You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Hunter J May 2013 Extending The Viper USAF F 16 Upgrades in Detail Combat Aircraft Vol 14 No 5Document6 pagesHunter J May 2013 Extending The Viper USAF F 16 Upgrades in Detail Combat Aircraft Vol 14 No 5Luiz AlvesNo ratings yet
- Notas de Canto de Pagina Do Sea WolfDocument6 pagesNotas de Canto de Pagina Do Sea WolfAntonio Jose da CostaNo ratings yet
- Drilling Rig Components Illustration - Komponen Utama PemboranDocument86 pagesDrilling Rig Components Illustration - Komponen Utama PemboranPuji LestariNo ratings yet
- North Sea GeologyDocument170 pagesNorth Sea Geologyoturens100% (1)
- GLOSSARY Drill TubeDocument2 pagesGLOSSARY Drill TubeAntonio Jose da CostaNo ratings yet
- Notes Geology of Ghana PDFDocument27 pagesNotes Geology of Ghana PDFAntonio Jose da CostaNo ratings yet
- GLOSSARY Drill TubeDocument2 pagesGLOSSARY Drill TubeAntonio Jose da CostaNo ratings yet
- An Air Force Strat PDFDocument124 pagesAn Air Force Strat PDFAntonio Jose da CostaNo ratings yet
- V2HPHT Course - HandoutDocument17 pagesV2HPHT Course - HandoutPrasanti Plaban DashNo ratings yet
- MWD GlossaryDocument29 pagesMWD GlossaryAntonio Jose da CostaNo ratings yet
- The Language of DrillingDocument3 pagesThe Language of DrillingAntonio Jose da CostaNo ratings yet
- Dictionar de Petrol Si GazeDocument8 pagesDictionar de Petrol Si GazeLaPoupeeNo ratings yet
- Using Microfossils in Petroleum ExplorationDocument9 pagesUsing Microfossils in Petroleum ExplorationGeorge GeorgiadisNo ratings yet
- Geology Middle EastDocument14 pagesGeology Middle EastElena Belocosov100% (1)
- q921 Re1 20lec5 20v1 131102221039 Phpapp02Document60 pagesq921 Re1 20lec5 20v1 131102221039 Phpapp02Antonio Jose da CostaNo ratings yet
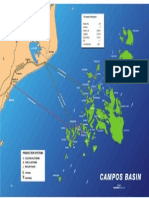
- Campos Basin - Rig PositionsDocument1 pageCampos Basin - Rig PositionsAntonio Jose da CostaNo ratings yet
- CharacterDocument0 pagesCharacterVasundhara SinghNo ratings yet
- Campos Basin - Rig PositionsDocument1 pageCampos Basin - Rig PositionsAntonio Jose da CostaNo ratings yet
- Well TestDocument18 pagesWell Testgo25101992No ratings yet
- Modular Dynamic TesterDocument0 pagesModular Dynamic TesterSikander MushtaqNo ratings yet
- 10 Reasons To Rethink Hydraulics and RheologyDocument8 pages10 Reasons To Rethink Hydraulics and RheologyAsif AbbasNo ratings yet
- MDT Job Plan InterpretationDocument7 pagesMDT Job Plan InterpretationAntonio Jose da CostaNo ratings yet
- CharacterDocument0 pagesCharacterVasundhara SinghNo ratings yet
- Optimal Determination Herschel-Bulkley Rheol Paramaters-KelessidisDocument22 pagesOptimal Determination Herschel-Bulkley Rheol Paramaters-KelessidisVassilios KelessidisNo ratings yet
- Optimal Determination Herschel-Bulkley Rheol Paramaters-KelessidisDocument22 pagesOptimal Determination Herschel-Bulkley Rheol Paramaters-KelessidisVassilios KelessidisNo ratings yet
- Petroleum Logs CharacteristicsDocument1 pagePetroleum Logs CharacteristicsWaleed EjazNo ratings yet
- 10 Reasons To Rethink Hydraulics and RheologyDocument8 pages10 Reasons To Rethink Hydraulics and RheologyAsif AbbasNo ratings yet
- Well Log Response Chart-Hires PDFDocument1 pageWell Log Response Chart-Hires PDFAntonio Jose da Costa100% (1)
- WELL LOG ANALYSISDocument14 pagesWELL LOG ANALYSISFadh At-Tarf100% (1)
- Well Log Response ChartDocument2 pagesWell Log Response ChartAntonio Jose da Costa100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Pre Job Hazard Analysis (PJHADocument2 pagesPre Job Hazard Analysis (PJHAjumaliNo ratings yet
- Numerical Methods Chapter 10 SummaryDocument8 pagesNumerical Methods Chapter 10 SummarynedumpillilNo ratings yet
