You might also like
- Cheema Boiler Limited: Presented To: MR - Deepak Bhandari (Document32 pagesCheema Boiler Limited: Presented To: MR - Deepak Bhandari (angenious100% (1)
- Boilers InfoDocument56 pagesBoilers InfoShafqat AfridiNo ratings yet
- BoilerpptDocument11 pagesBoilerpptFarhan SiddiquiNo ratings yet
- Energy Saving Opportunities in IndustriesDocument70 pagesEnergy Saving Opportunities in IndustriesIrawan SutionoNo ratings yet
- Curriculam VitaeDocument3 pagesCurriculam Vitaesoumyakanta1No ratings yet
- Training ReportPDF PDFDocument42 pagesTraining ReportPDF PDFAman RajNo ratings yet
- Boiler Integrity & EfiiciencyDocument45 pagesBoiler Integrity & EfiiciencySumaira KhanNo ratings yet
- Ferrocare LVDH Oil Cleaning MachineDocument2 pagesFerrocare LVDH Oil Cleaning Machinessheart_mindNo ratings yet
- Fossil Fuel Steam GeneratorDocument33 pagesFossil Fuel Steam Generatorchaiya sonwongNo ratings yet
- 34 Boiler AccessoriesDocument21 pages34 Boiler AccessoriesSwaraj TodankarNo ratings yet
- 200 Top Steam Boiler and Mechanical MCQs and 100 Power Plant MCQsDocument29 pages200 Top Steam Boiler and Mechanical MCQs and 100 Power Plant MCQsJuan Carlos Coca100% (1)
- CW Treatment (Corrosion and Scale) : BY P.Srivastava Sr. Manager (Chem.)Document58 pagesCW Treatment (Corrosion and Scale) : BY P.Srivastava Sr. Manager (Chem.)Nitin SinghNo ratings yet
- Vacuum Distillation Colume: Mass Transfer Lab AssignmentDocument4 pagesVacuum Distillation Colume: Mass Transfer Lab AssignmentMalik HamidNo ratings yet
- BoilersDocument39 pagesBoilersVinay Balineni100% (1)
- Boiler Water TreatmentDocument38 pagesBoiler Water TreatmentMahmoud MahmoudmNo ratings yet
- Boiler PerformanceDocument30 pagesBoiler PerformanceJoeb DsouzaNo ratings yet
- Boiler Water TreatmentDocument1 pageBoiler Water TreatmentRommel Cena NepalarNo ratings yet
- PPTDocument29 pagesPPTAnaytullah AnsariNo ratings yet
- NTPC (National Thermal Power Corporation) Sipat Mechanical Vocational Training Report 4-Haxxo24 I IDocument44 pagesNTPC (National Thermal Power Corporation) Sipat Mechanical Vocational Training Report 4-Haxxo24 I Ihaxxo24No ratings yet
- Pump Manual - Single Plunger AmbicaDocument24 pagesPump Manual - Single Plunger AmbicaHimTex /JaswinderNo ratings yet
- Boiler Parts and DefinitionDocument3 pagesBoiler Parts and DefinitionKarlFrederickNoblezaNo ratings yet
- Waste Heat RecoveryDocument37 pagesWaste Heat Recoveryommech2020No ratings yet
- Calcium Phosphate Scale Formation From Simulated Milk Ultrafiltrate SolutionsDocument8 pagesCalcium Phosphate Scale Formation From Simulated Milk Ultrafiltrate SolutionssegundosoporteNo ratings yet
- Boiler Start UpDocument6 pagesBoiler Start UpAnonymous 0vtkoS155100% (1)
- HEI-IMS-CHEM-SOP05 HRSG and CCCW Chemical Dosing and PreparationDocument7 pagesHEI-IMS-CHEM-SOP05 HRSG and CCCW Chemical Dosing and Preparationrizwan chNo ratings yet
- Super Critical BoilerDocument46 pagesSuper Critical BoilerParveen NakwalNo ratings yet
- Boiler Safety: Chapter - 13Document10 pagesBoiler Safety: Chapter - 13sunitbhaumikNo ratings yet
- Distillation and DesalinationDocument10 pagesDistillation and DesalinationMark Anthony HenryNo ratings yet
