You might also like
- Flame Arresters: The Last Line of DefenseDocument6 pagesFlame Arresters: The Last Line of DefenseArunkumarNo ratings yet
- Flare Stack ProcessDocument69 pagesFlare Stack ProcessHabib AgazNo ratings yet
- RP44 3Document81 pagesRP44 3polaris44100% (1)
- Chemical Engineering - Hazardous Area ClassificationDocument1 pageChemical Engineering - Hazardous Area Classificationsl1828No ratings yet
- Continuous Flare Management TechnologiesDocument17 pagesContinuous Flare Management Technologieshk168No ratings yet
- Evaporative Rates of A SpillDocument3 pagesEvaporative Rates of A SpillkurtbkNo ratings yet
- Pages From Research Report Dispersion Modelling and Calculation in Support of EI MCoSP Part 15 Mar 2008Document11 pagesPages From Research Report Dispersion Modelling and Calculation in Support of EI MCoSP Part 15 Mar 2008Blake White0% (2)
- UOP Proper Pretreatment Systems Reduce Membrane Replacements Improve Reliability Tech Paper PDFDocument18 pagesUOP Proper Pretreatment Systems Reduce Membrane Replacements Improve Reliability Tech Paper PDFMuhammadIrsyadRNo ratings yet
- Flare Modeling ParametersDocument25 pagesFlare Modeling Parametersf3byz100% (1)
- Ground Flares - Key Considerations for LNG ProjectsDocument8 pagesGround Flares - Key Considerations for LNG ProjectsNurul Atiqah Ahmad Kamal100% (1)
- Piping For Hydrocarbon and Chemical Processing Facilities (ODocument14 pagesPiping For Hydrocarbon and Chemical Processing Facilities (OswatkoolNo ratings yet
- 2010 03Document288 pages2010 03Shijumon KpNo ratings yet
- CRP Sampling Literature PDFDocument8 pagesCRP Sampling Literature PDFgullenariNo ratings yet
- Flame Arresters and Flashback PreventersDocument6 pagesFlame Arresters and Flashback Preventersgpcshf100% (1)
- Selecting The Proper Flare System PDFDocument6 pagesSelecting The Proper Flare System PDFjdgh1986100% (1)
- NFPA Codes and their Relevance to Chemical ProcessesDocument29 pagesNFPA Codes and their Relevance to Chemical ProcessesEko PoerwantoNo ratings yet
- Overview of Odorization SystemsDocument5 pagesOverview of Odorization Systems14071988No ratings yet
- Design Guidelines FOR Hydrogen Piping and Pipelines: STP-PT-006Document6 pagesDesign Guidelines FOR Hydrogen Piping and Pipelines: STP-PT-006Andri Doemeri0% (1)
- Vent Sizing Applications For Reactive SystemsDocument10 pagesVent Sizing Applications For Reactive SystemsAritraDalalNo ratings yet
- OGA Relief Valve Calculations 12-3-12Document31 pagesOGA Relief Valve Calculations 12-3-12penjualgasNo ratings yet
- Vent Tip Info Sheet SDocument1 pageVent Tip Info Sheet SabsahkahNo ratings yet
- Unit Operations Thumb RulesDocument9 pagesUnit Operations Thumb RuleshibhavuNo ratings yet
- Samson: Evaluating The Calculation Accu-Racy Provided by The Relevant Noise Prediction Standards For Control ValvesDocument12 pagesSamson: Evaluating The Calculation Accu-Racy Provided by The Relevant Noise Prediction Standards For Control ValvesGopinath GunasekaranNo ratings yet
- TSP0013 Steam Tracing DesignDocument23 pagesTSP0013 Steam Tracing DesignFabio TemporiniNo ratings yet
- HUSA Flare Gas Purge RatesDocument4 pagesHUSA Flare Gas Purge RatesvicopipNo ratings yet
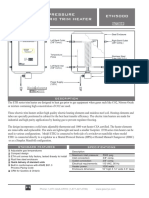
- Trim Heater PDFDocument2 pagesTrim Heater PDFsaadashfaq100% (1)
- Desuperheater That Combines Proven Technologies For Better Operational EconomyDocument4 pagesDesuperheater That Combines Proven Technologies For Better Operational Economyhappale2002No ratings yet