- 8.1 Interaction Diagrams: Interaction Diagrams Are Used To Model The Dynamic Aspects of A Software SystemDocument13 pages8.1 Interaction Diagrams: Interaction Diagrams Are Used To Model The Dynamic Aspects of A Software SystemSatish JadhaoNo ratings yet
- 17BCE0552 Java DA1 PDFDocument10 pages17BCE0552 Java DA1 PDFABHIMAYU JENANo ratings yet
- 50 Years of Teaching PianoDocument122 pages50 Years of Teaching PianoMyklan100% (35)
- Guiding Childrens Social Development and Learning 8th Edition Kostelnik Test BankDocument16 pagesGuiding Childrens Social Development and Learning 8th Edition Kostelnik Test Bankoglepogy5kobgk100% (29)
- AZ-900T00 Microsoft Azure Fundamentals-01Document21 pagesAZ-900T00 Microsoft Azure Fundamentals-01MgminLukaLayNo ratings yet
- Report Emerging TechnologiesDocument97 pagesReport Emerging Technologiesa10b11No ratings yet
- Pub - Essentials of Nuclear Medicine Imaging 5th Edition PDFDocument584 pagesPub - Essentials of Nuclear Medicine Imaging 5th Edition PDFNick Lariccia100% (1)
- WSP Global EnvironmentDocument20 pagesWSP Global EnvironmentOrcunNo ratings yet
- Personalised MedicineDocument25 pagesPersonalised MedicineRevanti MukherjeeNo ratings yet
- #### # ## E232 0010 Qba - 0Document9 pages#### # ## E232 0010 Qba - 0MARCONo ratings yet
- ERP Complete Cycle of ERP From Order To DispatchDocument316 pagesERP Complete Cycle of ERP From Order To DispatchgynxNo ratings yet
- EIN CP 575 - 2Document2 pagesEIN CP 575 - 2minhdang03062017No ratings yet
- NLL - Elementary - Coursebook 2019 PDFDocument24 pagesNLL - Elementary - Coursebook 2019 PDFgilmolto100% (1)
- Trading As A BusinessDocument169 pagesTrading As A Businesspetefader100% (1)
- Antenna VisualizationDocument4 pagesAntenna Visualizationashok_patil_1No ratings yet
- QuickTransit SSLI Release Notes 1.1Document12 pagesQuickTransit SSLI Release Notes 1.1subhrajitm47No ratings yet
- IoT BASED HEALTH MONITORING SYSTEMDocument18 pagesIoT BASED HEALTH MONITORING SYSTEMArunkumar Kuti100% (2)
- 5054 w11 QP 11Document20 pages5054 w11 QP 11mstudy123456No ratings yet
- Evaluating Sources IB Style: Social 20ib Opvl NotesDocument7 pagesEvaluating Sources IB Style: Social 20ib Opvl NotesRobert ZhangNo ratings yet
- Onan Service Manual MDJA MDJB MDJC MDJE MDJF Marine Diesel Genset Engines 974-0750Document92 pagesOnan Service Manual MDJA MDJB MDJC MDJE MDJF Marine Diesel Genset Engines 974-0750GreenMountainGenerators80% (10)
- Lankeda 3d Printer Filament Catalogue 2019.02 WGDocument7 pagesLankeda 3d Printer Filament Catalogue 2019.02 WGSamuelNo ratings yet
- Petty Cash Vouchers:: Accountability Accounted ForDocument3 pagesPetty Cash Vouchers:: Accountability Accounted ForCrizhae OconNo ratings yet
- Pom Final On Rice MillDocument21 pagesPom Final On Rice MillKashif AliNo ratings yet
- 2023-Physics-Informed Radial Basis Network (PIRBN) A LocalDocument41 pages2023-Physics-Informed Radial Basis Network (PIRBN) A LocalmaycvcNo ratings yet
- Software Requirements Specification: Chaitanya Bharathi Institute of TechnologyDocument20 pagesSoftware Requirements Specification: Chaitanya Bharathi Institute of TechnologyHima Bindhu BusireddyNo ratings yet
- Leaked David Fry II Conversation Regarding Loopholes and Embezzlement at AFK Gamer LoungeDocument6 pagesLeaked David Fry II Conversation Regarding Loopholes and Embezzlement at AFK Gamer LoungeAnonymous iTNFz0a0No ratings yet
- UAPPDocument91 pagesUAPPMassimiliano de StellaNo ratings yet
- DNA Gel Electrophoresis Lab Solves MysteryDocument8 pagesDNA Gel Electrophoresis Lab Solves MysteryAmit KumarNo ratings yet