You might also like
- Boiler Total Air OptimizationDocument24 pagesBoiler Total Air OptimizationSam100% (7)
- Cement Plant Questions AnsDocument11 pagesCement Plant Questions AnsSyed Kazam Raza100% (4)
- Project DesignDocument31 pagesProject DesignGunjan SolankiNo ratings yet
- Blaine Vs ResiduesDocument3 pagesBlaine Vs ResiduesVisnu Sankar100% (2)
- Kiln control variables optimizationDocument50 pagesKiln control variables optimizationElder A. Gutiérrez Villacorta100% (1)
- Flame MomentumDocument30 pagesFlame MomentumSanth Raul100% (7)
- 04.04 Kiln Operations Guide Lines - ENGDocument23 pages04.04 Kiln Operations Guide Lines - ENGbrenbra50% (2)
- Kiln QuestionsDocument234 pagesKiln Questionsbasavaraju535100% (2)
- Kiln Emergency YSDocument50 pagesKiln Emergency YSShadi Al Habbal100% (3)
- Kiln Control and Operation - Infinity For Cement EquipmentDocument74 pagesKiln Control and Operation - Infinity For Cement EquipmentRizwanKhanNo ratings yet
- 144 BDocument14 pages144 BJoshi DhvanitNo ratings yet
- Flow MeasurementsDocument19 pagesFlow MeasurementsHazem DiabNo ratings yet
- Pyro ProcessingDocument29 pagesPyro ProcessingMKPashaPasha100% (2)
- 03 QualityDocument22 pages03 QualityMKPashaPasha67% (3)
- Gujarat Boiler Examination Board Boiler Operation Engineer Exam-2017Document6 pagesGujarat Boiler Examination Board Boiler Operation Engineer Exam-2017Alok DoshiNo ratings yet
- Kiln Heat and Mass Balance September 2010Document20 pagesKiln Heat and Mass Balance September 2010samuel libsework50% (2)
- Cement kiln heat balance and energy auditDocument9 pagesCement kiln heat balance and energy auditZia Khan100% (3)
- All Cement Formulae PDFDocument163 pagesAll Cement Formulae PDFGanapathy SubramaniamNo ratings yet
- Bestway Cement Limited heat balance and WHR analysisDocument4 pagesBestway Cement Limited heat balance and WHR analysisKiran Veerubhotla100% (1)
- Process Problem Trouble ShootingDocument13 pagesProcess Problem Trouble ShootingMin Zayar100% (2)
- Heat Balance CalculationsDocument32 pagesHeat Balance CalculationsSamehibrahem100% (2)
- Kiln Feed Mix CalculationsDocument2 pagesKiln Feed Mix CalculationsElwathig Bakhiet100% (3)
- Kiln Audit Training DetailsDocument20 pagesKiln Audit Training DetailsTamer Fathy100% (5)
- Red RiverDocument16 pagesRed RiverNael100% (1)
- Ball Mill Heat Balance ExplanationDocument4 pagesBall Mill Heat Balance ExplanationVisnu Sankar67% (3)
- Flame For Cement Kilns KP Pradeep KumarDocument62 pagesFlame For Cement Kilns KP Pradeep KumarHuyentrang Nguyen100% (1)
- Influences of Silica ModulusDocument20 pagesInfluences of Silica ModulusHazem Diab100% (6)
- Energy Management Tutorial SolutionsDocument9 pagesEnergy Management Tutorial SolutionsLucas LentzNo ratings yet
- Cement Kilns-Chlorine Impact On ProcessDocument27 pagesCement Kilns-Chlorine Impact On Processmuhaisen2009100% (4)
- Measurement DDocument37 pagesMeasurement Dgvrr1954100% (2)
- How To Measure False AirDocument3 pagesHow To Measure False AirTamer Fathy100% (3)
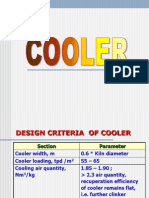
- Cooler Design and Operation CriteriaDocument19 pagesCooler Design and Operation Criteriatricky777100% (1)