- Integrated Training Program / Phase B - Flare Protection Systems Page 1 of 33Document33 pagesIntegrated Training Program / Phase B - Flare Protection Systems Page 1 of 33metasoniko2014No ratings yet
- Minimum Submergence Required For Vortex Breaker - Industrial Professionals - Cheresources - Com CommunityDocument7 pagesMinimum Submergence Required For Vortex Breaker - Industrial Professionals - Cheresources - Com CommunitySHINo ratings yet
- CFD Modeling Analysis of A Vertical Gas Liquid SeparatorDocument9 pagesCFD Modeling Analysis of A Vertical Gas Liquid SeparatorTanweer HussainNo ratings yet
- IPS-46 - Flare DesignDocument57 pagesIPS-46 - Flare DesignalizareiforoushNo ratings yet
- Typical Spacing Equip CCPSDocument11 pagesTypical Spacing Equip CCPSPeddy NesaNo ratings yet
- Article 5 Piping Design Part 5 Installation and CleaningDocument9 pagesArticle 5 Piping Design Part 5 Installation and Cleaningharoon_siyech_engg100% (1)
- Revised Wet Stack Design Guide: 2012 Technical ReportDocument214 pagesRevised Wet Stack Design Guide: 2012 Technical ReportB rgNo ratings yet
- Condensate Return CEPDocument8 pagesCondensate Return CEPrvkumar61No ratings yet
- Cold vent design criteria for toxic gasesDocument4 pagesCold vent design criteria for toxic gaseskenoly123No ratings yet
- GoyalDocument3 pagesGoyalVan LeNo ratings yet
- Flare DesignDocument10 pagesFlare DesignAndri SaputraNo ratings yet
- NFPA 68 2012 Revised 20130122Document99 pagesNFPA 68 2012 Revised 20130122JobsonReisNo ratings yet
- Kataoka 1983Document9 pagesKataoka 1983Nguyễn Thị Kim PhượngNo ratings yet
- The New Fifth Edition of Api 618 For Reciprocating Compressors - Which Pulsation and Vibration Control Philosophy Should You Use?Document14 pagesThe New Fifth Edition of Api 618 For Reciprocating Compressors - Which Pulsation and Vibration Control Philosophy Should You Use?rajurajangam100% (1)
- Continuum Flare Ignition SystemDocument2 pagesContinuum Flare Ignition SystemDavid JonesNo ratings yet
- Flare Pilot System SafetyDocument5 pagesFlare Pilot System SafetyBehnam HosseinzadehNo ratings yet
- Flare Modeling ParametersDocument26 pagesFlare Modeling Parametersromdhan88No ratings yet
- FLARESDocument10 pagesFLARESkoyasrujanaNo ratings yet
- Oct08 KTDocument8 pagesOct08 KTNicholas GarrettNo ratings yet
- Selexol For DehyDocument11 pagesSelexol For DehymeihumanNo ratings yet
- Flare System ComponentsDocument11 pagesFlare System ComponentsMuhammad Azlan Ahmad100% (1)
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988From EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockNo ratings yet
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- Structured What If Technique A Complete Guide - 2020 EditionFrom EverandStructured What If Technique A Complete Guide - 2020 EditionNo ratings yet
- Handbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4From EverandHandbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4Rating: 5 out of 5 stars5/5 (1)
- DTC P1B77 High Voltage Precharging Fault - SonataHybrid 2015Document12 pagesDTC P1B77 High Voltage Precharging Fault - SonataHybrid 2015Auto DiagNo ratings yet
- Bosch India - Listofrcitems2005Document16 pagesBosch India - Listofrcitems2005Welkin DaiNo ratings yet
- Molar Mass of ButaneDocument11 pagesMolar Mass of ButaneReena0% (1)
- Somaliland Water Supply Bill of QuantityDocument3 pagesSomaliland Water Supply Bill of QuantitysubxaanalahNo ratings yet
- Gissa Navira SevieDocument31 pagesGissa Navira SevieGissa SevieNo ratings yet
