Professional Documents
Culture Documents
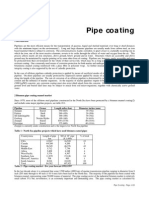
Pipeline Coatings May 2012
Uploaded by
mabrouk2013Original Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Pipeline Coatings May 2012
Uploaded by
mabrouk2013Copyright:
Available Formats
MAY 2012
The drivers for pipeline deMAnd
AcousTic MoniToring Techniques
reviewing pipeline coATing 2012
An in-depTh look AT nord sTreAM
Quality mobile pipe coating anywhere in the world
Anti-corrosion and fow assurance
Brigden
is our innovative modular,
mobile plant capable of applying our
full range of anti-corrosion and fow
assurance coatings.
Protection and weight
We can set up our mobile concrete coating
plants close to your project, signifcantly
reducing logistics cost associated with
heavy concrete coated pipe.
Field joints
Our feld joint coating solutions ensure
the high consistency and quality that are
critical to the long-term integrity of your
pipeline system.
ShawCor when you need to be sure
shawcor.com brederoshaw.com
Copyright Applied Market Information. No part may be reproduced without the prior written permission of the publisher.
Coming next issue
Field jointing systems Coating technology Standards and testing End preparation
Click here to make sure you get your copy
Applied Market Information Ltd
AMI House, 45-47 Stokes Croft,
Bristol, BS1 3QP, United Kingdom
Tel:+44 (0)117 924 9442
Fax:+44 (0)117 989 2128
www.amiplastics.com
04 Industry News
11 The future outlook for oil and gas pipelines
AMIs pipeline specialist Noru Tsalic takes a look at the future for oil and gas
production and discusses the implications for the pipeline coating industry.
18 Berry delivers for UKs deepest gas feld
With more than 23,000 joints, Totals Laggan-Tormore pipelines represent the biggest
contract to date for Berry CPGs Covalence HTLP-PP heat shrink FJC system.
21 Nord Stream puts fnal pipe in place
The fnal pipe has been laid in Nord Streams second pipeline under the Baltic Sea.
Pipeline Coating takes a look at how the project was planned and managed (cover story).
27 Pipeline conference puts innovation in spotlight
AMIs fourth Pipeline Coating conference took place in Vienna earlier this year,
providing a forum to explore the latest project, material and process innovations.
35 Acoustic techniques for in-situ coating monitoring
Gazprom Transgaz Ukhtas Yury Viktorovich Alexandrov explains the acoustic
monitoring technique the company is using on its 11,000km network of pipelines.
41 Taking the measure of defects
Early detection of coating defects and holidays is critical in preventing pipeline
corrosion. Elmed general manager Claudia Mense explains high voltage testing
options.
45 Insulation stretches deepwater limits
Trelleborg Offshore has developed a new elastomeric insulation system claimed to
provide improved performance in deepwater subsea oil exploration.
48 New product guide
contents
p
A
g
e
6
p
A
g
e
1
1
p
A
g
e
2
2
p
A
g
e
4
2
p
A
g
e
4
6
contact us
Head of business publishing: Andy Beevers E-mail: abe@amiplastics.com
Editor: Chris Smith E-mail: cs@amiplastics.com
Consulting editor: Noru Tsalic E-mail: nt@amiplastics.com
Designer: Nicola Crane
Advertisement manager: Claire Bishop E-mail: claire@amimagazines.com
Direct tel: +44 (0)20 8686 8139
May 2012 | PIPELINE COATING 3
PIPELINE COATING | May 2012 4
news
JW bought
by Sparus
Holdings
Problems in the pipeline for
Nabucco natural gas project
US-based Sparus Holdings
has acquired JWs Pipeline
Intergity Services business,
also based in the US, which
specialises in providing
corrosion inspection and
pipeline integrity services to
operators of oil and gas
pipelines.
JWs joins Sparus
Holdings three primary
subsidiaries together
serving the utility, trans-
mission and power
industries including
Southern Cross, which
employs a workforce of
more than 375 feld
technicians who perform
pipeline safety surveys and
inspection services to
natural gas and electric
utilities.
US pipelines stretch
more than 2.5 million miles
across the country with
about 80% used for gas
distribution, said Sean
Durkin, president of
Southern Cross Corpora-
tion. Recognising that a
large percentage of
pipelines are more than 60
years old, there is a
signifcant opportunity for
Southern Cross and JWs to
provide pipeline integrity
services including cathodic
protection and corrosion-
related services to the
industry as a whole.
