You might also like
- TAG BrochureDocument12 pagesTAG BrochureRamphani NunnaNo ratings yet
- SIP5 APN 037 - Selection of SIPROTEC5 Device With PMU Functionality PDFDocument18 pagesSIP5 APN 037 - Selection of SIPROTEC5 Device With PMU Functionality PDFChintanPandyaNo ratings yet
- Roles of PMUs in Wide Area Monitoring and ControlDocument22 pagesRoles of PMUs in Wide Area Monitoring and ControlbinodeNo ratings yet
- Ard Sheet 1 Sem 6Document1 pageArd Sheet 1 Sem 6Sandip SharmaNo ratings yet
- Insulation Level and Clearances For 230 KV Air Insulated SubstationDocument6 pagesInsulation Level and Clearances For 230 KV Air Insulated SubstationAlexandre Pereira100% (1)
- 220kV EHV Cable TrenchesDocument1 page220kV EHV Cable TrenchesSiva Manasulo Sailu100% (1)
- Surge Arrestor SelectionDocument24 pagesSurge Arrestor SelectionAdetunji TaiwoNo ratings yet
- Is 13235.1991 PDFDocument32 pagesIs 13235.1991 PDFAnil MarturiNo ratings yet
- Standard Technical Specification 1657263134Document156 pagesStandard Technical Specification 1657263134BAWA ALEXNo ratings yet
- 2019 CIGRE-IEC 2019 ConferenceDocument10 pages2019 CIGRE-IEC 2019 ConferencetdropulicNo ratings yet
- Cable OpgwDocument6 pagesCable OpgwJose Cisneros ManchegoNo ratings yet
- CIGRE 2008 A3-207 Int ArcDocument10 pagesCIGRE 2008 A3-207 Int Arcdes1982No ratings yet
- AC Transmission Line LossesDocument8 pagesAC Transmission Line LossesThakur YogendraNo ratings yet
- EHV Cable SystemDocument34 pagesEHV Cable SystemsajuaanalsaNo ratings yet
- Polymer InsulatorsDocument34 pagesPolymer InsulatorsAbraiz Khan KhattakNo ratings yet
- Conferencia CIGRE - IEC 2019 en EHV y UHV (AC y DC)Document11 pagesConferencia CIGRE - IEC 2019 en EHV y UHV (AC y DC)Byron CabreraNo ratings yet
- Transmission Catalog 8-13 PDFDocument444 pagesTransmission Catalog 8-13 PDFMiguel Angel Chero PantaNo ratings yet
- Pre Qualificaion1Document16 pagesPre Qualificaion1Mahmoud YahyaNo ratings yet
- 400kv 404 Line Bay Cable SchduleDocument31 pages400kv 404 Line Bay Cable SchdulemanishNo ratings yet
- Cu Lugs FerrulesDocument11 pagesCu Lugs FerrulesSreekanth RaveendranNo ratings yet
- ANSI C50 10 1990 Rotating Synchronous MachinesDocument17 pagesANSI C50 10 1990 Rotating Synchronous MachinesJhon agapitoNo ratings yet
- Caledoniana HT CableDocument100 pagesCaledoniana HT Cable1382aceNo ratings yet
- Tech Report Alu Tub Busbars For HV SubDocument5 pagesTech Report Alu Tub Busbars For HV SuberutefauikaNo ratings yet
- Brochure Shunt and Series ReactorsDocument16 pagesBrochure Shunt and Series ReactorsMuhammad Al Roshady Said100% (1)
- 303 Revision of Qualification Procedures For HV and EHV AC Extruded Underground Cable SystemsDocument92 pages303 Revision of Qualification Procedures For HV and EHV AC Extruded Underground Cable SystemsepriNo ratings yet
- NTDC Requirement For 132kV & 220kV GridsDocument8 pagesNTDC Requirement For 132kV & 220kV GridsmuzammiliqbalNo ratings yet
- Transformer Transportation Damage, A Case Presentation of A Low Impact EventDocument12 pagesTransformer Transportation Damage, A Case Presentation of A Low Impact EventbenlahnecheNo ratings yet
- HVDC Rihand 500KVDocument6 pagesHVDC Rihand 500KVpremredNo ratings yet
- OPGW Datasheet NEXANDocument2 pagesOPGW Datasheet NEXANCarlos L. OyuelaNo ratings yet
- Cigre Study Committee Minutes 2010 100510id31ver108Document233 pagesCigre Study Committee Minutes 2010 100510id31ver108Julio VergaraNo ratings yet
