You might also like
- Vanlongle CVDocument3 pagesVanlongle CVmonsterh5No ratings yet
- Introduction To FT N 95Document45 pagesIntroduction To FT N 95Guilherme Leal0% (1)
- Research Development and Industrial Application of Heat Pipe TechnologyDocument13 pagesResearch Development and Industrial Application of Heat Pipe Technologymonsterh5No ratings yet
- 1970-Petukhov - Heat Transfer and Friction in Turbulent Pipe Flow With Variable Physical PropertiesDocument62 pages1970-Petukhov - Heat Transfer and Friction in Turbulent Pipe Flow With Variable Physical Propertiesmonsterh5No ratings yet
- Modeling and Optimization of A Binary Geothermal Power PlantDocument17 pagesModeling and Optimization of A Binary Geothermal Power Plantmonsterh5No ratings yet
- A Combined Power Cooling CycleDocument14 pagesA Combined Power Cooling Cyclegogosar1No ratings yet
- Energy and Exergy Analysis of A Geothermal Power Station With Two-Phase Closed Thermosyphon System in An Organic Rankine CycleDocument11 pagesEnergy and Exergy Analysis of A Geothermal Power Station With Two-Phase Closed Thermosyphon System in An Organic Rankine CycleIJAET JournalNo ratings yet
- 2011 10 RepettiDocument59 pages2011 10 Repettimonsterh5No ratings yet
- Athukorala ThesisDocument72 pagesAthukorala Thesismonsterh5No ratings yet
- Qureshi 2014Document9 pagesQureshi 2014monsterh5No ratings yet
- Study Levelized Cost of Electricity Renewable Energies enDocument28 pagesStudy Levelized Cost of Electricity Renewable Energies enmonsterh5No ratings yet
- OPTIMIZING LOW-TEMPERATURE ORCSDocument14 pagesOPTIMIZING LOW-TEMPERATURE ORCSmonsterh5No ratings yet
- Wolverine Engineering Data Book IIDocument7 pagesWolverine Engineering Data Book IISreedhar BabuNo ratings yet
- Pro 3 AMines V1Document4 pagesPro 3 AMines V1monsterh5No ratings yet
- Powerpoint Presentation Skills For ScientistsDocument17 pagesPowerpoint Presentation Skills For Scientistsmonsterh5No ratings yet
- Instructions For Installing and Using EES - AppDocument13 pagesInstructions For Installing and Using EES - Appmonsterh5No ratings yet
- Wolverine Heat Transfer Data Book IIIDocument0 pagesWolverine Heat Transfer Data Book IIImonsterh5No ratings yet
- Application of Supercritical Fluids in Power EngineeringDocument9 pagesApplication of Supercritical Fluids in Power Engineeringmonsterh5No ratings yet
- Powerpoint GuidelinesDocument60 pagesPowerpoint Guidelinesmonsterh5No ratings yet
- Method of Optimizing Performance of Rankine Cycle Power Plants - US4358930Document17 pagesMethod of Optimizing Performance of Rankine Cycle Power Plants - US4358930monsterh5No ratings yet
- U.S General Replacement GuideDocument4 pagesU.S General Replacement Guidemonsterh5No ratings yet
- A Key Review On Exergetic Analysis and Assessment of Renewable Energy Resources For A Sustainable FutureDocument69 pagesA Key Review On Exergetic Analysis and Assessment of Renewable Energy Resources For A Sustainable Futuremonsterh5No ratings yet
- IEA - Key World Energy StatisticsDocument82 pagesIEA - Key World Energy Statisticsrryan123123No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Ae6401 AerodynamicsDocument2 pagesAe6401 AerodynamicsShankar NayakNo ratings yet
- Zam Tech Brochure PDFDocument60 pagesZam Tech Brochure PDFTowkir AhmmadNo ratings yet
- Letlok Tube Fitting Catalog 2017Document94 pagesLetlok Tube Fitting Catalog 2017chipulinoNo ratings yet
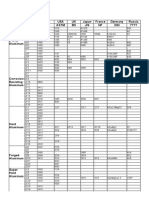