Sparus Holdings is
owned by private equity
group Source Capital and
its management team.
www.sparusholdings.com
Shawcors Bredero Shaw
announced this month it has
secured a $45m from Apache
of Australia to provide pipeline
coatings and related services
for the Julimar Development.
The contract involves
coating 47km of 18-inch steel
pipe using a variety of coating
confgurations, including
three-layer PP, its proprietary
Thermotite fve-layer PP and
Hevicote concrete weight
coating.
Work on the project will
begin in the second quarter of
next year and will be carried
out at Bredero Shaws coating
facility at Kuantan in Malaysia.
The Julimar development is
Bredero Shaw secures
$45m Julimar contract
a joint venture between
Apache (65%) and the Kuwait
Foreign Petroleum Exploration
company (35%). It will supply
raw gas from the Julimar and
Brunello felds to Western
Australias Wheatstone project.
The project is the latest in a
series of new contracts secured
by Bredero Shaw this year.
In March the company won
a $30m contract from PearlOil
(Sebuku) to coat 240km of
14-inch diameter steel pipe for
the Ruby gas feld develop-
ment in Indonesia. The
development connects the
offshore gas feld to Totals
onshore facilities at Senipah
via a dedicated receiving
terminal at North Bontang.
The coating system is a
three-layer and asphalt enamel
construction with concrete
weighting and will be carried
out at Bredero Shaws Kuantan
and Kabil (Indonesia) facilities.
In February, the company
secured a $400m contract from
Mitsui for the Australian Ichthys
LNG project, involving coating of
889km of 42-inch pipe using
asphalt enamel and proprietary
Surefo internal coating and
Hevicote concrete weight
coating.
It will also be completed at
Bredero Shaws plants in
Indonesia and Malaysia.
www.brederoshaw.com
The future for the Nabucco
natural gas pipeline is looking
uncertain, according to reports
published in the past few
weeks by a number of news
sources.
Citing comments published
in the Hungarian Origo
newspaper, Dow Jones
reported that Hungarian prime
minister Viktor Orban (pictured
right) had said that MOL, the
Hungarian member of the
Nabucco implementing
consortium, is considering
selling its stake. Dow Jones
said MOL had confrmed
Orbans comments.
Earlier this month, Reuters
reported that Germanys RWE
is also reviewing its involve-
ment in the Nabucco Consor-
tium, in which it holds an equal
share with OMV of Austria,
FGSZ of Hungary, Transgaz of
Romania, Bulgarian
Energy,and Botas of Turkey.
The Nabucco pipeline
project was initially estab-
lished to reduce European
Union reliance on Russia for
natural gas. The 4,000km
pipeline is intended to import
gas from central Asia through
Turkey to Baumgarten in
Austria but to date no gas
supply deals have been
confrmed.
In mid-May the consortium
submitted a proposal for
construction of a Nabucco
West pipeline. This is a
modifed scheme that
proposes building a shortened
1,300 km pipeline that will run
from the Bulgarian/Turkish
border and transport gas from
Azerbaijan.
www.nabucco-pipeline.com
news
Indias Welspun Corporation is
investing $65m in an expansion
of its existing oil and gas pipe
production and coating plant at
Little Rock, Arkansas, US.
The company said it will
add production of smaller
diameter pipes in the range
from 6 to 20 inches to its
existing capability for produc-
tion and coating of large
diameter spiral pipe.
The investment will add
175,000 tonnes of capacity for
smaller diameter ERW
(electric resistance welded)
pipe to the facilitys existing
350,000 tonne large diameter
capacity and is expected to be
completed by March of next
year.
Welspun recently commis-
sioned a 350,000 tonne
capacity LSAW (longitudinal
submerged arc welded) pipe
plant at Anjar in India. It is also
in the process of expanding
capacity at its water pipe plant
at Mandya, also in India, by
50,000 tonnes to meet strong
local demand.
www.welspuncorp.com
Welspun invests
in US operation
Enterprise Projects and
Enbridge completed the
reversal this month of their
Seaway Pipeline venture in the
US, with the frst crude oil
transported from the Cushing
hub in Oklahoma to the Gulf
Coast refning centre near
Houston in Texas, according to
reports from Reuters.
The 700 mile Seaway
pipeline begins reversed
operation with a capacity of
150,000 barrels a day but a
number of pump station
additions and other modifca-
tions are expected to increase
this to 400,000 barrels a day by
early 2013.
www.seawaypipeline.com
Seaway reversed
Turkmenistan signed an
agreement to supply natural
gas to Pakistan and India
earlier this month via a
1,800km pipeline that is
planned to cross Afghanistan,
according to Reuters.