- HV EHV CablesDocument44 pagesHV EHV CablesEngr. Mehadi Hassan NahidNo ratings yet
- Ducab HV Catalogue 2018 01 PDFDocument12 pagesDucab HV Catalogue 2018 01 PDFMohammed ShoaibNo ratings yet
- Pfisterer Overhead Line Insulators Silicone InsulatorsDocument20 pagesPfisterer Overhead Line Insulators Silicone InsulatorsthangbinhbkNo ratings yet
- Tricks For Cable Accessories InstallationDocument30 pagesTricks For Cable Accessories InstallationcxfuentesNo ratings yet
- Substation Engineer CVDocument8 pagesSubstation Engineer CVSyed Zuber AhmedNo ratings yet
- Aerial Bundled Conductor Solutions: Product CatalogDocument44 pagesAerial Bundled Conductor Solutions: Product CatalogNimish TaterhNo ratings yet
- Terzija-Koglin2001 Article ANewApproachToArcResistanceCalDocument6 pagesTerzija-Koglin2001 Article ANewApproachToArcResistanceCalAndres Vergara100% (1)
- Nexans 500 KV CableDocument22 pagesNexans 500 KV CableFiras Atwan100% (1)
- HV DC PrysmianDocument32 pagesHV DC PrysmianFiras AtwanNo ratings yet
- A 3Document51 pagesA 3janpol_uniNo ratings yet
- Generic Specification: Optical Ground Wire Cables (OPGW) For Installation On High Voltage Power LinesDocument15 pagesGeneric Specification: Optical Ground Wire Cables (OPGW) For Installation On High Voltage Power LinesKy TaNo ratings yet
- Doha Cables Profile 2015Document15 pagesDoha Cables Profile 2015Ahmed Farouk100% (1)
- Post & Disc Insulator and Hardware FittingsDocument14 pagesPost & Disc Insulator and Hardware FittingsPritam SinghNo ratings yet
- Summary of Type Tests and Documentation For Arrester Type PEXLIM Q-Y LAK 7963 Rev 3 Pphc/AkbDocument1 pageSummary of Type Tests and Documentation For Arrester Type PEXLIM Q-Y LAK 7963 Rev 3 Pphc/AkbLuis AndradeNo ratings yet
- Single-Conductor Cables in Parallel - Wu, Alex Y.Document19 pagesSingle-Conductor Cables in Parallel - Wu, Alex Y.eero.ylistalo100% (1)
- Positive and Zero Sequence Impedance of Cable - Voltage DisturbanceDocument6 pagesPositive and Zero Sequence Impedance of Cable - Voltage DisturbanceshuwingNo ratings yet
- Basic Insulation LevelpdfDocument2 pagesBasic Insulation LevelpdfsimplekumariNo ratings yet
- Future of HVDC Power Grid in Europe Technology Forecast: WM0908TU - Technics and FutureDocument12 pagesFuture of HVDC Power Grid in Europe Technology Forecast: WM0908TU - Technics and FutureMehul TandelNo ratings yet
- Abb Lightning Portection SystemDocument52 pagesAbb Lightning Portection SystemMuddassir NiazNo ratings yet
- Technical Paper - M.Hassan Ejaz - Switching Transient of EHV Shunt ReactorDocument12 pagesTechnical Paper - M.Hassan Ejaz - Switching Transient of EHV Shunt ReactorHassan EjazNo ratings yet
- PDFDocument382 pagesPDFEdu Daryl MacerenNo ratings yet
- Cigre 029 Ultra-High-Voltage PDFDocument88 pagesCigre 029 Ultra-High-Voltage PDFMarcosGodoyPereyraNo ratings yet
- Estimation and Analysis of VFTO in 420kV Gas Insulated SubstationDocument8 pagesEstimation and Analysis of VFTO in 420kV Gas Insulated SubstationboopelectraNo ratings yet
- Technical Standards For Connectivity To The Grid (CEA)Document14 pagesTechnical Standards For Connectivity To The Grid (CEA)Sanjay RoutNo ratings yet
- Catalogue of EHV CablesDocument27 pagesCatalogue of EHV Cablessreenivasreddi_bNo ratings yet
- XLPE CableDocument44 pagesXLPE CablescribdkkkNo ratings yet
- Cci Ehv CableDocument27 pagesCci Ehv Cableswagata12345No ratings yet
- XLPEDocument27 pagesXLPEGatawaFNo ratings yet
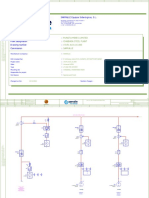