- China (GB) USA UK Japan France Germany Russia Old New Astm BS JIS NF DIN ????Document2 pagesChina (GB) USA UK Japan France Germany Russia Old New Astm BS JIS NF DIN ????payara111No ratings yet
- Lecture6 PDFDocument9 pagesLecture6 PDFsantanuNo ratings yet
- DAIKIN VAM VRV HVE ModelDocument5 pagesDAIKIN VAM VRV HVE ModelPads PrietoNo ratings yet
- DBR PDFDocument7 pagesDBR PDFrajeev shahNo ratings yet
- Design and Analysis of Reinforced Concrete Multistory Commercial Building Using Aci-318 Metric Manually and Extensive Design by Robot AnalysisDocument178 pagesDesign and Analysis of Reinforced Concrete Multistory Commercial Building Using Aci-318 Metric Manually and Extensive Design by Robot AnalysisAbdul Azeem Baig100% (2)
- ME - 312, HMT-week 11Document21 pagesME - 312, HMT-week 11Qazi MaazNo ratings yet
- Snap-Fit Design ManualDocument21 pagesSnap-Fit Design ManualAxel DominiqueNo ratings yet
- Construction of 2 Storey Multi Purpose Building - TS Cruz Ville Subdivision - KaligayahanDocument53 pagesConstruction of 2 Storey Multi Purpose Building - TS Cruz Ville Subdivision - KaligayahanBobbles D LittlelionNo ratings yet
- 26 418Document6 pages26 418ari_prasNo ratings yet
- ME306 Advanced Manufacturing Technology, September 2020Document2 pagesME306 Advanced Manufacturing Technology, September 2020samnoon muadNo ratings yet
- Classification of Heat ExchangersDocument12 pagesClassification of Heat Exchangersvishal samundreNo ratings yet
- Singly Reinforced BeamsDocument15 pagesSingly Reinforced BeamsRhea Michelle Caballero100% (3)
- 415b - Universal Locking SystemDocument29 pages415b - Universal Locking SystemAbish KhanNo ratings yet
- Incinerator VentilationDocument33 pagesIncinerator VentilationRevati shindeNo ratings yet
- Annual Repair Schedule Draft 4sept2012Document6 pagesAnnual Repair Schedule Draft 4sept2012keithmontpvtNo ratings yet
- Flextures Hourglass PivotDocument2 pagesFlextures Hourglass PivotReyginald MarronNo ratings yet
- GE Circuit Breaker EnclosuresDocument8 pagesGE Circuit Breaker Enclosuresdiscovery198No ratings yet
- LAI e HO (2012) - Behaviour of Uni Axially Loaded Concrete Filled Steel Tube Columns Confined byDocument24 pagesLAI e HO (2012) - Behaviour of Uni Axially Loaded Concrete Filled Steel Tube Columns Confined byRenata MartiniNo ratings yet
- 74-014 Duplex-Superduplex Ss Pipe To Astm A790 2020Document13 pages74-014 Duplex-Superduplex Ss Pipe To Astm A790 2020kuttub28No ratings yet
- Electrical TerminologiesDocument11 pagesElectrical TerminologiesVincent Ganasi LipawenNo ratings yet
- Shell Balances in Fluid Mechanics PDFDocument12 pagesShell Balances in Fluid Mechanics PDFgoogley71No ratings yet
- My Lecturenozle - NewDocument10 pagesMy Lecturenozle - NewSafaa Hameed Al NaseryNo ratings yet
- Drum Handlingstorage Installation GuidelineDocument12 pagesDrum Handlingstorage Installation GuidelineShubham Baderiya100% (1)
- Cat Filtrazione 2017 enDocument80 pagesCat Filtrazione 2017 enTed ThomsonNo ratings yet
- Save Time and Cost With Mod Code 429 Space Grade Micro-D's: A B C D E F G H J K L M N P QDocument4 pagesSave Time and Cost With Mod Code 429 Space Grade Micro-D's: A B C D E F G H J K L M N P QRoad BlasterNo ratings yet
- 20 HVACR Troubleshooting Problems Volume 2 PDFDocument63 pages20 HVACR Troubleshooting Problems Volume 2 PDFWaseem MuhammadNo ratings yet
- Climbing Formwork: Instructions For Assembly and Use - Standard Confi GurationDocument92 pagesClimbing Formwork: Instructions For Assembly and Use - Standard Confi Gurationsyaiful bahtiarNo ratings yet