GAIL (India) and Pakistans
Inter State Gas System have
signed gas sales and purchase
agreements with Turkmeni-
stan to the supply up to 90m
m
3
of natural gas a day via the
TAPI (Turkmenistan-Afghani-
stan-Pakistan-India) natural
gas pipeline. Afghanistan also
signed a memorandum of
understanding on long-term
gas cooperation with Turk-
menistan.
The TAPI pipeline has been
under discussion for around 20
years and is backed by the
Philippines-based Asian
Development Bank.
www.adb.org
TAPI contract inked
PIPELINE COATING | May 2012 6
news
First Meja
deliveries
leave SAILs
Rourkela
Stopaq claims German patent win
Technip has secured a contract
to install a 160km pipeline in
the Pearl River Mouth Basin in
the China Sea linking the
Liwan 3-1 shallow water gas
platform to China National
Offshore Oil Corporations gas
plant at Gaolan.
Technips share of the
project, which in total includes
some 260km of pipeline,
covers the shallow water
sections, which will operate at
depths up to 70m.
The contract will be
completed by the end of the
year and will be managed from
India-based SAILs Rourkela
Steel Plant has commenced
delivery of the frst batches
of three-layer polyethylene
coated pipes for the Meja
1,320 MW thermal power
project, which is being
constructed in Uttar
Pradesh, according to The
Hindu Business news
service.
The project, a joint
venture between the
National Thermal Power
Corporation and Uttar
Pradesh Rajya Vidyut
Utpadan Nigam at Meja in
Allahabad district, involves
a total of 15,480 tonnes of
coated pipe worth INR60m
($1.1m).
SAILs RSP pipe coating
unit has been upgraded to
be able to produce the
42-inch diameter coated
steel pipes required for the
project.
www.sail.co.in
Netherlands-based Stopaq has
secured a frst instance ruling
in the Landgericht court in
Mannheim, Germany, that
Canusa CPSs Wrapid Bond
product line infringes its
antioxidant system patent.
The ruling states Canusa
must not offer or place its
Wrapid Bond product on the
market in Germany. It also
says the Canadian-headquar-
tered company, part of
Shawcor, must notify its
German customers that
Wrapid Bond products must
not be used for anti-corrosion
applications unless a licence is
acquired from Stopaq.
Stopaq manufactures a
range of visco-elastic anti-
corrision product solutions,
which are produced at two
facilities at Stadskanaal, in the
Netherlands, and Damman, in
Saudi Arabia. The products are
used in a variety of applica-
tions including pipeline
protection.
Canusa CPS vice president
and general manager Ron
Dunn told Pipeline Coating the
company plans to appeal the
German court decision.
Earlier this year, Stopaq
fled a request in the federal
court in Houston in the US for
a summary judgement on
whether the Viscotaq products
marketed in the US by Amcorr
Product and Services, which is
owned by Kleiss & Co of the
Netherlands, infringed its US
patents. That motion is
pending.
www.stopaq.com
www.canusa-cps.com
www.kleiss.nl
Technip to lay Chinese pipeline
Technips offces in Singapore
and its engineering offce at
Shekou in China. It will be laid
from Technips Global 1201
pipe laying vessel (pictured).
www.technip.com
Aegion coating for Shells Mars B
Aegion Corporation (formerly
Insituform Technologies) has
announced that its Bayou
subsidiary commenced coating
some 80 miles of steel pipeline
for the Shell Mars B deep
water development in January.
The contract covers 16-inch
and 18-inch diameter pipes
and involves internal coating,
FBE outer coating, concrete
weight coating and installation
of anode and buckle arrestors.
Located in the Gulf of
Mexico, Shells Mars B
development is located around
the companys Olympus
tension leg platform and will
export oil and gas to the West
Delta 143 hub, where it ties
into an existing pipeline
connecting to Fourchon in
Louisiana. It will produce the
equivalent of 100,000 barrels
of crude oil a day when it
begins operation in 2014
We look forward to this
opportunity to provide protective
coatings on this signifcant
project. Our logistics capabili-
ties in New Iberia, Louisiana,
which include the ability to
simultaneously load barges at
four sites, will enable us to
effectively manage this project,
said Dorwin Hawn, senior vice
president of Aegions Energy &
Mining Group.
www.aegion.com
If your coating fails who will notice rst?
For the out si de worl d i t s hard to understand
t he ex t r aor di nar y feat s of engi neer i ng t hat
take place to ensure the
safe i nstal l ati on and
operation of pipeline.
Val s par Pi pecl ad i s
specified globally with
conf i dence. Once a
pipeline is coated, your
r e put at i on i s s et i n
fusion-bonded epoxy.
