You might also like
- Handbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28From EverandHandbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28No ratings yet
- Adiabtaic Vs Polytropic Head Compressor - ComparisonDocument1 pageAdiabtaic Vs Polytropic Head Compressor - Comparisonvijay_jvNo ratings yet
- Instrument Air Dryer and Instrument Air ReceiverDocument4 pagesInstrument Air Dryer and Instrument Air ReceiverAzizul HakimNo ratings yet
- 6206 Guide For Selection Installation andDocument32 pages6206 Guide For Selection Installation andakbavra80% (5)
- Engro Fertilizer ReportDocument46 pagesEngro Fertilizer ReportSher Muhammad100% (1)
- Form Incident ReportDocument2 pagesForm Incident ReportSyahdeMikeNo ratings yet
- Compressor Capacity CalculationDocument4 pagesCompressor Capacity CalculationHoney Tiwari100% (1)
- NCG MeasuringDocument20 pagesNCG MeasuringAhmed AlfatihNo ratings yet
- HP Fuel Gas SystemDocument8 pagesHP Fuel Gas SystemAnonymous QSfDsVxjZNo ratings yet
- IA Compressor & SystemDocument51 pagesIA Compressor & SystemKazi Irfan100% (1)
- Process Dynamics of AntiSurge SystemDocument7 pagesProcess Dynamics of AntiSurge SystemBodhisatya DasNo ratings yet
- EjectorDocument12 pagesEjectorrahul_choubey_9100% (1)
- NFPA Pipe Sizing EXAMPLEDocument4 pagesNFPA Pipe Sizing EXAMPLEMatt AndersonNo ratings yet
- Reducing Steam Header PressureDocument1 pageReducing Steam Header Pressuresj_scribdNo ratings yet
- Terminal Points (TBWES & Toshiba) JSPL, 8 X 660 MWDocument6 pagesTerminal Points (TBWES & Toshiba) JSPL, 8 X 660 MWpunitg_2No ratings yet
- Back Pressure RegulatorDocument7 pagesBack Pressure RegulatorNilesh MistryNo ratings yet
- ScrubberDocument28 pagesScrubberMuhammad Jajar Pambudi0% (1)
- Pressed Air System NDocument35 pagesPressed Air System NvmramakrishnanNo ratings yet
- Fgas Refrigerant CalculatorDocument10 pagesFgas Refrigerant CalculatorKumar sssssNo ratings yet
- Air CompressorsDocument59 pagesAir Compressorsommech2020No ratings yet
- Performance Thermo CompressorsDocument8 pagesPerformance Thermo CompressorsclintoncNo ratings yet
- C2R Compressor & Turbine ShutdownDocument10 pagesC2R Compressor & Turbine ShutdownfvaefaNo ratings yet
- Evaluating Boiler EfficienciesDocument52 pagesEvaluating Boiler EfficienciesdebelaNo ratings yet
- FluidFlow QuestionsDocument2 pagesFluidFlow Questionssonaldiv100% (2)
- Sizing Duct Work SheetDocument4 pagesSizing Duct Work SheetMaulana MaftuhiNo ratings yet
- Centrifugal Comp PDFDocument7 pagesCentrifugal Comp PDFmsaroladanNo ratings yet
- Level Control Valve - LCVDocument2 pagesLevel Control Valve - LCVLaxman Singh SankhlaNo ratings yet
- Air DryerDocument4 pagesAir Dryerrashm006ranjanNo ratings yet
- First Fill Bed Material Calculation For Bed Plate W DDocument3 pagesFirst Fill Bed Material Calculation For Bed Plate W DRAJKUMARNo ratings yet
- Screw Compressors 2019Document12 pagesScrew Compressors 2019Dzana Kadric0% (1)
- General-Service Packaged Air Compressors and ReceiversDocument11 pagesGeneral-Service Packaged Air Compressors and ReceiversElie HajjNo ratings yet
- 02 Chapter 2Document0 pages02 Chapter 2Imtinan MohsinNo ratings yet
- IGB010.E2-Axial Flow Fan - TDA-TDF-TBE-TDB-TDS - New PDFDocument10 pagesIGB010.E2-Axial Flow Fan - TDA-TDF-TBE-TDB-TDS - New PDFโจ้ สแปร์แร็คNo ratings yet
- Commissioning Measures Form For Approval: Phase I of 2×330MW Project of Tengda Coal-Fired Power Plant in IndiaDocument21 pagesCommissioning Measures Form For Approval: Phase I of 2×330MW Project of Tengda Coal-Fired Power Plant in IndiaParthiban KarunaNo ratings yet
- Ves 5200 R4 RDocument21 pagesVes 5200 R4 RdanikakaNo ratings yet
- Pocket Guide To Air Line DistributionDocument44 pagesPocket Guide To Air Line DistributionMarcos Aldana Villalda100% (2)