- 19191.6101.01.000 LF MCC Single Line DiagramDocument5 pages19191.6101.01.000 LF MCC Single Line DiagramSOUMENNo ratings yet
- 19191.6101.04.000 - PLC Network DiagramDocument1 page19191.6101.04.000 - PLC Network DiagramSOUMENNo ratings yet
- Com Statement (HT APFC22 - 02)Document2 pagesCom Statement (HT APFC22 - 02)SOUMENNo ratings yet
- Com Statement (Battey Charger)Document2 pagesCom Statement (Battey Charger)SOUMENNo ratings yet
- LRF-3 Transformer Comparision (SMS-1)Document2 pagesLRF-3 Transformer Comparision (SMS-1)SOUMENNo ratings yet
- 19191.6106.01.000 Fes MCC Single Line DiagramDocument3 pages19191.6106.01.000 Fes MCC Single Line DiagramSOUMENNo ratings yet
- 1711-19191-11-Scope of Supply R1Document13 pages1711-19191-11-Scope of Supply R1SOUMENNo ratings yet
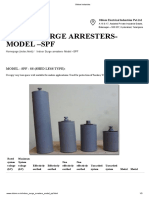
- Indoor Surge Arresters-Model - SPFDocument3 pagesIndoor Surge Arresters-Model - SPFSOUMENNo ratings yet
- SIEMENS Motor PDFDocument45 pagesSIEMENS Motor PDFDaniel Dani DinaNo ratings yet
- Teaching Application FormDocument5 pagesTeaching Application FormSOUMENNo ratings yet
- Marathon Electric Motors (India) Limited: Rotating Machines Industrial Products UnitDocument3 pagesMarathon Electric Motors (India) Limited: Rotating Machines Industrial Products UnitSOUMENNo ratings yet
- Indoor Surge Arresters-Model - SPFDocument3 pagesIndoor Surge Arresters-Model - SPFSOUMENNo ratings yet
- Marathon Century Catalog Form MB0030E PDFDocument318 pagesMarathon Century Catalog Form MB0030E PDFSOUMENNo ratings yet
- Acdb Ga Rev 0 30.12.2017Document2 pagesAcdb Ga Rev 0 30.12.2017SOUMENNo ratings yet
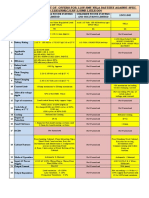
- Minimum Electrical ClearenceDocument7 pagesMinimum Electrical ClearenceRa HulNo ratings yet
- Furnace Room MCC A Ga Rev 0 30.12.2017 1Document2 pagesFurnace Room MCC A Ga Rev 0 30.12.2017 1SOUMENNo ratings yet
- Gemscab HT-XLPEDocument19 pagesGemscab HT-XLPE4usangeetNo ratings yet
- O,,,Rtrwj: Crane Functional Test Report at No Load ConditionDocument1 pageO,,,Rtrwj: Crane Functional Test Report at No Load ConditionSOUMENNo ratings yet
- GA System ConfigDocument8 pagesGA System ConfigSOUMENNo ratings yet
- Gemscab LT-XLPE PDFDocument16 pagesGemscab LT-XLPE PDFSOUMENNo ratings yet
- O,,,Rtrwj: Crane Functional Test Report at No Load ConditionDocument1 pageO,,,Rtrwj: Crane Functional Test Report at No Load ConditionSOUMENNo ratings yet
- Demand Factor Diversity Factor Utilizat..Document18 pagesDemand Factor Diversity Factor Utilizat..SOUMENNo ratings yet
- Customer DRG 3MVA R0Document9 pagesCustomer DRG 3MVA R0SOUMENNo ratings yet
- 14 400 220 66KV GIS R3 Feb13 PDFDocument63 pages14 400 220 66KV GIS R3 Feb13 PDFSOUMENNo ratings yet
- 6/14/02 Chapter 10: Short Circuit Fault Calculations 1/10Document10 pages6/14/02 Chapter 10: Short Circuit Fault Calculations 1/10Balan DanielNo ratings yet
- 023 EOQ FP - Cienciala Jiri - B1Document30 pages023 EOQ FP - Cienciala Jiri - B1SOUMENNo ratings yet
- 03 Final Technical Specification For 63 100 KVA 109Document47 pages03 Final Technical Specification For 63 100 KVA 109SOUMENNo ratings yet
- 500kw XmerDocument2 pages500kw XmerSOUMENNo ratings yet
- UniGear ZS1Document8 pagesUniGear ZS1SOUMENNo ratings yet
- 8.1375E Wire Rod and BarDocument0 pages8.1375E Wire Rod and BarSOUMENNo ratings yet
- Electric Circuits Analysis 1 - With Page NumbersDocument15 pagesElectric Circuits Analysis 1 - With Page Numberskenneth1195No ratings yet