Over the past fty years
weve coated enough
pi pel i ne to ci rcl e the
ear t h f i ve t i mes. The
wor l d knows t hat i f i t
matters, were on it.
Our coati ngs thri ve i n the
most brutal envi ronment s.
They withstand constant bombardment from the
elements. Underground they defy soil stress, bacteria,
fungus attacks, soil acids and alkalis. And
in other extremes they resist saltwater,
waste water, petrochemicals, solvents and
corrosive gases.
Our global reach and local technical
service and support guarantee batch-to-
batch consistency and quality. We partner
with coaters to achieve optimal application
on every job.
Today there are over one hundred
thousand miles of pipeline under
c o n s t r u c t i o n i n p r i s t i n e
environments around the world.
Together we wi l l make sure
they stay that way.
Learn about Valspar Pipeclad at
valsparprotectivecoatings.com
protecting pipeline around the world.
C
5
M Y K
INITIALS DATE
JOB # VGI120004 DATE 2.23.12
CLIENT
HEADLINE If your coating fails...
LIVE 7.5" x 10.5"
TRIM 7.75" x 10.75"
BLEED .125"
MEDIA MAGAZINE
COLOR CMYK
CD Brien S.
AD/DS Ben P.
CW Brad G.
AM Kate H./Bob B.
PM Patty T.
STAGE: CLIENT REVIEW
2012 Valspar Corporation
VGI120004_PipeSegmentAd 1 2/23/12 2:33 PM
news
India-based Essar Steel has
commissioned a new coating
plant capable of handling pipes
up to 100-inch (2.5m) diameter
at its Hazira mill (pictured).
The company says the new
coating plant investment has
been made to support two
recent contracts secured by
Essar Steel in the water
infrastructure sector from
Gujarat Water Infrastructure
and the Sardar Sarovar
Narmada Canal drinking water
supply project. The company
has secured orders for 80-inch
Essar commissions self-built
100-inch coating line at Hazira
and 92-inch pipes totalling
100,000 tonnes.
The Hazira facility was
already able to coat pipes up to
60-inch diameter. Essar Steel
says it designed and installed
Winn & Coales (Denso) Ltd
Denso House, Chapel Road, London SE27 OTR Tel: 0208 670 7511
Fax: 0208 761 2456 Email: mail@denso.net Web: www.denso.net
BS EN ISO 9001:2008
Established in 1883 - Over 125 Years Service to Industry
Leaders in Corrosion Prevention & Sealing Technology
Long-term Pipeline Coating
Solutions for Corrosion Control
A Member of Winn & Coales International
Researchers at the Massachu-
setts Institute of Technology
claim to have developed a new
technology for preventing
formation of fow restricting
frozen methane hydrates inside
subsea wells and pipelines.
Associate professor of
mechanical engineering at MIT
Kripa Varanasi says the team
believes the use of passive
coatings on the internal
surfaces of pipes that prevent
hydrate adhesion could
the new coating plant using its
own internal engineering
team, keeping costs down and
enabling the entire project to
be completed in one month
rather than the eight month
timeframe that would have
been required had it gone to an
external supplier.
Essar Steel is part of Indias
E17bn Essar Group, a
multinational conglomerate
with operations in more than
25 countries in steel, energy,
infrastructure and services.
www.essar.com
eliminate the need for external
heating or chemical additives.
A new study explains how,
by using a simple coating, the
team was able to reduce
hydrate adhesion in a pipe to
one-quarter of the amount on
untreated surfaces. They also
developed a test system that
provides a simple and
inexpensive way of searching
for even more effective
inhibitors.
http://web.mit.edu
MIT targets blockages
JMC Steel Group, which claims
to be the largest independent
steel tubular and structural
sections manufacturer in
North America, has agreed the
acquisition of Lakeside Steel, a
US-based steel tubing
manufacturer with a focus on
the oil sector.
This strategic acquisition
will dramatically increase our
capabilities and presence in
the energy pipe market, said
Barry Zekelman, executive
chairman of JMC Steel Group.
The energy pipe market has
signifcant growth potential.
www.jmcsteelgroup.com
JMC acquires Lakeside
18-20th February 2013
Austria Trend Hotel Savoyen, Vienna
Media supporter: Sponsored by: Organised by:
Applied Market
Information Ltd.