- BoilerDocument23 pagesBoileronspsnons123100% (1)
- Presentation 2Document19 pagesPresentation 2Muhammad NaeemNo ratings yet
- Refining Process - Shell Refining CompanyDocument2 pagesRefining Process - Shell Refining Companyce10m034No ratings yet
- DCU-IICHE Online Summer Training-05.09.2020 - 07 PMDocument28 pagesDCU-IICHE Online Summer Training-05.09.2020 - 07 PMHarish GojiyaNo ratings yet
- 9what Is A Boiler?Document59 pages9what Is A Boiler?Ali MuradNo ratings yet
- Cornish BoilerDocument4 pagesCornish BoilerKhuram IqbalNo ratings yet
- Boiler Question and AnswersDocument9 pagesBoiler Question and AnswersAnup JhaNo ratings yet
- Vijay Resume QECDocument6 pagesVijay Resume QECeimanoNo ratings yet
- BoilerDocument65 pagesBoilermangal SinghNo ratings yet
- Condensate Extraction Pump: GeneralDocument5 pagesCondensate Extraction Pump: GeneralAnonymous DKv8vpNo ratings yet
- Distillation Application in PetroleumDocument46 pagesDistillation Application in Petroleumamirthalingam_b671No ratings yet
- Back Pressure Steam Turbine GeneratorsDocument16 pagesBack Pressure Steam Turbine GeneratorsMohamed Salem100% (3)
- Regadi NAGRAJ, Diploma in Mechanical Engineering, 39-1-16, Sector-1, Muralinagar, Visakhapatnam - 530007, AndhraDocument5 pagesRegadi NAGRAJ, Diploma in Mechanical Engineering, 39-1-16, Sector-1, Muralinagar, Visakhapatnam - 530007, AndhraRaj PalatiNo ratings yet
- Vks PDFDocument123 pagesVks PDFVK SARAVANANNo ratings yet
- Economizer Recirculation For Low-Load Stability in Heat Recovery Steam GeneratorDocument10 pagesEconomizer Recirculation For Low-Load Stability in Heat Recovery Steam GeneratorknsaravanaNo ratings yet
- The Dead Weight Safety Valve Consists of A ValveDocument4 pagesThe Dead Weight Safety Valve Consists of A ValveAsif Saleem0% (1)
- The Concept of AlkalinityDocument12 pagesThe Concept of AlkalinityDimas Eko PrasetyoNo ratings yet
- OJT 6 - Boiler Water TreatmentDocument26 pagesOJT 6 - Boiler Water TreatmentAzizul IshakNo ratings yet
- Real Time Boiler TreatmentDocument4 pagesReal Time Boiler TreatmentJustin GentryNo ratings yet
- Seawater Flue Gas DesulphurisationDocument2 pagesSeawater Flue Gas DesulphurisationNestramiNo ratings yet
- What Is DistillationDocument25 pagesWhat Is DistillationashirNo ratings yet
- Basic of BoilerDocument107 pagesBasic of Boilerjohn_kadier651No ratings yet
- Sipat - 660 MW Super Critical Boiler PresentationDocument55 pagesSipat - 660 MW Super Critical Boiler PresentationParveen NakwalNo ratings yet
- Allborg BoilersDocument2 pagesAllborg BoilersHIPAP100% (1)
- BOILER OPERATOR'S COURSE Part 1Document50 pagesBOILER OPERATOR'S COURSE Part 1Kudzai ManyanyeNo ratings yet
- Steam BoilerDocument41 pagesSteam BoilerRhydham PNo ratings yet
- Troubleshooting Boiler OperationDocument5 pagesTroubleshooting Boiler OperationRahul ChandrawarNo ratings yet
- Pom WTPDocument46 pagesPom WTPmuhammad85100% (1)
- Chapter - 1 Company ProfileDocument102 pagesChapter - 1 Company Profileangenious100% (2)
- ReportDocument74 pagesReportvijayk23060% (1)
- Stepan Pol Ps 2352Document2 pagesStepan Pol Ps 2352A MahmoodNo ratings yet
