You might also like
- Steps For PF Amount Transfer (New) ..............Document5 pagesSteps For PF Amount Transfer (New) ..............SasiKumar PetchiappanNo ratings yet
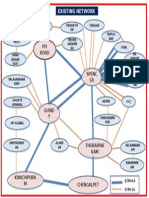
- Existing NetworkDocument1 pageExisting NetworkSasiKumar PetchiappanNo ratings yet
- Work Permit (Ra Puram) - 28-Nov - 2013Document1 pageWork Permit (Ra Puram) - 28-Nov - 2013SasiKumar PetchiappanNo ratings yet
- Grade 3 MathsDocument3 pagesGrade 3 MathsSasiKumar PetchiappanNo ratings yet
- User Manual 5 PDFDocument518 pagesUser Manual 5 PDFSasiKumar PetchiappanNo ratings yet
- Slot Information Report - 07!15!2015!19!28-07Document2 pagesSlot Information Report - 07!15!2015!19!28-07SasiKumar PetchiappanNo ratings yet
- Slot Information Report - 07!15!2015!19!28-07Document2 pagesSlot Information Report - 07!15!2015!19!28-07SasiKumar PetchiappanNo ratings yet
- A R Collage of Engineering and TechnologyDocument1 pageA R Collage of Engineering and TechnologySasiKumar PetchiappanNo ratings yet
- Chapter-4: 4.1 Matrix MaterialsDocument17 pagesChapter-4: 4.1 Matrix MaterialsSasiKumar PetchiappanNo ratings yet
- Chapter-5: 5.1 Fabrication Techniques of Composite MaterialsDocument6 pagesChapter-5: 5.1 Fabrication Techniques of Composite MaterialsSasiKumar PetchiappanNo ratings yet
- Institution Paper Presentation Contests: S.No Name of The Program Duration of The Program Resource Person(s)Document34 pagesInstitution Paper Presentation Contests: S.No Name of The Program Duration of The Program Resource Person(s)SasiKumar PetchiappanNo ratings yet
- Content Materials1Document40 pagesContent Materials1SasiKumar PetchiappanNo ratings yet
- Front Pagels and BonofideDocument2 pagesFront Pagels and BonofideSasiKumar PetchiappanNo ratings yet
- SalmanDocument2 pagesSalmanSasiKumar PetchiappanNo ratings yet
- Theory of Machines12Document1 pageTheory of Machines12SasiKumar PetchiappanNo ratings yet
- 405 M.E. Computer Science and EngineeringDocument68 pages405 M.E. Computer Science and EngineeringThanuambikaNo ratings yet
- Quality ConceptDocument2 pagesQuality ConceptSasiKumar PetchiappanNo ratings yet
- 2K Factor PDFDocument6 pages2K Factor PDFvmgobinathNo ratings yet
- Question Bank: Ee 1403 - Design of Electrical ApparatusDocument11 pagesQuestion Bank: Ee 1403 - Design of Electrical ApparatussuriyasureshNo ratings yet
- Electrical Based Titles 2009-2010Document2 pagesElectrical Based Titles 2009-2010Siva SankarNo ratings yet
- Design Fundamentals, Methods and Material Selection 9Document1 pageDesign Fundamentals, Methods and Material Selection 9SasiKumar PetchiappanNo ratings yet
- Ieee Electronics 2013 - 2014Document49 pagesIeee Electronics 2013 - 2014SasiKumar PetchiappanNo ratings yet
- Muhammad NijasDocument2 pagesMuhammad NijasSasiKumar PetchiappanNo ratings yet
- Food and OilDocument11 pagesFood and OilSasiKumar PetchiappanNo ratings yet
- Centre For Research Anna University:: Chennai 600025 Enrolment Form/ Registration Renewal FormDocument1 pageCentre For Research Anna University:: Chennai 600025 Enrolment Form/ Registration Renewal FormruthshaNo ratings yet
- Iat-2 EgDocument1 pageIat-2 EgSasiKumar PetchiappanNo ratings yet
- Line Chart 3Document2 pagesLine Chart 3SasiKumar PetchiappanNo ratings yet
- Write The Procedure To Compile and Install Linux Kernel From SourceDocument1 pageWrite The Procedure To Compile and Install Linux Kernel From SourceSasiKumar PetchiappanNo ratings yet