Pipeline Coating 2013
International conference on industry trends, research and markets
in pipe protection technology
I
m
a
g
e
s
c
o
u
r
t
e
s
y
o
f
:
B
r
e
d
e
r
o
S
h
a
w
a
n
d
C
a
n
u
s
a
S
y
s
t
e
m
s
Early Booking diSCountS availaBlE
If you are interested in attending, sponsoring or exhibiting at
Pipeline Coating 2013, please contact Sabine Prack sp@amiplastics.com
Tel: +44 117 9249442. We are able to offer a range of discounted early
registration rates and special deals for groups booking together.
More details of the conference can be seen on the web site click here.
Call for PaPErS
The Pipeline Coating programme will cover the latest market
developments, pipeline projects, materials and coating
technologies, performance in severe environments from subsea to
arctic and desert, alkaline and acid conditions, coating failure and
disbondment, interaction with cathodic protection, new pipelines
and specifcations, lifetime prediction, feld joint coating, and the
latest innovations. If you would like to present at this event,
please send a short summary of your presentation for consideration
to dr Sally Humphreys before the deadline of 20th July 2012
sh@amiplastics.com. Presentation slots are 25 minutes.
PIPELINE COATING | May 2012 10
news
BASF works
on Perma-
Pipe projects
Norwegian prime minister
Jens Stoltenberg offcially
opened the Technology Centre
Mongstad (TCM) earlier this
month, the frst industrial
scale carbon capture installa-
ConocoPhillips cuts funding for
Canadian Mackenzie gas project
Norway starts up worlds
frst industrial CCS plant
tion worldwide.
Carbon capture and storage
technology, if proven effective,
is likely to prove a major new
market for pipelines, which
will deliver CO
2
from the
capture sites to permanent
storage locations, such as
underground saline aquifers.
The TCM will trial two
carbon capture technologies:
Alstoms chilled ammonia
process and Aker Clean
Carbons amine technology.
Both are intended to capture
up to 85% of the CO
2
contained
in the fue gases from the
refnery cracker and CHP unit.
TCM is jointly owned by
Gassnova, Statoil, Shell and
Sasol and is designed to
capture 100,000 tonnes of CO
2
a year.
www.tcmda.com
ConocoPhillips has cut funding
for the proposed $16bn
Mackenzie pipeline project
intended to transport natural
gas from Canada to the US
citing low prices for the fuel,
according to Bloomberg.
The Mackenzie project was
intended to link three gas
felds in Canadas NorthWest
territories to a TransCanada
facility in Alberta. Aside from
ConocoPhillips, other partners
in the project include Exxon-
Mobil and Royal Dutch Shell.
The project is operated by
Imperial Oil.
In a statement, ConocoPhil-
lips said it had: elected to
suspend funding of the project
due to a continued decline in
market conditions and the lack
of acceptable commercial
terms.
The company expects to
record a non-cash impairment
of around $525 million
after-tax during the frst
quarter of 2012 as a result.
www.conocophillips.com
BASF said in March its
North American Poly-
urethane Solutions team
has been working with
US-based Perma-Pipe Oil
and Gas, under contract to
LLOG Exploration Company,
to supply glass syntactic
polyurethane (GSPU)
insulation used for the
Mandy and WHO DAT
subsea developments in the
Gulf of Mexico.
BASF supplied its
Elastoshore ZeroHg
technology to Perma-Pipe,
allowing it to apply its
Auto-Therm GSPU wet
insulation to fowlines,
risers, pipeline end
terminations (PLETS),
manifold, jumpers and
shrouds for the two subsea
developments, which
included more than 16
miles (26km), of 4 and
6-inch fowlines and risers
for the projects.
The WHO DAT deep
ocean feld is located in
Mississippi Canyon blocks
503 to 547 under 3,000 feet
(900m) of water. The feld
required 51,000 feet
(15.3km) of insulated
fowline and became
operational in December
2011.
The Mandy deep ocean
feld is located in Missis-
sippi Canyon Blocks 199 at
the same depth. It called for
31,000 feet (9.3km) of
insulated and started up in
April this year.
www.polyurethanes.basf.us
www.permapipe.com
Kobe Steel invests in Indias MAN
Japanese steel maker Kobe
Steel is to invest INR300m
($5.4m) to acquire a 3.28%
stake in Indian pipe maker
MAN Industries.
In a statement, the
companies said the investment
marks the beginning of a
technical and business
cooperation in the global steel
pipe market.
This is the frst of its kind
alliance in the world where a
Japanese plate/coil manufac-
turer and one of the leading
Indian pipe manufacturers
have joined hands to explore
the market potential. We are
very much excited with this
partnership, said MAN
Industries chairman R C
Mansukhani.
www.kobelco.co.jp
www.mangroup.com
May 2012 | PIPELINE COATING 11
Analysis | markets
In a study published in 2010, AMI Consulting estimated
the global market for steel pipe coating to be worth
around E5.0bn, with the vast majority of that coating
serving oil and gas pipelines. That raises an important
question: is such heavy dependence on oil and gas a
strength for the pipeline coating industry or should it be
considered a risk?
