Calculations With Transformer and Source Impedance - Arc Flash & Electrical Power Training - BrainfillerJairo RamosNo ratings yet
- Types of Lightning Arresters: 1. Rod Gap ArresterDocument7 pagesTypes of Lightning Arresters: 1. Rod Gap Arresterdipan banerjeeNo ratings yet
- Electrical Power SystemsDocument14 pagesElectrical Power SystemsEternalOOOSunshine100% (1)
- Ampacity and Sheath Bonding: John H. Cooper Power Delivery Consultants, IncDocument22 pagesAmpacity and Sheath Bonding: John H. Cooper Power Delivery Consultants, Incerson1981No ratings yet
- Design of TransformerDocument47 pagesDesign of TransformerhamzaNo ratings yet
- 06-POWER AND CONTROL CABLE - Rev5 PDFDocument14 pages06-POWER AND CONTROL CABLE - Rev5 PDFSanjay RoutNo ratings yet
- 02 Medium Voltage CablesDocument65 pages02 Medium Voltage CablesahsaNo ratings yet
- Capacitor SelectionDocument72 pagesCapacitor SelectionSatyendra Kumar100% (2)
- 11 KV Ring Main Units and AccessoriesDocument35 pages11 KV Ring Main Units and AccessoriesAbdus Salam0% (1)
- An Example How To Calculate Voltage Drop and Size of Electrical Cable - EEP PDFDocument8 pagesAn Example How To Calculate Voltage Drop and Size of Electrical Cable - EEP PDFtatianaNo ratings yet
- Substation Design LayoutDocument9 pagesSubstation Design LayoutOmkar SheteNo ratings yet
- EHV Substation DesignDocument10 pagesEHV Substation DesignVamsi ManojNo ratings yet
- Substation Basic NormsDocument26 pagesSubstation Basic NormsduraisamyNo ratings yet
- Manual Distribution Transformer PDFDocument16 pagesManual Distribution Transformer PDFSudhakara Rao YanamadalaNo ratings yet
- Inspection of Electric EquipmentDocument26 pagesInspection of Electric Equipmentkalyan ReddyNo ratings yet
- CRGODocument15 pagesCRGOipraoNo ratings yet
- Floating Neutral Impact in Power DistributionDocument9 pagesFloating Neutral Impact in Power DistributionSugeng Sumarno100% (1)
- Why Neutral Is Not Earthed in Inverter Duty TransformerDocument6 pagesWhy Neutral Is Not Earthed in Inverter Duty Transformerishwer kushwahNo ratings yet
- High VoltageDocument5 pagesHigh VoltageAnnie ToddNo ratings yet
- Electrical Resistance Lecture 2Document5 pagesElectrical Resistance Lecture 2bigbang0% (1)
- Open-Delta Connection - Electrical IdeaDocument4 pagesOpen-Delta Connection - Electrical IdeaDeepakDeepNo ratings yet
- Potential TransformerDocument27 pagesPotential TransformerVijay Pandit100% (1)
- Minimum Clearance in SubstationDocument6 pagesMinimum Clearance in SubstationAjay YadavNo ratings yet
- Bus Duct ReactanceDocument160 pagesBus Duct ReactanceAnonymous BBX2E87aHNo ratings yet
- TechnicalDateBook 60Hz Rev.2Document53 pagesTechnicalDateBook 60Hz Rev.2Anonymous BBX2E87aHNo ratings yet
- AFL Substation Bus ConductorsDocument24 pagesAFL Substation Bus ConductorsMaman86No ratings yet
- Busway Systems: Catalog 5600CT9101R08/13 Class 5600Document148 pagesBusway Systems: Catalog 5600CT9101R08/13 Class 5600Anonymous BBX2E87aHNo ratings yet
- Busway Systems: Catalog 5600CT9101R08/13 Class 5600Document148 pagesBusway Systems: Catalog 5600CT9101R08/13 Class 5600Anonymous BBX2E87aHNo ratings yet
- Dranetz HDPQ SP User Guide PDFDocument338 pagesDranetz HDPQ SP User Guide PDFAnonymous BBX2E87aHNo ratings yet
- Variable Frequency Drive VFD Cable Solutions Brochure VFD - Brochure PDFDocument12 pagesVariable Frequency Drive VFD Cable Solutions Brochure VFD - Brochure PDFERICK NOVOANo ratings yet
