Hatice Kbra Kaynak, Mehmet Topalbekirolu
Department of Textile Engineering, University of Gaziantep, 27310 Gaziantep, Turkey E-mail: tuluce@gantep.edu.tr, tbekir@gantep.edu.tr
Influence of Fabric Pattern on the Abrasion Resistance Property of Woven Fabrics
Abstract In this experimental study, the abrasion resistance properties of woven fabrics were investigated as a function of weave type. Seven woven fabrics with different weave derivatives were woven with 100% cotton and 20 Tex (Ne 30/1) combed ring spun yarn for this investigation. These fabrics were tested with a Martindale Abrasion Tester to determine the abrasion resistance property. The abrasion resistance of the fabrics was evaluated according to their mass loss ratio after 4 different cycles (5,000, 7,500, 10,000, 15,000) of the Martindale Abrasion testing device. According to data obtained from the test results of sample weave patterns, we observed that the weave pattern has a significant effect on the abrasion resistance property of woven fabrics (P < 0.01). Furthermore, it was also noted that the number of rubbing cycles has a significant effect on the abrasion resistance property of woven fabrics (P < 0.01). Tukey test results showed that weave types with a high number of floats and low number of interlacings decrease the abrasion resistance property (P < 0.05). Key words: weave.abrasion resistance, woven fabric mass loss, rubbing
traces the same figure again under known conditions of pressure and abrasive action [3]. Different fabric weaves differentiate the structure of fabrics, and these different structural properties of fabrics will cause the fabrics to behave differently from each other. In this way, woven fabric properties will differ by changing the weave pattern. A fabric pattern must be evaluated not only as an appearance property, but also as a very important structure parameter. Fabric properties are influenced with the wide range of this structure parameter. One of the results of abrasion is the gradual removal of fibres from yarns. Therefore, the factors that affect the cohesion of yarns will influence their abrasion resistance [4]. The float length in woven fabrics can affect their resistance to abrasion. Long floats in a weave are more exposed and will abrade faster, usually breaking the yarns. For example, a satin weave fabric will abrade more easily than a twill weave [1]. The more pronounced the crimp in a woven fabric is, the more exposed the yarns will be to abrasion, and the faster the fabric will abrade. The crimp of the yarns in the fabric affects whether the warp or the weft is graded the most. Fabrics with the
crimp evenly distributed between warp and weft give the best wear because the damage is spread evenly between them [1, 4]. Many researchers have investigated the influence of raw material, yarn production technology, yarn twist and chemical treatment on the abrasion resistance property of woven fabric [2, 5 - 7]. However, there is a lack of information in the literature about the effect of weave type on the abrasion resistance property.
Table 2. Properties of the yarn used in the experimental study.
Parameter, unit Yarn twist, turns/m Yarn strength, cN/tex Hairness CVm, % Thick +50% per 1,000 m Neps +200% per 1,000 m Staple fiber length, mm Fiber fineness, micronaire value 919 22.2 5.67 12.26 20 71.7 29.4 4.25
n Introduction
Abrasion is the mechanical deterioration of fabric components by rubbing them against another surface. Abrasion ultimately results in the loss of performance characteristics, such as strength, but it also affects the appearance of a fabric [1]. Many parts of apparel, such as collar, cuffs and pockets, are subjected to serious wear in use, which limits their serviceability. The abrasion resistance of textile materials is effected by many factors (e.g. fibre fineness, yarn count, yarn type, weave etc.) in a very complex, and as yet little understood manner [2]. Abrasion first modifies the fabric surface and then affects the internal structure [2]. Abrasion resistance is measured by subjecting the specimen to a rubbing motion in the form of a geometric figure, that is, a straight line, which becomes a gradually widening ellipse, until it forms another straigth line in the opposite direction and
Table 1. Sizing, desizing and washing recipies.