- Efficiency of Gas TurbineDocument17 pagesEfficiency of Gas TurbinedhineshtNo ratings yet
- Restrictive Orifice Straight Run RequirementDocument2 pagesRestrictive Orifice Straight Run RequirementAbbasNo ratings yet
- Training DuctingDocument20 pagesTraining Ductingpanji uteNo ratings yet
- CIS7:2014Document66 pagesCIS7:2014Ken ChuahNo ratings yet
- Steam Blowing - Disturbance Factor Discusstion2 PDFDocument5 pagesSteam Blowing - Disturbance Factor Discusstion2 PDFchem_taNo ratings yet
- Vacuum Systems PDFDocument12 pagesVacuum Systems PDFSnigdha YadavNo ratings yet
- Sizing Heating and Cooling CoilsDocument4 pagesSizing Heating and Cooling Coilsbehnamhf2No ratings yet
- Steam Tracing AppendixDocument13 pagesSteam Tracing AppendixAmin BagheriNo ratings yet
- Pump Design - 2Document1 pagePump Design - 2kapsarcNo ratings yet
- Rotary Joint Reliability-2014Document24 pagesRotary Joint Reliability-2014Edgar Cordova HerreraNo ratings yet
- How To Size Liquid Ring Vacuum PumpDocument3 pagesHow To Size Liquid Ring Vacuum PumpdayrogNo ratings yet
- PDC Question BankDocument15 pagesPDC Question BankHardik PatoliyaNo ratings yet
- 240 Nm3 Per HR - Gas Equivalent - Liquid Nitrogen ConversionDocument1 page240 Nm3 Per HR - Gas Equivalent - Liquid Nitrogen Conversionengineershoaibqazi100% (1)
- Chapter 5 Centrifugal CompressorDocument17 pagesChapter 5 Centrifugal CompressorfaranimohamedNo ratings yet
- Double Stage CompresserDocument5 pagesDouble Stage Compressernishugupta3hNo ratings yet
- Optimizing Condenser Water Flow RatesDocument12 pagesOptimizing Condenser Water Flow RatesNakkolopNo ratings yet
- Reverse Return PipingDocument4 pagesReverse Return Pipingsurya325kiranNo ratings yet
- 3.CWP Startup ProcedureDocument6 pages3.CWP Startup Procedurecdq powerplantNo ratings yet
- Design Conditions CriteriaDocument4 pagesDesign Conditions CriteriaJaldhi PatelNo ratings yet
- Pressure Ake Int Absolute Stage Last of Pressure e Arg Disch AbsoluteDocument8 pagesPressure Ake Int Absolute Stage Last of Pressure e Arg Disch Absolutemasih tadayonNo ratings yet
- LMW Lakshmi Latest Machines: Pneumatic Air CompressorDocument8 pagesLMW Lakshmi Latest Machines: Pneumatic Air CompressorMuhammad JunaidNo ratings yet
- Air CompressorDocument31 pagesAir CompressorEr Bali Pandhare33% (3)
- Calculating Receivers in Compressed Air SystemsDocument4 pagesCalculating Receivers in Compressed Air Systemsdharwin100% (1)
- UNIT-3 Compressors, Blowers, Vacuum Pumps and Their Performance CharacteristicsDocument15 pagesUNIT-3 Compressors, Blowers, Vacuum Pumps and Their Performance CharacteristicsDhruv JariwalaNo ratings yet
- WRC Check List CriteriaDocument1 pageWRC Check List CriteriaAlvin Smith100% (1)
- Wall Thickness Calculation of Offshore PipelinesDocument1 pageWall Thickness Calculation of Offshore PipelinesAlvin SmithNo ratings yet
- Datasheet of Deluge ValveDocument2 pagesDatasheet of Deluge ValveAlvin SmithNo ratings yet
- Specification For Painting-Piping & EquipmentDocument21 pagesSpecification For Painting-Piping & EquipmentAlvin Smith100% (2)
- Wall Thickness Calculation of Offshore PipelinesDocument1 pageWall Thickness Calculation of Offshore PipelinesAlvin SmithNo ratings yet
- Strain Induced Due To Seismic Wave PropagationDocument4 pagesStrain Induced Due To Seismic Wave PropagationAlvin SmithNo ratings yet
- 09 Job Procedure For Fire ProofingDocument4 pages09 Job Procedure For Fire ProofingAlvin Smith100% (2)
- Pressure Instruments: Engineers India LimitedDocument2 pagesPressure Instruments: Engineers India LimitedAlvin SmithNo ratings yet
- Carbon Equivalent of RGPPL PipesDocument1 pageCarbon Equivalent of RGPPL PipesAlvin SmithNo ratings yet