- Nexans 500 KV CableDocument22 pagesNexans 500 KV CableFiras Atwan100% (1)
- Computer Science SyllabusDocument16 pagesComputer Science SyllabusAR OFFICIALNo ratings yet
- CPA System REST API Specification 3.5.7Document121 pagesCPA System REST API Specification 3.5.7demuziovarioxf.syw.240.0No ratings yet
- Windows 8.1 Error.Document2 pagesWindows 8.1 Error.comenbabyNo ratings yet
- 10 ProgrammingParadigmsDocument48 pages10 ProgrammingParadigmsHải TrầnNo ratings yet
- ATV320 Getting Started EN NVE21763 02Document4 pagesATV320 Getting Started EN NVE21763 02Berkah Jaya PanelNo ratings yet
- Fortios v7.0.0 Release NotesDocument91 pagesFortios v7.0.0 Release NotesSandro Henrique de OliveiraNo ratings yet
- Car LiftDocument4 pagesCar LiftIrshad KhanNo ratings yet
- COMPTIA A+ CORE 1 (220-1001) EXAM Chapter 17: Display TechnologiesDocument2 pagesCOMPTIA A+ CORE 1 (220-1001) EXAM Chapter 17: Display TechnologiesBhushan KingeNo ratings yet
- HW2 - TCMT - Nhóm ADocument4 pagesHW2 - TCMT - Nhóm ALớp 18DT3 DUT - Bách Khoa Đà NẵngNo ratings yet
- Single Stage Rotary: World Class Efficiency ReliabilityDocument5 pagesSingle Stage Rotary: World Class Efficiency ReliabilitySyed Arham MurtazaNo ratings yet
- CV - en - Rui GonçalvesDocument3 pagesCV - en - Rui GonçalvesRui GonçalvesNo ratings yet
- Vita Vpad Easy: Operating ManualDocument26 pagesVita Vpad Easy: Operating ManualmrahNo ratings yet
- Integrated Logistics Management - An Opportunity For Met A HeuristicsDocument27 pagesIntegrated Logistics Management - An Opportunity For Met A HeuristicsRai Waqas Azfar KhanNo ratings yet
- Presentation On: Travelling Wave Tube Course Code:EEE 3208 CourseDocument12 pagesPresentation On: Travelling Wave Tube Course Code:EEE 3208 Coursesanjida jahanNo ratings yet
- Labsheet#2 - Erd (Amirafatiha Kct15005)Document4 pagesLabsheet#2 - Erd (Amirafatiha Kct15005)Amira EiraNo ratings yet
- STRG6653 PDFDocument8 pagesSTRG6653 PDFAman MobilesNo ratings yet
- APEX Connector S 187EO 132 2Document67 pagesAPEX Connector S 187EO 132 2sunhuynhNo ratings yet
- 1.1reliability and IntegrityDocument5 pages1.1reliability and IntegrityZakariah Alrababa'hNo ratings yet
- TM 11-5820-919-40-2 - Radio - Set - AN - PRC-104 - 1986 PDFDocument106 pagesTM 11-5820-919-40-2 - Radio - Set - AN - PRC-104 - 1986 PDFWurzel1946No ratings yet
- Anna University Chennai - 25, Examination Attendance SheetDocument35 pagesAnna University Chennai - 25, Examination Attendance SheetfunhemuNo ratings yet
- Model 356la Dynamic Signal Analyzer Operating Manual: Hewlett PackardDocument212 pagesModel 356la Dynamic Signal Analyzer Operating Manual: Hewlett Packardtoan04No ratings yet
- DLKDocument144 pagesDLKJUAN CARLOS PAZNo ratings yet
- Proxy Exams Being Cert-1Document4 pagesProxy Exams Being Cert-1Bryan GoetzNo ratings yet
- Next Generation Network Addressing SolutionsDocument318 pagesNext Generation Network Addressing SolutionspvsairamNo ratings yet
- Cisco Next-Generation Security Solutions All-In-One Cisco ASA Firepower Services, NGIPS, and AMPDocument547 pagesCisco Next-Generation Security Solutions All-In-One Cisco ASA Firepower Services, NGIPS, and AMProdion86% (7)
- Actron Digital Multimeter cp7676 Manual de UsuarioDocument72 pagesActron Digital Multimeter cp7676 Manual de UsuarioManuel OrtizNo ratings yet
- DH7 OsDocument2 pagesDH7 OsSampalau AnglerNo ratings yet
- IRM IT Knowledge Topic - RPADocument9 pagesIRM IT Knowledge Topic - RPAJoel Colquepisco EspinozaNo ratings yet