Sizing recipe 150 l liquor 20 kg EMSIZE CMS 60 10 kg BP20 (PVA) 500 g Glissofil Extra (Oil)
n Materials and procedure
Sample fabrics were woven by a Dornier loom with an electronic dobby shedding mechanism and rapier weft insertion at a loom speed of 450 r.p.m. A warp sheet was prepared by a sample warping machine and sized with a sample sizing machine. After sizing, a straight draft was applied to the warp sheet using the sample drawing machine. 12 frames were used for all sample fabrics with a straight draft. The only finishing treatment applied to the samples was desizing. The
Desizing recipe 2.5 g/l Torozym NT 2 g/l Schnellnetzer KE 1 g/l R. Entlfter BK 1g/l Emulgator BE-O
Washing recipe 2 g/l Sevalin D 1 g/l Schnellnetzer KE 0.6 g/l Optiderm BS-L
54
FIBRES & TEXTILES in Eastern Europe January / March 2008, Vol. 16, No. 1 (66)
fabrics were treated by enzymatic desizing for 6 hours. Then they were washed at a 60 m/min washing speed in a washing machine, which had 5 vats with liquor temperatures of 95 C, 95 C, 85 C, 65 C, and 30C, respectively. The drying operation of the 140 cm wide fabrics was done at 120 C and at a 30 m/min drying speed. The sizing, desizing and washing recipes are given in Table 1. These samples were produced as mens shirts. The weft sett was 28 wefts/cm and the warp sett was 46 warps/cm for all samples. The component yarn used for both warp and weft was 20 tex, 100% cotton combed ring yarn. Detailed information about the yarn used to produce the fabric samples, with relevant structures, is given in Table 2. Structural views of the seven woven fabrics tested in this experimental study are given in Figure 1 and the fabric weight in g/m2, yarn crimp in % and fabric thickness in mm properties of the samples are shown in Table 3. In this study, we report an experimental investigation of the abrasion resistance properties of different weave types of woven fabrics. The abrasion resistances of the fabrics were tested according to ASTM D 4966-98 Standard Test Method for Abrasion Resistance of Textile Fabrics - Martindale Abrasion Tester Method. We measured the abrasion resistance of the fabrics with the help of a Martindale Abrasion Tester device. The abrasion resistance was determined by the mass loss as the difference between the masses before and after abrasion cycles of 5,000, 7,500, 10,000 and 15,000. These values were then expressed as a percentage of the inital mass. In order to understand the statistical importance of weave pattern on the abrasion resistance property of woven fabrics, an ANOVA was performed. To determine the groups of weave pattern types and the effects of these groups on the abrasion resistance property, the Tukey multiple comparison test was used. In addition, Pearson correlation analysis was done to show the relationship between mass loss and the abrasion tester cycle using a statistical approach. For this aim the statistical software package SPSS 8.0 was used to interpret the experimental data. All test results were assessed at significance levels of 0.05 and 0.01.
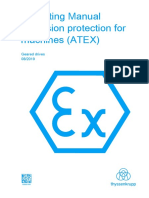
Figure 1. Structural views of weave types (P1)Regular weft rib, (P2) Combined Rib, (P3) Basket weave, (T1) Unbalanced Twill, (T2) Warp faced twill, (T3) Twill, (S1) Sateen. Table 3. Fabric properties of samples.
Weave type Sample code P1 Plain P2 P3 T1 Twill Sateen T2 T3 S1 Fabric weight, g/m2 150 150 146 148 149 149 141 Yarn crimp, % warp 1.6 5.0 4.7 4.9 4.9 6.0 2.9 weft 16.7 15.1 13.5 14.8 14.0 14.1 11.5 Fabric thickness, mm 0.48 0.44 0.42 0.29 0.33 0.30 0.41
Table 4. Mass values of samples after different rubbing cycles.
Sample Code P1 P2 P3 T1 T2 T3 S1 Mass of samples before testing, g 0,1796 0,1778 0,1768 0,1675 0,1655 0,1689 0,1746 Mass of samples after different cycles, g 7,500 10,000 0,1720 0,1684 0,1664 0,1614 0,1579 0,1621 0,1664 0,1690 0,1665 0,1640 0,1598 0,1562 0,1601 0,1632
5,000 0,1756 0,1709 0,1699 0,1636 0,1597 0,1638 0,1702
15,000 0,1637 0,1637 0,1599 0,1568 0,1533 0,1572 0,1579
Figure 2. Mass loss ratio of different weave types after abrasion test of different number of cycles.
FIBRES & TEXTILES in Eastern Europe January / March 2008, Vol. 16, No. 1 (66)
55
The Pearson correlation analysis showed that there is an important, positive and significant relationship between mass loss and abrasion cycle values (r = 0.898, P < 0.01). The calculated r2 value is 0.8064. This means that increasing the number of abrasion cycles causes higher mass loss. Figure 3 exhibits a diagram that shows the relationship between the number of abrasion cycles and mass loss.
n Conclusions
Our experimental study on the abrasion resistance property of different weave types showed that weave type has a significant effect on mass loss values. The test results indicated that long yarn floats and a low number of interlacings decrease the abrasion resistance of woven fabrics by increasing the mass loss. According to ANOVA results the effect of weave type on abrasion resistance is found to be significant (P < 0.01). The TUKEY test also confirmed our results.