Certainly, over the last century oil and gas emerged
as humanitys main sources of energy and, as a
consequence, oil and gas reserves have become
extremely valuable (and much coveted) strategic
resources. To better understand the enormous
importance of these resources, let us consider that
between 1990 and 2010 the total value of oil and gas
consumed globally averaged some $4.0bn a day (at
2010 dollar rates). Huge funds have been and still are
The outlook for pipelines in the
future of oil and gas production
AMIs pipeline coating specialist Noru Tsalic takes a look at the
future for oil and gas production and discusses the
implications for the pipeline coating industry
being invested in locating, assessing, exploiting and
transporting these resources.
However, we also hear and read everyday about
humanitys quest to replace these fossil fuels with
renewable sources, to wean itself from its addiction to
oil and gas. Reserves are fnite and logic predicts that
they will run out one day. In addition, a large proportion
of the global reserves are in the hands of dictatorial and
often unstable regimes hence dependence on these
resources is fraught with supply risk and unsavoury
political consequences. Burning oil and gas also
releases carbon dioxide. Although these emissions are
less in the case of oil than for coal and even smaller
for gas this adds to the risk of global pollution and
climate change.
So what does this mean for the pipeline coating
PIPELINE COATING | May 2012 12
markets | Analysis
industry? This article aims to take a birds eye view of
the future of oil and gas in the coming decades and
examine the likely consequences for pipelines and pipe
coating. In the process, it may de-bunk a few widely
spread myths and show that whether we like it or not
reality is different from the perceptions created by
popularity-seeking politicians and sensationalist media.
Myth 1: Oil and gas is running out
On 14 June 2007, the UK daily newspaper The Inde-
pendent published an article that claimed: Scientists
challenge major review of global resources [of oil] and
warn that supplies will start to run out in four years
time. Such attention-grabbing headlines are far from
rare in todays media. But are they true?
As admitted already, all fossil resources (oil and gas
included) are fnite and will by defnition run out one
day. But is that day going to come in four years time?
Or, for that matter, in forty years time? Unlikely.
The most common way of assessing the risk of
running out of these crucial resources is to divide the
proven reserve by the current years production. The
number thus obtained is what the oil industry calls the
R/P ratio; it represents the number of years until
resources run out but assumes the current rate of
consumption is maintained and that no new reserves
are found (Figure 1).
In 1980, this key indicator stood at 29 years. That
meant that if no new reserves were found and the rate
of consumption was maintained at 1980 levels, the
world should have run out of oil around 2009. Obviously,
that catastrophic event did not occur. But interestingly,
by 2010 the R/P ratio stood at 46 years. This apparent
paradox has a very simple explanation: new reserves
are being found at a rate that equals and often exceeds
that of depletion of existing reserves.
This should not surprise us. Put simply, technologi-
cal developments enable us to locate and exploit
resources that were unreachable three decades ago,
while enhanced production techniques allow us to
extract more oil from existing felds than would have
been possible in the past.
And this is just the incremental effect of technologi-
cal progress, even before considering breakthrough
developments such as accessing the so-called uncon-
ventional reserves of oil and gas. In practice, however,
the exploitation of such unconventional resources is
either underway or being translated into concrete plans.
Extraction of oil from Canadian bituminous sands is
already well underway, although it only started in recent
years. This type of geological formation consists of
loose sand or partially consolidated sandstone naturally
mixed with clay and water and saturated with a dense
and extremely viscous form of petroleum technically
referred to as bitumen. Counting the crude extractable
from Canadian bituminous sands would increase the
current proven reserves of oil by more than 10%.
Currently, such unconventional reserves are only
exploited on a signifcant scale in Canada (Figure 3),
where they account for almost half of the national
production. However, large reserves have already been
identifed in Kazakhstan and Russia.
Next in line is shale gas. This type of unconventional
resource consists of natural gas (primarily methane)
trapped within a characteristic sedimentary rock called
shale. Modern extraction technology uses hydraulic
fracking injecting large volumes of water, sand and
chemicals under pressure to create extensive
fractures in the shale and allow the gas to escape. The
available reserves of shale gas are a matter of dispute
among experts as is the economic viability of extraction
(which is heavily dependent on the market price of natu-
Figure 1: r/P ratio For crude oil Source: BP
50
45
40
35
30
25
20
15
10
5
0
1980 1982 1984 1986 1988 1990 1992 1994 1996 1998 2000 2002 2004 2006 2008 2010
Y
e
a
r
s
Figure 2: 95% oF
the PiPe coating
revenue comeS
From the oil
and gaS SectorS
Gas 73%
Oil
22%
Water 5%
May 2012 | PIPELINE COATING 13
Analysis | markets
ral gas). What is indisputable, however, is that the
reserves are considerable and they completely change
the outlook in terms of future availability of gas.