- IEE Handout 2Document2 pagesIEE Handout 2Sunil DeshmukhNo ratings yet
- V4 Process Technology 2Document724 pagesV4 Process Technology 2RRHH100% (4)
- The Chemistry of Kiln Feed and ClinkerDocument19 pagesThe Chemistry of Kiln Feed and Clinkermahendra sen100% (1)
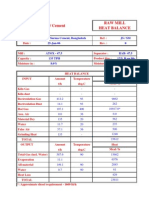
- Raw Mill Heat BalanceDocument1 pageRaw Mill Heat BalanceElwathig Bakhiet100% (1)
- Kiln Heat-Up, Optimun Kiln OperationDocument42 pagesKiln Heat-Up, Optimun Kiln OperationJoko Dewoto100% (11)
- Granulometry of ClinkerDocument18 pagesGranulometry of ClinkerNael100% (12)
- Mod 6Document49 pagesMod 6mkpq100% (1)
- Optimize Vertical Roller Mills OperationsDocument4 pagesOptimize Vertical Roller Mills OperationsSai Sricharan Reddy83% (6)
- By Pass SystemDocument56 pagesBy Pass SystemIrshad Hussain100% (2)
- Clinker Kiln TheoryDocument37 pagesClinker Kiln TheoryMehmet C100% (1)
- Heat Calculation by SG.Document26 pagesHeat Calculation by SG.TIRIANTO0% (2)
- Clinker FormationDocument120 pagesClinker FormationDragos PlaesuNo ratings yet
- Calculation of Raw MixDocument35 pagesCalculation of Raw MixIrshad HussainNo ratings yet
- Process Optimization-Pyrosection Hand BookDocument195 pagesProcess Optimization-Pyrosection Hand Bookramsumiran vishwakarma100% (1)
- Raw Material Charact-BurnabilityDocument37 pagesRaw Material Charact-BurnabilityJohn Giannakopoulos100% (3)
- Cement Expert Discusses Clinker Formation ProcessDocument30 pagesCement Expert Discusses Clinker Formation Processamjed_de_enim100% (2)
- Kiln Control and OperationDocument45 pagesKiln Control and Operationdina safiri100% (3)
- Forms of Alkalies and Their Effect On Clinker FormationDocument11 pagesForms of Alkalies and Their Effect On Clinker Formationkonstantina139No ratings yet
- Kiln Cooler Heat Mass BalanceDocument84 pagesKiln Cooler Heat Mass BalancePrabhakar Reddy PeramNo ratings yet
- Ask DR. CLARK - OdtDocument50 pagesAsk DR. CLARK - Odtmauryaraj200750% (2)
- Advances in Cement Technology: Critical Reviews and Case Studies on Manufacturing, Quality Control, Optimization and UseFrom EverandAdvances in Cement Technology: Critical Reviews and Case Studies on Manufacturing, Quality Control, Optimization and UseRating: 4.5 out of 5 stars4.5/5 (12)
- Flame MomentumDocument1 pageFlame Momentumayaskant751001No ratings yet
- Mechanism of Clinker Coating Formation & FlameDocument39 pagesMechanism of Clinker Coating Formation & FlameNael93% (14)
- PREHEATER BLOCKAGES Problem Diagnosis and Solution - INFINITY FOR CEMENT EQUIPMENTDocument19 pagesPREHEATER BLOCKAGES Problem Diagnosis and Solution - INFINITY FOR CEMENT EQUIPMENTali100% (2)
- Rotary Kilns: Transport Phenomena and Transport ProcessesFrom EverandRotary Kilns: Transport Phenomena and Transport ProcessesRating: 4.5 out of 5 stars4.5/5 (4)
- Workshop Exercise - Furnaces and RefractoriesDocument3 pagesWorkshop Exercise - Furnaces and RefractoriesKarthik MandyaNo ratings yet
- Case Study On Cement Kiln Energy SavingDocument3 pagesCase Study On Cement Kiln Energy Savingengr kazamNo ratings yet