- AGN 016 - Negative Phase Sequence CurrentsDocument4 pagesAGN 016 - Negative Phase Sequence CurrentskosmitoNo ratings yet
- A043y701 MX321 enDocument44 pagesA043y701 MX321 enChhoan NhunNo ratings yet
- 66-2096 Rev D PDFDocument1 page66-2096 Rev D PDFAnonymous BBX2E87aHNo ratings yet
- CGT Alternator Service Guide Rev05 Nov 2019 01 PDFDocument41 pagesCGT Alternator Service Guide Rev05 Nov 2019 01 PDFAnonymous BBX2E87aHNo ratings yet
- InteliMonitor-2.7-Reference Guide PDFDocument75 pagesInteliMonitor-2.7-Reference Guide PDFHoang GiangNo ratings yet
- Cálculo Da Constante de Inércia de GeradoresDocument4 pagesCálculo Da Constante de Inércia de GeradoresVictor Luiz MerlinNo ratings yet
- AGN 015 - Testing Winding Insulation SystemsDocument9 pagesAGN 015 - Testing Winding Insulation SystemsariwibowoNo ratings yet
- CGT Alternator Service Guide Rev05 Nov 2019 01 PDFDocument41 pagesCGT Alternator Service Guide Rev05 Nov 2019 01 PDFAnonymous BBX2E87aHNo ratings yet
- Effect of Unbalanced Voltage On The Operation of Polyphase Induction MotorsDocument5 pagesEffect of Unbalanced Voltage On The Operation of Polyphase Induction MotorsAnonymous BBX2E87aHNo ratings yet
- CGT Alternator Service Guide Rev05 Nov 2019 01 PDFDocument41 pagesCGT Alternator Service Guide Rev05 Nov 2019 01 PDFAnonymous BBX2E87aHNo ratings yet
- Enwinding Monitoring and VibrationDocument6 pagesEnwinding Monitoring and VibrationAnonymous BBX2E87aHNo ratings yet
- AVR Features AGN023 - B PDFDocument6 pagesAVR Features AGN023 - B PDFAnonymous BBX2E87aHNo ratings yet
- Gen Reactance STAMFORDDocument6 pagesGen Reactance STAMFORDHashim Othman IINo ratings yet
- AVR Features AGN023 - B PDFDocument6 pagesAVR Features AGN023 - B PDFAnonymous BBX2E87aHNo ratings yet
- Sequencial Trippng of Steam Turbine Generators PDFDocument10 pagesSequencial Trippng of Steam Turbine Generators PDFAnonymous BBX2E87aH100% (1)
- Motor Starting Protection by Impedance SENSINGDocument7 pagesMotor Starting Protection by Impedance SENSINGAnonymous BBX2E87aHNo ratings yet
- Fast Bus Transfer PerpectiveDocument9 pagesFast Bus Transfer PerpectiveAnonymous BBX2E87aHNo ratings yet
- Understanding Shaft Voltage and Grounding Currents of Turbine GeneratorsDocument12 pagesUnderstanding Shaft Voltage and Grounding Currents of Turbine GeneratorsJose PradoNo ratings yet
- PHL Grid Code 2016edition (ResolutionNo22Seriesof2016) PDFDocument180 pagesPHL Grid Code 2016edition (ResolutionNo22Seriesof2016) PDFJerry MateoNo ratings yet
- Indentification of Model Parameters of Steam Turbine and Governor PDFDocument15 pagesIndentification of Model Parameters of Steam Turbine and Governor PDFAnonymous BBX2E87aHNo ratings yet
- Stator End Winding Vibration and Temperature Rise MonitoringDocument8 pagesStator End Winding Vibration and Temperature Rise MonitoringAnonymous BBX2E87aHNo ratings yet
- Core Balance Ground Fault Protection of Motors On A Low-Resistance Grounded Medium-Voltage SystemDocument4 pagesCore Balance Ground Fault Protection of Motors On A Low-Resistance Grounded Medium-Voltage SystemAnonymous BBX2E87aHNo ratings yet
- Calculating Short Circuit Current With Contributions Form Induction Motor Huening1982Document8 pagesCalculating Short Circuit Current With Contributions Form Induction Motor Huening1982Anonymous BBX2E87aHNo ratings yet