- Comments On GAD Ball ValveDocument2 pagesComments On GAD Ball ValveAlvin SmithNo ratings yet
- Anchor Bolt Design GuideDocument55 pagesAnchor Bolt Design GuideAlvin SmithNo ratings yet
- New Piping Flexibility Rules in ASME B31.3 AppendixP - Becht & Diehl - ASME - 2006Document5 pagesNew Piping Flexibility Rules in ASME B31.3 AppendixP - Becht & Diehl - ASME - 2006Alvin SmithNo ratings yet
- Anurudh - Hazira FWNDocument2 pagesAnurudh - Hazira FWNAlvin SmithNo ratings yet
- Piping Needlist PMDDocument6 pagesPiping Needlist PMDAlvin SmithNo ratings yet
- 3-1643-0402 - Rev - 2 Index of IBR DocumentsDocument1 page3-1643-0402 - Rev - 2 Index of IBR DocumentsAlvin SmithNo ratings yet
- Comments On GAD Ball ValveDocument2 pagesComments On GAD Ball ValveAlvin SmithNo ratings yet
- ESREDA WG - Example Conceptual Firefighting DocumentDocument15 pagesESREDA WG - Example Conceptual Firefighting DocumentAlvin SmithNo ratings yet
- Orifice Sizing CalculationDocument24 pagesOrifice Sizing Calculationjamestpp67% (3)
- 3-1643-0717A - Rev - 1 Spring Support TypeDocument1 page3-1643-0717A - Rev - 1 Spring Support TypeAlvin SmithNo ratings yet
- Painting SpecDocument54 pagesPainting Specashim_scribd100% (4)
- Jsa For Piping and Erection RevisedDocument1 pageJsa For Piping and Erection RevisedAlvin Smith77% (26)
- 3-1643-0406 Rev 1 Isometrics Line Index IBRDocument1 page3-1643-0406 Rev 1 Isometrics Line Index IBRAlvin SmithNo ratings yet
- Pump Power and CurrentDocument2 pagesPump Power and CurrentAlvin SmithNo ratings yet
- 3-1643-0408 - Rev - 1 Support Legend IBRDocument1 page3-1643-0408 - Rev - 1 Support Legend IBRAlvin SmithNo ratings yet
- TGDocument2 pagesTGAlvin SmithNo ratings yet
- Perry S Chemical Engineers HandbookDocument1 pagePerry S Chemical Engineers HandbookdatinjacabNo ratings yet
- Solenoid ValveDocument1 pageSolenoid ValveAlvin SmithNo ratings yet
- 3-1643-0706 Rev 1 Nozzle LoadingDocument1 page3-1643-0706 Rev 1 Nozzle LoadingAlvin SmithNo ratings yet
- Engineers India Limited: Specification REV Plant: 003 Ongc, MehsanaDocument1 pageEngineers India Limited: Specification REV Plant: 003 Ongc, MehsanaAlvin SmithNo ratings yet
- Tutorial of WRC 107 For TrunnionDocument9 pagesTutorial of WRC 107 For TrunnionAlvin SmithNo ratings yet
- Ecology PacketDocument47 pagesEcology Packetsabbate1994No ratings yet
- Pre Test Finalll 1Document5 pagesPre Test Finalll 1Gellirose S. BantayanNo ratings yet
- Presentation 1Document16 pagesPresentation 1Ranjeet KumarNo ratings yet
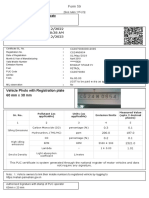
- Pollution Under Control Certificate: Form 59Document1 pagePollution Under Control Certificate: Form 59rahul raoNo ratings yet
- What Is Global WarmingDocument6 pagesWhat Is Global WarmingRexie Bryan Develos DeleverioNo ratings yet
- Author - Ariny Amos (Astronomer) - Saturn Rain,-1Document667 pagesAuthor - Ariny Amos (Astronomer) - Saturn Rain,-1Amos ArinyNo ratings yet
- Lab 07 Enthalpy of Vaporization of WaterDocument4 pagesLab 07 Enthalpy of Vaporization of WaterVanesh NezhNo ratings yet
- Ch.15:Facsimile Charts: - Fall in 2 CategoriesDocument16 pagesCh.15:Facsimile Charts: - Fall in 2 CategoriesSandipan D100% (2)
- 22 BÀI MẪU TASK 2 TỪ ĐỀ THI THẬT 2020 BY NGOCBACHDocument100 pages22 BÀI MẪU TASK 2 TỪ ĐỀ THI THẬT 2020 BY NGOCBACHMai Lê Bích NgọcNo ratings yet
- Course Outline PhysicsDocument7 pagesCourse Outline PhysicsTimmyNo ratings yet
- Chapter-1: Constituent PercentageDocument7 pagesChapter-1: Constituent PercentageAnteneh TarikuNo ratings yet
- ATOCCHEM 219 Problem Set 5 PDFDocument2 pagesATOCCHEM 219 Problem Set 5 PDFmzmohamedarifNo ratings yet
- Atmos QuizDocument3 pagesAtmos QuizrogermstsNo ratings yet
- 0178 910 enDocument189 pages0178 910 enmahmoud mohamedNo ratings yet