Figure 3. Relationship between number of abrasion cycles and mass loss.
n Results and discussion
The mass values of sample weave types for rubbing cycles of 5,000, 7,500, 10,000 and 15,000 are given in Table 4. Figure 2 shows the mean mass loss ratio in % values of different weave types for 4 different rubbing cycles of the abrasion test device. According to the results of the abrasion test at 5,000 (F(6-21) = 26.91, P < 0.01), 7,500 (F(6-21) = 21.43, P < 0.01), 10,000 (F(6-21) = 32.21, P < 0.01) and 15,000 (F(6-21) = 37.88, P < 0.01) cycles, weave type has a significant effect on mass loss. When the weave types used in this study are observed very different structures are seen. Samples P1, P3 and S1 comprise a group of weaves that has high number of floats and low number of interlacings, while samples T1 and T3 are in the group that have a low number of floats and a high number of interlacings. Besides these, samples P2 and T2 constitute a group between these. The Tukey test created groups of samples according to the effect of weave type on mass loss values. These results showed that at the end of the abrasion test, samples T1 ( = 6.37) and T3 ( = 6.90) comprised the group that has the lowest effect (P < 0.05) on mass loss, while sample P3 ( = 9.59), S1 ( = 9.57) P1 ( = 8.87) comprised the group that causes the highest increase in the mass loss value. When the
constructions of samples P3, S1and P1 are observed, long yarn floats and a low number of interlacings are evident. So in this type of weave, these two characteristics cause the continuous contact area of one yarn strand to expand and this facilitates the yarn to lose its form more easily by providing easier movement as a result of the rubbing motion. In this way, holding the fibres in the yarn structure becomes harder and the removal of fibre as a result of the rubbing motion becomes easier, and then mass loss increases. In samples T1 and T3, the number of floats is low, and the number of interlacings is high. This causes lower mass loss values, contrary to samples P1 and P3. Besides these samples, samples P2 and T2 have mass loss values between the mass loss values of these two groups. This can be explained by their weave structure having of a normal number of interlacings and floats. If the effect of the number of abrasion cycles on mass loss values are observed, it is seen that for whole samples the effect of the number of abrasion cycles on mass loss values is significant (P < 0.01). According to the Tukey test results for each of the sample weaves tested, the group of sample tested at 15,000 cycles that in which the highest mass loss value is observed, while the group is that tested at 5,000 cycle, which has the lowest mass loss values. By increasing the abrasion cycle of the abrasion test device, higher mass loss values are expected.
References
1. Collier, B. J., Epps, H. H., Textile Testing and Analysis, Prentice Hall, New Jersey, 1999. 2. Kalaolu, F., nder, E., zipek, B., Influence Of Varying Structural Parameters On Abrasion Characteristics of 50/50 Wool/Polyester Blended Fabrics, Textile Research Journal, November 2003, Vol. 73, No. 11, pp. 980-984. 3. ASTM D4966-98 Standard Test Method for Abrasion Resistance of Textile Fabrics (Martindale Abrasion Tester Method), Annual Book of ASTM Standards, vol. 7, Textiles, Philadelphia, 1985. 4. Saville B. P., Physical Testing of Textiles, Woodhead Publishing Limited, 2000. 5. Paek, S.L., Pilling, Abrasion, and Tensile Properties of Fabrics from Open-End and Ring Spun Yarns, Textile Research Journal, October 1989, Vol. 59, No. 10, pp. 577-583. 6. zdemir, ., even, E. K., Influence of Chenille Yarn Manufacturing Parameters on Yarn and Upholstery Fabric Abrasion Resistance, Textile Research Journal, June 2004, Vol. 74, No. 6, pp. 515-520. 7. Yang, C. Q., Zhou, W., Lickfield, G. C., Parachura, K., Cellulase Treatment of Durable Press Finished Cotton Fabric: Effects on Fabric Strength, Abrasion Resistance and Handle, Textile Research Journal, December 2003, Vol. 73, No. 12, pp. 1057-1062. Received 14.06.2006 Reviewed 30.04.2007