- Time Table For EngDocument1 pageTime Table For EngSasiKumar PetchiappanNo ratings yet
- Rainwater Harvesting Basic ComponentsDocument3 pagesRainwater Harvesting Basic ComponentsSasiKumar PetchiappanNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Cc200e h1 Cummins Mta11 G2a PDFDocument6 pagesCc200e h1 Cummins Mta11 G2a PDFnaruto akatcyNo ratings yet
- Isuzu 4Jb1: WWW WWW WWW WWWDocument2 pagesIsuzu 4Jb1: WWW WWW WWW WWWYoga AriantNo ratings yet
- Complete List of Organic AcidsDocument4 pagesComplete List of Organic AcidsOILNo ratings yet
- DEUTZ - CaracterísticasDocument2 pagesDEUTZ - CaracterísticasIkerNo ratings yet
- Install Oil PumpDocument4 pagesInstall Oil PumpbagoesNo ratings yet
- New Holland Eh215 Crawler ExcavatorDocument653 pagesNew Holland Eh215 Crawler ExcavatorcarlosNo ratings yet
- 2011 Yamaha T135 Parts CatalogDocument65 pages2011 Yamaha T135 Parts Catalogkevinmarquez72% (25)
- Trader Ss125a Data Sheet InfoDocument11 pagesTrader Ss125a Data Sheet InfopieterNo ratings yet
- Smallblockv 8 BalancingDocument2 pagesSmallblockv 8 Balancingapi-239528001100% (1)
- 2020-10-20 Quotation ListDocument4 pages2020-10-20 Quotation Listluis tocoraNo ratings yet
- Vit and Super VitDocument2 pagesVit and Super VitPawan Beniwal60% (5)
- 12-Combustors (Compatibility Mode)Document42 pages12-Combustors (Compatibility Mode)Fanimation- ファニメーション100% (1)
- CB350 Parts ManualDocument110 pagesCB350 Parts ManualTomSerna100% (1)
- Engine Management System, Function Description (Ems-S6)Document24 pagesEngine Management System, Function Description (Ems-S6)Syarifuddin Rahman100% (2)
- Cooling SystemDocument11 pagesCooling SystemAbera ZewduNo ratings yet
- Tehnicheskie Harakteristiki Sistem EFI MEFI MPI Alb 2Document117 pagesTehnicheskie Harakteristiki Sistem EFI MEFI MPI Alb 2marcelgarrigaNo ratings yet
- Fluid Power Systems: Answer FIVE Full Questions, Choosing ONE Full Question From Each ModuleDocument2 pagesFluid Power Systems: Answer FIVE Full Questions, Choosing ONE Full Question From Each ModuleManoj ,No ratings yet
- Firstlook QSGDocument4 pagesFirstlook QSGNorman Varela SandinoNo ratings yet
- RozrządDocument4 pagesRozrządmda_285673993No ratings yet
- 1952 Matchless ManualDocument96 pages1952 Matchless Manualducatiss900No ratings yet
- Ecu 7230Document2 pagesEcu 7230miguelcastilloNo ratings yet
- Spektek Oli (7 Komponen Utama)Document11 pagesSpektek Oli (7 Komponen Utama)Rian PratamaNo ratings yet
- Report On Ball Piston EngineDocument10 pagesReport On Ball Piston EngineINFINITE DIRECTIONNo ratings yet
- BearingsDocument58 pagesBearingsSarath RaghavNo ratings yet
- Adjustment and Overhaul of The K301 and K302 Carburetors CurtDocument34 pagesAdjustment and Overhaul of The K301 and K302 Carburetors CurtWouter Vastmaar67% (3)
- KAMA KM376AG Operation ManualDocument25 pagesKAMA KM376AG Operation ManualAlisabel Muñoz de Morales100% (1)
- Diesel Power Plant: - Arrangement - Equipment - Advantages & DisadvantagesDocument10 pagesDiesel Power Plant: - Arrangement - Equipment - Advantages & DisadvantagesDr-Padarbinda SamalNo ratings yet
- Deutz Aditivos para Combustible Clean DieselDocument2 pagesDeutz Aditivos para Combustible Clean Dieselley-ponNo ratings yet
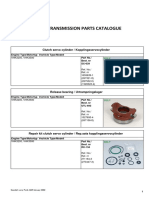
- Power Transm - Parts CatalogueDocument76 pagesPower Transm - Parts CatalogueAldi Yasi0% (1)
- DIESEL ENGINES 20V 8000 M71/71L: MarineDocument2 pagesDIESEL ENGINES 20V 8000 M71/71L: MarineYustinus Adi WibowoNo ratings yet