- Class11 Study MaterialDocument132 pagesClass11 Study MaterialKrishna SinghNo ratings yet
- Why The Shipping Industry Is Betting Big On Ammonia - IEEE SpectrumDocument8 pagesWhy The Shipping Industry Is Betting Big On Ammonia - IEEE SpectrumGaluh AjengNo ratings yet
- Las in Earth Life Science C1W1Document10 pagesLas in Earth Life Science C1W1Ronald ArtilleroNo ratings yet
- Climate ZonesDocument7 pagesClimate ZonesJhemhicis BielzaNo ratings yet
- Chap07 Basic Aeronautics and AerodynamicsDocument18 pagesChap07 Basic Aeronautics and AerodynamicsNooruddin Sheik100% (1)
- Introduction To ClimatologyDocument14 pagesIntroduction To ClimatologyJoseph Zotoo100% (3)
- Introduction To Flight: Sixth EditionDocument9 pagesIntroduction To Flight: Sixth EditionSanjay KumarNo ratings yet
- TPO70听力Document6 pagesTPO70听力唐天锐No ratings yet
- Warm Humid Climate Book 3rd SEMDocument34 pagesWarm Humid Climate Book 3rd SEMflower lilyNo ratings yet
- Catalogo de Filtros Separador de Aire (Parker)Document112 pagesCatalogo de Filtros Separador de Aire (Parker)Mikel1020No ratings yet
- LBHS CollegeDocument3 pagesLBHS CollegeSuraj VishwakarmaNo ratings yet
- Solar Dryer Report - NEWDocument39 pagesSolar Dryer Report - NEWsachin tayadeNo ratings yet
- El - Nino - La - NinaDocument62 pagesEl - Nino - La - NinaoussheroNo ratings yet
- Soluton of Osssc Li, Forester, Forest Guard Mock Test - 7Document32 pagesSoluton of Osssc Li, Forester, Forest Guard Mock Test - 7Anima DasNo ratings yet
- Greenhouse Effect Experiment Lab 1Document4 pagesGreenhouse Effect Experiment Lab 1api-320549212100% (1)
- Topic 4. Biodiversity and Its Conservation (6 Marks) : Q. No. Option I Option II Option III Option IV Answer KeyDocument2 pagesTopic 4. Biodiversity and Its Conservation (6 Marks) : Q. No. Option I Option II Option III Option IV Answer KeysakshiNo ratings yet
- Secrets of the Millionaire Mind: Mastering the Inner Game of WealthFrom EverandSecrets of the Millionaire Mind: Mastering the Inner Game of WealthRating: 4.5 out of 5 stars4.5/5 (197)
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- Proof of Heaven: A Neurosurgeon's Journey into the AfterlifeFrom EverandProof of Heaven: A Neurosurgeon's Journey into the AfterlifeRating: 3.5 out of 5 stars3.5/5 (165)
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Sodium Bicarbonate: Nature's Unique First Aid RemedyFrom EverandSodium Bicarbonate: Nature's Unique First Aid RemedyRating: 5 out of 5 stars5/5 (21)
- The Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookNo ratings yet
- Practical Reservoir Engineering and CharacterizationFrom EverandPractical Reservoir Engineering and CharacterizationRating: 4.5 out of 5 stars4.5/5 (3)
- Water-Based Paint Formulations, Vol. 3From EverandWater-Based Paint Formulations, Vol. 3Rating: 4.5 out of 5 stars4.5/5 (6)
- Pharmaceutical Blending and MixingFrom EverandPharmaceutical Blending and MixingP. J. CullenRating: 5 out of 5 stars5/5 (1)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesFrom EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesRating: 4 out of 5 stars4/5 (2)
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNo ratings yet
- Phase Equilibria in Chemical EngineeringFrom EverandPhase Equilibria in Chemical EngineeringRating: 4 out of 5 stars4/5 (11)
- Operational Excellence: Journey to Creating Sustainable ValueFrom EverandOperational Excellence: Journey to Creating Sustainable ValueNo ratings yet
- The HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesFrom EverandThe HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesNo ratings yet
- Bow Ties in Risk Management: A Concept Book for Process SafetyFrom EverandBow Ties in Risk Management: A Concept Book for Process SafetyNo ratings yet