- The Extension Delivery SystemDocument10 pagesThe Extension Delivery SystemApril Jay Abacial IINo ratings yet
- Rule Based ClassificationsDocument14 pagesRule Based ClassificationsAmrusha NaallaNo ratings yet
- Service ManualDocument582 pagesService ManualBogdan Popescu100% (5)
- Haberman Data Logistic Regression AnalysisDocument5 pagesHaberman Data Logistic Regression AnalysisEvelynNo ratings yet
- Python - Data EngineeringDocument34 pagesPython - Data EngineeringChetan PatilNo ratings yet
- 141 ISACA NACACS Auditing IT Projects Audit ProgramDocument86 pages141 ISACA NACACS Auditing IT Projects Audit Programkautaliya100% (6)
- ResumeDocument3 pagesResumeSaharsh MaheshwariNo ratings yet
- Lubricants - McMaster-CarrDocument8 pagesLubricants - McMaster-CarrjeanyoperNo ratings yet
- Hamming Code - Error Detection Aim: AlgorithmDocument12 pagesHamming Code - Error Detection Aim: Algorithmkrithikgokul selvamNo ratings yet
- Presentation DelcorteDocument15 pagesPresentation Delcortecarlos2685No ratings yet
- Shear and Diagonal Tension in BeamDocument16 pagesShear and Diagonal Tension in BeamMouy PhonThornNo ratings yet
- Assignment 4Document2 pagesAssignment 4Komal SinghNo ratings yet
- SAP Group Reporting 1909Document28 pagesSAP Group Reporting 1909SUDIPTADATTARAY86% (7)
- Executive Summary Report Julio13Document8 pagesExecutive Summary Report Julio13exxgineNo ratings yet
- Researchpaper Should Removable Media Be Encrypted - PDF - ReportDocument15 pagesResearchpaper Should Removable Media Be Encrypted - PDF - ReportSakshi Dhananjay KambleNo ratings yet
- Instruction Manual: Slit Lamp Bon SL-EDocument20 pagesInstruction Manual: Slit Lamp Bon SL-EVladimir LevchenkoNo ratings yet
- Lab Report 1Document23 pagesLab Report 1hadri arif0% (1)
- Delonghi Pinguino Water To Air Pac We125 Instruction Manual 715678Document21 pagesDelonghi Pinguino Water To Air Pac We125 Instruction Manual 715678Luis AlbertoAlmeidaSilva100% (1)
- Samsung Galaxy Watch 5 Pro User ManualDocument131 pagesSamsung Galaxy Watch 5 Pro User Manualzyron100% (1)
- CASBA Directive 2074Document17 pagesCASBA Directive 2074vijaycool85No ratings yet
- Cambridge International AS & A Level: Biology 9700/21Document18 pagesCambridge International AS & A Level: Biology 9700/21Lavanya EaswarNo ratings yet
- PASSAGE ONE (Questions 1-4)Document5 pagesPASSAGE ONE (Questions 1-4)Vian LonkzeerNo ratings yet
- Analytical Chemistry (CHM111) Laboratory ManualDocument73 pagesAnalytical Chemistry (CHM111) Laboratory ManualKatrina BucudNo ratings yet
- Literature Review On Parking SpaceDocument6 pagesLiterature Review On Parking Spacefvgy6fn3100% (1)
- Module 6 - Using and Evaluating Instructional MaterialsDocument5 pagesModule 6 - Using and Evaluating Instructional MaterialsMaria Victoria Padro100% (4)
- COCCIMORPHDocument13 pagesCOCCIMORPHmiminNo ratings yet
- Wakit, Nico P.Document5 pagesWakit, Nico P.yeng botzNo ratings yet
- Book - Sefer Yetzira - Book of Creation - Free KabbalahDocument3 pagesBook - Sefer Yetzira - Book of Creation - Free KabbalahJoshuaNo ratings yet
- (Prestressed Concrete) Lecture 05 Dr. ZubairDocument62 pages(Prestressed Concrete) Lecture 05 Dr. ZubairAhmed RiadNo ratings yet
- THE INDIAN NAVY - Artificer Apprentice & Senior Secondary Recruit PDFDocument3 pagesTHE INDIAN NAVY - Artificer Apprentice & Senior Secondary Recruit PDFUjjwalNo ratings yet