56
FIBRES & TEXTILES in Eastern Europe January / March 2008, Vol. 16, No. 1 (66)
You might also like
- Operating Manual Explosion Protection For Machines (ATEX) : Geared Drives 08/2019Document136 pagesOperating Manual Explosion Protection For Machines (ATEX) : Geared Drives 08/2019Rodrigo AntonioNo ratings yet
- In a refrigeration plant, a section of pipe carrying the refrigerant vibrated suddenly at a compressor speed of 230 rpmDocument14 pagesIn a refrigeration plant, a section of pipe carrying the refrigerant vibrated suddenly at a compressor speed of 230 rpmHari Narayanan100% (1)
- Indentation Hardness Measurements at Macro-, Micro-, and Nanoscale: A Critical OverviewDocument19 pagesIndentation Hardness Measurements at Macro-, Micro-, and Nanoscale: A Critical OverviewAmarjit KumarNo ratings yet
- Forbes Ogilvy PDFDocument8 pagesForbes Ogilvy PDFkentoNo ratings yet
- İç Kuvvet Diyagramları: Betonarme YapılarDocument46 pagesİç Kuvvet Diyagramları: Betonarme YapılarGafaöNo ratings yet
- D6082Document7 pagesD6082rimi7alNo ratings yet
- Weft & Warp TensionDocument8 pagesWeft & Warp Tensionnemat2008No ratings yet
- Effects of Enzymatic Treatment On Various Spun Yarn Fabrics: Nilgün Özdil, Esen Özdoğan, Tülin ÖktemDocument4 pagesEffects of Enzymatic Treatment On Various Spun Yarn Fabrics: Nilgün Özdil, Esen Özdoğan, Tülin ÖktemTariq JoarderNo ratings yet
- Fabric ScienceDocument7 pagesFabric ScienceArshiya GuptaNo ratings yet
- Uster Analysis of Cotton/polyester Blended Spun Yarns With Different CountsDocument14 pagesUster Analysis of Cotton/polyester Blended Spun Yarns With Different CountsQuocHuynhNo ratings yet
- Friction SpinningDocument8 pagesFriction SpinningVenkat Prasanna50% (2)
- Paper (Total Appearance Value)Document8 pagesPaper (Total Appearance Value)ravibabayNo ratings yet
- Ijftr 36 (3) 227-233Document0 pagesIjftr 36 (3) 227-233M A HasanNo ratings yet
- Effect of Sewing Speed On Seam Strength: January 2014Document8 pagesEffect of Sewing Speed On Seam Strength: January 2014AdamS RamadhanNo ratings yet
- Effect of Yarn CountDocument12 pagesEffect of Yarn CountSyed Salahuddin MunnaNo ratings yet
- Dimensional Stability of Cotton Knit FabricsDocument14 pagesDimensional Stability of Cotton Knit Fabricsmihret henokNo ratings yet
- Effects of Combed and Carded Yarn On Weft Knitted Finished Fabric QualityDocument7 pagesEffects of Combed and Carded Yarn On Weft Knitted Finished Fabric QualityvirtulianNo ratings yet
- Figure Out The Weight Loss Percentage of Three Thread Fleece Fabric Composed of Different Fibres For Abrasion On The Technical Back SideDocument5 pagesFigure Out The Weight Loss Percentage of Three Thread Fleece Fabric Composed of Different Fibres For Abrasion On The Technical Back SideMahabbat HossainNo ratings yet
- Tear, Bursting, TensileDocument5 pagesTear, Bursting, TensileNirbhay SharmaNo ratings yet
- Ghada Ali Abou-NassifDocument10 pagesGhada Ali Abou-NassifhawNo ratings yet
- Influence of Fabric Softeners On Performance Stability of The Textile MaterialsDocument4 pagesInfluence of Fabric Softeners On Performance Stability of The Textile MaterialsDidem PaydaşNo ratings yet