Current estimates by the US Energy Information
Agency credit shale gas with around 25% of the total
reserves of gas on US territory. Although sporadically
exploited in the past, shale gas only started to be
produced on a signifcant scale a few years ago in the
US. In 2000, shale gas accounted for just 2% of the
national production of natural gas. By 2010, that share
had increased 12-fold (Figure 4). The largest exploitable
shale gas basin identifed so far is Marcellus in the
north-east of the US, but large reserves appear to be
available in various regions elsewhere in the world
(Figure 5).
An additional source of gas is coalbed methane
(CBM). This gas was formed by microorganisms and
was absorbed within the coal structure. In 2007, EIA
estimated the US proven reserves of coalbed methane
at 20 trillion cubic feet.
Tight oil is crude oil contained within shales with
relatively low permeability. It should not be confused
with shale oil; it is much lighter than the latter and
hence can be more easily and cheaply extracted. Global
reserves are currently estimated at around 300bn
barrels, equivalent to an additional 20% increase in total
oil reserves.
Additional unconventional reserves exist in the
form of tight gas, Arctic offshore oil, presalt deepwater
oil, oil shales, etc. These reserves are technically
available and whether they should be counted in
depends primarily on the price of crude. So, in sum-
mary, we are not running out of oil and gas. At least, not
yet and not for some decades to come. In fact, quite
the opposite is true: new sources are continually being
identifed and exploited.
Myth 2: Renewables will replace oil
On 28 July 2010, this time citing British politicians, The
Independent told its readers that new energy plans
would reduce UKs reliance on fossil fuels, although
the newspaper provided few details as to what that
reduction in reliance might actually be and exactly when
it was going to occur.
Of course, many efforts (and considerable fnancial
resources) are invested in developing renewable
sources of energy. Some of these new sources have
achieved fast growth, especially considering that they
started out from very low levels. But to believe that we
are moving away from fossil fuels is simply to ignore the
facts. Whether we like it or not, we are in fact consum-
ing more fossil fuel, not less (Figure 6). And not just in
absolute terms: the share of fossil fuels in the global
primary energy balance has actually grown from 87.2%
in 1998 to 87.8% in 2003 and to 88.2% in 2008.
The reasons for this are simple to analyse: the huge
thirst for energy from the newly emerged manufactur-
ing powerhouses (especially China and India) is unlikely
to be slackened by using fedgling new technologies. As
for the developed countries, politicians will, of course,
try to satisfy popular demand for cleaner energy. But,
faced with the competing needs to stimulate economic
growth and maintain levels of welfare spending, their
ability to revolutionise the energy sector is extremely
doubtful. Such a revolution would necessitate devoting
considerable resources over long periods of time, not
only to support technical development and implementa-
tion but also to ensure economic viability via direct or
indirect subsidies.
It could be argued that a more realistic way of
cleaning up the energy sector would be to increase
the use of oil and gas as a replacement for more
environmentally damaging coal. In 2010, coal still
Figure 3:
Canadas main
oil sand felds
PIPELINE COATING | May 2012 14
markets | Analysis
accounted for some 20% of the primary energy bill of
developed countries (OECD member states) and among
developing (non-OECD) countries accounted for around
35% of primary energy.
So the facts prove we are not replacing fossil fuels.
In fact, consumption of oil and gas is growing and could
actually accelerate as these relatively clean fuels
replace some of the coal (Figure 7).
Myth 3: Green will outweigh growth
Some truths are unpleasant but they are true neverthe-
less. It is an indisputable fact that, at the present time,
mankind does not have the technological and fnancial
means to both reduce the consumption of fossil fuels
and sustain economic growth. And, although techno-
logical breakthroughs are in principle possible, in
practice it is unlikely that this situation will radically
change anytime soon.
The reality is that if we want to signifcantly reduce
the consumption of oil and gas in the short and medium
term, we will have to reduce economic growth, espe-
cially in manufacturing. This is extremely unlikely to
happen. The fastest growth in emissions is registered in
the developing world. But it is precisely the developing
countries which are most in need of economic growth
to achieve socio-economic progress for their growing
populations. They are very unlikely to do anything that
might negatively affect their growth.