- Rakchem Industries LLC - Steel Product ProfileDocument8 pagesRakchem Industries LLC - Steel Product ProfileRohith KommuNo ratings yet
- Mitsubishi Dpmme96nsrsenDocument32 pagesMitsubishi Dpmme96nsrsenDasuki FahmiNo ratings yet
- SimplAir EPL BrochureDocument12 pagesSimplAir EPL BrochureHfksosnaaoNo ratings yet
- Build Your Own Solar Water HeaterDocument3 pagesBuild Your Own Solar Water HeaterRossen Ivanov100% (1)
- Plate Heat Exchanger Design & Application GuideDocument56 pagesPlate Heat Exchanger Design & Application GuidefelitosegundoNo ratings yet
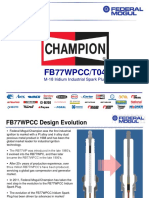
- FB77WPCC/T04: M-18 Iridium Industrial Spark PlugDocument11 pagesFB77WPCC/T04: M-18 Iridium Industrial Spark PlugAlexanderNo ratings yet
- Sine Waves: Phase Shift & General FormDocument17 pagesSine Waves: Phase Shift & General FormKaren DoddNo ratings yet
- Extraction of Betalain Dye From Beetroot and Preparation of Organic DSSCDocument4 pagesExtraction of Betalain Dye From Beetroot and Preparation of Organic DSSCrobel kassawNo ratings yet
- Dynamic Balancing of Hydronic SystemsDocument65 pagesDynamic Balancing of Hydronic Systems黃偉哲100% (4)
- TANTRANSCO Cost Data 2020-2021Document27 pagesTANTRANSCO Cost Data 2020-2021Lingaraj Suresh LingaianNo ratings yet
- Seminar ON Fuel Cells::Anirudh Gupta: Electrometallurgy and Corrosion.: 902 2011Document15 pagesSeminar ON Fuel Cells::Anirudh Gupta: Electrometallurgy and Corrosion.: 902 2011Devashish JoshiNo ratings yet
- ChemistryQB Topic6a MC eDocument59 pagesChemistryQB Topic6a MC eNg Swee Loong StevenNo ratings yet
- Solar CarDocument13 pagesSolar CarcikguwanismktslNo ratings yet
- MEGGER DET 5 - 4 EARTH TESTER - Manual PDFDocument72 pagesMEGGER DET 5 - 4 EARTH TESTER - Manual PDFBenabidNo ratings yet
- Installation, Operation and Maintenance Instructions: Penberthy Model Tme MixerDocument4 pagesInstallation, Operation and Maintenance Instructions: Penberthy Model Tme MixerGuillermo MartinezNo ratings yet
- Erw Steel Pipe PDFDocument2 pagesErw Steel Pipe PDFDeborahNo ratings yet
- Fast Moving Filter and VbeltDocument72 pagesFast Moving Filter and Vbeltgreicel marianjas sihombingNo ratings yet
- Verificationof Rogowski Current Transducers Abilityto Measure Fast Switching TransientsDocument7 pagesVerificationof Rogowski Current Transducers Abilityto Measure Fast Switching Transientsmauro_valdNo ratings yet
- Dirty Air Flow Test - Isokinetic SamplingDocument8 pagesDirty Air Flow Test - Isokinetic SamplingVishal ModiNo ratings yet
- Modelling of Subcooled Flow Boiling Heat Transfer of Water Through A Vertical Heated PipeDocument4 pagesModelling of Subcooled Flow Boiling Heat Transfer of Water Through A Vertical Heated PipeDr Mohammed AzharNo ratings yet
- A LVRT Control Strategy Based On DC-link VoltageDocument4 pagesA LVRT Control Strategy Based On DC-link VoltageFatih BurakNo ratings yet
- TSX ULT Freezers - NorthAmerica - 0719 v2 PDFDocument9 pagesTSX ULT Freezers - NorthAmerica - 0719 v2 PDFambitiousamit1No ratings yet
- Maq. Helados Taylor sC707 PDFDocument2 pagesMaq. Helados Taylor sC707 PDFxray123zzzNo ratings yet
- CEN 01/2018 (Assistant Loco Pilot (ALP) & Technicians) RRB: BhopalDocument2 pagesCEN 01/2018 (Assistant Loco Pilot (ALP) & Technicians) RRB: Bhopalsaurabh kumarNo ratings yet
- 909-Guidelines For Subsynchronous Oscillation Studies in Power Electronics Dominated Power SystemsDocument182 pages909-Guidelines For Subsynchronous Oscillation Studies in Power Electronics Dominated Power SystemsHusni Rois AliNo ratings yet