- Factors Affecting Yarn StrengthDocument11 pagesFactors Affecting Yarn StrengthAbhishek ThakurNo ratings yet
- Object XMLDocumentDocument6 pagesObject XMLDocumentsitu_texNo ratings yet
- The Effect of Fibre Blend On Comfort Characteristics of ElasticDocument7 pagesThe Effect of Fibre Blend On Comfort Characteristics of ElasticGeotamNo ratings yet
- Characterization of Low Twist Yarn: Effect of Twist On Physical and Mechanical PropertiesDocument6 pagesCharacterization of Low Twist Yarn: Effect of Twist On Physical and Mechanical PropertieshawNo ratings yet
- 2010-3-38-Effect of The Draft Ratio On The Properties of Vortex Spun Yarn PDFDocument5 pages2010-3-38-Effect of The Draft Ratio On The Properties of Vortex Spun Yarn PDFSubba RaoNo ratings yet
- Effect of Chenille Yarns Produced With Selected Comfort Fibres On The Abrasion and Bending Properties of Knitted FabricsDocument6 pagesEffect of Chenille Yarns Produced With Selected Comfort Fibres On The Abrasion and Bending Properties of Knitted FabricsAli HabboushNo ratings yet
- Pie chartDocument71 pagesPie chartTrịnh Thị Thanh ThủyNo ratings yet
- Ghada Ali Abou-NassifDocument10 pagesGhada Ali Abou-NassifhawNo ratings yet
- Evaluation of yarn diameter and its effect on fabric qualityDocument8 pagesEvaluation of yarn diameter and its effect on fabric qualitySabeeh Ul HassanNo ratings yet
- Structure and Properties of Knits from Natural YarnsDocument4 pagesStructure and Properties of Knits from Natural Yarnsranjann349No ratings yet
- Effect of Twist On Yarn PropertiesDocument5 pagesEffect of Twist On Yarn PropertiesAbdulqadeerNo ratings yet
- DSDDocument4 pagesDSDIshwar DudagiNo ratings yet
- Chapter - Three: Yarn Count, Yarn Twist and Tensile TestingDocument57 pagesChapter - Three: Yarn Count, Yarn Twist and Tensile TestingGadisa AbrahimNo ratings yet
- Measurement of Seam Puckering and Influence of Its Causes: Sandun Fernando Tss JayawardenaDocument7 pagesMeasurement of Seam Puckering and Influence of Its Causes: Sandun Fernando Tss JayawardenaIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalNo ratings yet
- Performance of Woven Fabrics Containing SpandexDocument8 pagesPerformance of Woven Fabrics Containing SpandexMohammed Atiqul Hoque ChowdhuryNo ratings yet
- Effects of Different Count and Stitch Length On Spirality, Shrinkage and GSM of Knit FabricsDocument7 pagesEffects of Different Count and Stitch Length On Spirality, Shrinkage and GSM of Knit FabricsPUGAZHENDHI SNo ratings yet
- List of Fiber Testing Machine Used in TextileDocument30 pagesList of Fiber Testing Machine Used in TextileHappyness Diary OfficialNo ratings yet
- 1541394762H08TM32 QiDocument14 pages1541394762H08TM32 QiJhilik DeyNo ratings yet
- Effect of Spinning Variables on Cotton Yarn Packing DensityDocument3 pagesEffect of Spinning Variables on Cotton Yarn Packing DensitytexveerNo ratings yet
- Dimensional Properties of Fleece FabricDocument5 pagesDimensional Properties of Fleece Fabricmac2022No ratings yet
- Measurement of Seam Puckering and in Uence of Its Causes: IOSR Journal of Engineering April 2014Document8 pagesMeasurement of Seam Puckering and in Uence of Its Causes: IOSR Journal of Engineering April 2014Trangg BiNo ratings yet
- Riginal Rticles A Study of The Effects of Machine Gauge and Some Knit Structures On The Physical Properties of Weft Knitted FabricsDocument7 pagesRiginal Rticles A Study of The Effects of Machine Gauge and Some Knit Structures On The Physical Properties of Weft Knitted Fabricserica_burton8232No ratings yet
- 13 (2) 15Document6 pages13 (2) 15Biswa Ranjan DasNo ratings yet