- ASTM Method D5134-92Document1 pageASTM Method D5134-92Sylab InstrumentsNo ratings yet
- Review of Related LiteratureDocument7 pagesReview of Related LiteratureJamie HaravataNo ratings yet
- 5MF 10MFDocument8 pages5MF 10MFRodrigo Pessoa VespaNo ratings yet
- Hot TappingDocument21 pagesHot TappingnayakyaNo ratings yet
- Kerosene As HealerDocument17 pagesKerosene As HealerDuncan R Sickler100% (2)
- SunCoBe ShampooDocument24 pagesSunCoBe ShampooDong YulNo ratings yet
- Food Preservation PrintDocument19 pagesFood Preservation PrintZie1970No ratings yet
- It Report J.udeagbala Nig LTDDocument51 pagesIt Report J.udeagbala Nig LTDFavour Michael100% (2)
- 2023 Microalgae Application To Bone Repairing Process - A ReviewDocument19 pages2023 Microalgae Application To Bone Repairing Process - A ReviewvirgiparedesNo ratings yet
- Tugas 1 PPADocument29 pagesTugas 1 PPAlulalalaNo ratings yet
- Self-Operated Temperature Regulators Temperature Regulator Type 1Document6 pagesSelf-Operated Temperature Regulators Temperature Regulator Type 1Pocola AdrianNo ratings yet
- Material Safety Data Sheet: Veolia Water Systems (Gulf) FZCDocument2 pagesMaterial Safety Data Sheet: Veolia Water Systems (Gulf) FZCJHUPEL ABARIAL100% (1)
- Chiroptical Spectroscopy: Theory and Applications in Organic ChemistryDocument32 pagesChiroptical Spectroscopy: Theory and Applications in Organic ChemistryDavid SantiagoNo ratings yet
- Catalogue 2011 DennerleDocument64 pagesCatalogue 2011 DennerlebrusilicaNo ratings yet
- Stopac Outer Wrap PE PDS-Stopaq-Outerwrap-PE-V8-ENDocument2 pagesStopac Outer Wrap PE PDS-Stopaq-Outerwrap-PE-V8-ENvaradarajck893No ratings yet
- FloatingDocument12 pagesFloatingrobson2015No ratings yet
- 50 Easy and Free FertilizersDocument12 pages50 Easy and Free FertilizersScott Odam100% (1)
- Project Report Final-1Document33 pagesProject Report Final-1Sahil ChelatNo ratings yet
- Ethylenediamine Complexes of ChromiumDocument5 pagesEthylenediamine Complexes of ChromiumMatt PraterNo ratings yet
- Tyre Process LATESTDocument24 pagesTyre Process LATESTAyu AdiNo ratings yet
- 7th Physical and Chemical Changes Lesson PlanDocument2 pages7th Physical and Chemical Changes Lesson PlanAnkita DiverNo ratings yet
- Msds FormaldehydeDocument6 pagesMsds Formaldehydemkhurram79No ratings yet
- WEIGHTSDocument11 pagesWEIGHTSvpjagannaathNo ratings yet
- Major Intermediates in Organophosphate Synthesis (PCL, Pocl, PSCL, and Their Diethyl Esters) Are Anticholinesterase Agents Directly or On ActivationDocument7 pagesMajor Intermediates in Organophosphate Synthesis (PCL, Pocl, PSCL, and Their Diethyl Esters) Are Anticholinesterase Agents Directly or On ActivationYancy JuanNo ratings yet
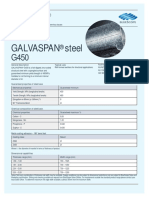
- Galvaspan G450Document2 pagesGalvaspan G450khurshedlakhoNo ratings yet
- Jurnal International AmilumDocument17 pagesJurnal International AmilumGhiyatsKalukuNo ratings yet
- SilicaMix Product Brochure2Document12 pagesSilicaMix Product Brochure2rajni phNo ratings yet
- Abilify Maintena Epar Public Assessment Report enDocument70 pagesAbilify Maintena Epar Public Assessment Report enWara RizkyNo ratings yet
- Thesis EnvironmentDocument66 pagesThesis EnvironmentSorathNo ratings yet