- Measuring Real Yarn Diameter and Its Effect on Fabric QualityDocument6 pagesMeasuring Real Yarn Diameter and Its Effect on Fabric QualityBoubker Kharchafi100% (1)
- Durability Utilizing Abrasion of Seamed Laser Faded DenimDocument6 pagesDurability Utilizing Abrasion of Seamed Laser Faded DenimijsretNo ratings yet
- 7 2 2R SadekDocument6 pages7 2 2R SadekSakibMDShafiuddinNo ratings yet
- Air-Jet Texturing PDFDocument0 pagesAir-Jet Texturing PDFNessre ZeineNo ratings yet
- Home ScienceDocument13 pagesHome ScienceJhilik DeyNo ratings yet
- 14 Textile... (pp.417-422) PDFDocument6 pages14 Textile... (pp.417-422) PDFবিশ্বজিৎ বিশ্বাসNo ratings yet
- Selection of Suitable Machine Gauge by Considering The GSM, Shrinkage and Spirality of Single Jersey Knit FabricDocument6 pagesSelection of Suitable Machine Gauge by Considering The GSM, Shrinkage and Spirality of Single Jersey Knit FabricOptimisticPersonNo ratings yet
- Wicking Properties of High Twist Pet Crepe Fabrics: K. NassarDocument7 pagesWicking Properties of High Twist Pet Crepe Fabrics: K. NassarDurgesh TripathiNo ratings yet
- 693 3926 1 PBDocument0 pages693 3926 1 PBM A HasanNo ratings yet
- Hairiness - I PDFDocument4 pagesHairiness - I PDFDurairaj.NNo ratings yet
- Effect of Yarn Count On Single Jersey Knitted Fabric PropertiesDocument5 pagesEffect of Yarn Count On Single Jersey Knitted Fabric PropertiesGOPINo ratings yet
- Characterization of Low Twist Yarn: Effect of Twist On Physical and Mechanical PropertiesDocument7 pagesCharacterization of Low Twist Yarn: Effect of Twist On Physical and Mechanical PropertiesMd. Humayun KabirNo ratings yet
- 001 - Ijftr 29 (2) 196-199Document4 pages001 - Ijftr 29 (2) 196-199Ziniya RahmanNo ratings yet
- D1683 PDFDocument9 pagesD1683 PDFDwi Nur AstriaNo ratings yet
- NIFT FABRIC SCIENCE I YARN TECHNICAL PROPERTIESDocument10 pagesNIFT FABRIC SCIENCE I YARN TECHNICAL PROPERTIESSHASHANK ROHITNo ratings yet
- Cleaning, Disinfection, and Sterilization of Medical EquipmentDocument31 pagesCleaning, Disinfection, and Sterilization of Medical EquipmentameliariskyNo ratings yet
- Catalogue of Visual Textile Defects Aasim AhmedDocument20 pagesCatalogue of Visual Textile Defects Aasim AhmedAdi TtaNo ratings yet
- Fabric InspectionDocument6 pagesFabric InspectionJothi Vel Murugan100% (7)
- SE - Sterilization of Medical Devices - 3Document5 pagesSE - Sterilization of Medical Devices - 3Jothi Vel MuruganNo ratings yet
- SE - Sterilization of Medical Devices - 1Document77 pagesSE - Sterilization of Medical Devices - 1Jothi Vel Murugan100% (1)
- Adhesive Film & TapeDocument6 pagesAdhesive Film & TapeJothi Vel MuruganNo ratings yet
- Home Textile Global Vs Indian MarketDocument9 pagesHome Textile Global Vs Indian MarketJothi Vel MuruganNo ratings yet
- Introduction To Soft Floor CoveringsDocument13 pagesIntroduction To Soft Floor CoveringsJothi Vel Murugan83% (6)
- Antibiotic-Eluting Bioresorbable Composite Fibers For Wound Healing Applications: Microstructure, Drug Delivery and Mechanical PropertiesDocument12 pagesAntibiotic-Eluting Bioresorbable Composite Fibers For Wound Healing Applications: Microstructure, Drug Delivery and Mechanical PropertiesJothi Vel MuruganNo ratings yet
- Potential Applications of Nanofiber Textile Covered by Carbon CoatingsDocument4 pagesPotential Applications of Nanofiber Textile Covered by Carbon CoatingsJothi Vel MuruganNo ratings yet
- DRDocument3 pagesDRJothi Vel MuruganNo ratings yet
- DEET insect repellent guideDocument7 pagesDEET insect repellent guideJothi Vel MuruganNo ratings yet
- Coated Textile MaterialsDocument14 pagesCoated Textile MaterialsJothi Vel Murugan100% (1)
- Textile Digital Printing TechnologiesDocument65 pagesTextile Digital Printing TechnologiesJothi Vel Murugan100% (2)
- Baboo Fiber Crysrallinity Using X Ray DiffractionDocument10 pagesBaboo Fiber Crysrallinity Using X Ray DiffractionJothi Vel MuruganNo ratings yet
- Training Report of Gcti Tarinees MS WORDDocument55 pagesTraining Report of Gcti Tarinees MS WORDAakash NagpalNo ratings yet
- DIPPR Physical Properties DatabaseDocument8 pagesDIPPR Physical Properties DatabaseOmar AlmonteNo ratings yet
- Essential Guide to Compressed Air SystemsDocument35 pagesEssential Guide to Compressed Air SystemsvmramakrishnanNo ratings yet
- Komatsu Powertrain Oil TO10Document7 pagesKomatsu Powertrain Oil TO10yoguijojoNo ratings yet
- Safely Purging Air from Pipelines and VesselsDocument7 pagesSafely Purging Air from Pipelines and Vesselsgan_raoNo ratings yet
- 72 Had DadDocument6 pages72 Had DadthestupiddogNo ratings yet
- Pipes, Tubes, Fittings, FlangesDocument121 pagesPipes, Tubes, Fittings, FlangesCarl Jones100% (2)
- OH&S Workplace Assessment ChecklistDocument9 pagesOH&S Workplace Assessment ChecklistAldrin ZlmdNo ratings yet
- METALS PresentationDocument28 pagesMETALS PresentationTheresa TuliaoNo ratings yet
- Himani Bansal Jayant Negi Ritesh Kumar Uday PratapDocument7 pagesHimani Bansal Jayant Negi Ritesh Kumar Uday PratapJayant NegiNo ratings yet
- International Abbreviations For Polymers and Polymer ProcessingDocument226 pagesInternational Abbreviations For Polymers and Polymer ProcessingTrevor J. HutleyNo ratings yet
- Water Supply Design and Distribution SystemsDocument26 pagesWater Supply Design and Distribution SystemsAlchea Aldeguer100% (1)
- Astm B495 10 2017Document1 pageAstm B495 10 2017shokhul lutfiNo ratings yet
- Product Catalogue WEBDocument48 pagesProduct Catalogue WEBSidy Semba DagnogoNo ratings yet
- 008x TF-compressed PDFDocument66 pages008x TF-compressed PDFJosé Francisco Blanco VillalbaNo ratings yet
- Turbine Desk OperatorDocument3 pagesTurbine Desk Operatortajshah283No ratings yet
- Everything You Need to Know About Pig Iron ProductionDocument52 pagesEverything You Need to Know About Pig Iron ProductionberhaneNo ratings yet
- Advanced High Temperature AlloysDocument123 pagesAdvanced High Temperature Alloysalvaedison00100% (1)
- HDA Simulation Laboratory - 054330Document18 pagesHDA Simulation Laboratory - 054330Fussy Taksn100% (1)
- Cirp MSDSDocument2 pagesCirp MSDSsharemw100% (2)
- Practical 3 Amylase Activity in Germinating Barley: (347 Words)Document4 pagesPractical 3 Amylase Activity in Germinating Barley: (347 Words)Carynl LeeNo ratings yet
- Using psychrometric charts to analyze HVAC systemsDocument18 pagesUsing psychrometric charts to analyze HVAC systemsRockydel MontesNo ratings yet
- Reactivity Series Worksheet - 8B and 8CDocument6 pagesReactivity Series Worksheet - 8B and 8CHighlightNo ratings yet
- Mysore Road Plastic Industry ListDocument6 pagesMysore Road Plastic Industry ListjafarptrNo ratings yet
- Drilling Engineering Fluid PropertiesDocument29 pagesDrilling Engineering Fluid PropertiesDeepak RanaNo ratings yet
- Case Studies of The EntrepreneursDocument14 pagesCase Studies of The EntrepreneursSneha DobariaNo ratings yet
- Ad 01202010214Document14 pagesAd 01202010214theijesNo ratings yet
- BSC 6yh Sem Kuk SyllabusDocument8 pagesBSC 6yh Sem Kuk SyllabusVicky ChaharNo ratings yet
- CamberDocument33 pagesCamberIES-GATEWizNo ratings yet
- 01 U4 Guided Obj.v.ppDocument5 pages01 U4 Guided Obj.v.ppAntehyaNo ratings yet
- Manufacture of The Ceramic Tiles and Sanitary: Produced By: Framed byDocument21 pagesManufacture of The Ceramic Tiles and Sanitary: Produced By: Framed byAmina CHAHBOUNINo ratings yet