As for the developed countries, their economic
growth (however slow) is necessary to maintain their
economies fnancial health. Stagnant economies cause
fnancial havoc and will negatively affect the capability
of eventually developing and deploying solutions to the
energy-versus-emissions problem.
Even a cursory analysis of the many international
meetings which attempt to tackle the problem shows
that, while some steps have been taken, they fall far
short of what is needed if signifcant progress is to be
made. A comprehensive international agreement
remains elusive and in truth highly unlikely. Not only
are we not reducing CO
2
emissions but, if we discount
the effects of the economic crisis, they continue to grow.
So while the effects of CO
2
emissions are becoming
an area of increasing international concern, it is
extremely unlikely that this problem will be solved by
reducing economic growth.
The future for pipelines
The above analysis shows clearly that both the demand
and the supply of oil and gas are very unlikely to fall in
the coming two to three decades. In fact, demand for
gas is likely to grow, as it is increasingly seen as a
greener alternative, especially in comparison to coal.
Mankind will continue to need oil and gas for years
and decades to come. These resources will be exploited
figure 4: uS Natural gaS productioN, 1990-2035 Source: eia
figure 5: global Shale gaS reServeS Source: eia
figure 6:
growth iN
demaNd for
eNergy
foSSil fuel
vS. other
SourceS
Analysis | markets
from new areas, felds and sources (including uncon-
ventional) and will have to be transported to where the
energy is required, with pipelines often providing the
most effcient transport alternative.
The conclusion is that dependence on oil and gas
does not constitute a signifcant risk for pipeline-related
industries, such as pipe coating. In fact, such industries
should position themselves to beneft from additional
future opportunities.
Given that fossil fuels are still largely irreplaceable
as sources of energy, governments are likely to
increasingly consider alternative means of reducing
emissions. In this context, for instance, investments in
Carbon Capture and Storage (CCS) are becoming
increasingly likely. CCS is technically feasible and will
necessitate among other things, building a dedicated
network of pipelines for the gathering, transport and
injection of CO
2
.
Carbon Capture and Storage will no doubt feature
among the market opportunities and the technical
challenges which will be discussed at the Pipeline
Coating 2013 International Conference, which will take
place in Vienna, Austria in February 2013.
A call for papers has recently been issued.
About the author
Noru Tsalic is senior vice president at AMI Consulting and
is the author of the companys Pipe Coating Global Market
study. He can be contacted at nt@amiplastics.com
Figure 7: AnnuAl emissions oF cArbon dioxide resulting From
burning coAl, oil And gAs
1
5
5
8
9
-
1
2
1
8
09
-
3
ISO
EUROPE - AFRICA - RUSSIA - MIDDLE EAST - INDIA - CHINA - AUSTRALIA - CANADA - USA - MEXICO - SOUTH AMERICA
During the Middle Ages, Dutch merchants operated trade routes
throughout the famed Hanseatic League cities to bring their
innovative products to new markets. Today, centuries later, this
trading spirit lives on and Dutch innovation reaches new markets
across the globe.
STopAq is proud to be a part of this Dutch merchant heritage in
sharing worldwide the values of its unique visco-elastic Seal For
Life coatings systems. STopAqs proven technology is time, cost
and energy effcient, and it performs for Life. Do it Right, Do it once!
Seal for Life!
The STopaq solution:
- surface tolerant no blasting profle required; forgiving
with dust and chlorides
- adheres immediately and permanently to most any
surface, including PE, PP and FBE; adheres underwater
- no cathodic disbondment
- broad temperature range cold applied at very low
termperatures; 95C constant max operating temperature
- does not crack, become brittle, or break glass transition
minus 60C
- high soil stress resistance; no thermal stress coeffcient
- factory applied 2 layer systems
How a novel idea from Holland
wraps the coating world permanently
(above and under water)
D
E
F
E
N
D
E
D
P
A
T
E
N
T
S
S
U
C
C
ES
F
U
L
L
Y
powered by
1
5
5
8
9
-
1
2
1
8
09
-
3
ISO
EUROPE - AFRICA - RUSSIA - MIDDLE EAST - INDIA - CHINA - AUSTRALIA - CANADA - USA - MEXICO - SOUTH AMERICA
During the Middle Ages, Dutch merchants operated trade routes
throughout the famed Hanseatic League cities to bring their
innovative products to new markets. Today, centuries later, this
trading spirit lives on and Dutch innovation reaches new markets
across the globe.
STopAq is proud to be a part of this Dutch merchant heritage in
sharing worldwide the values of its unique visco-elastic Seal For
Life coatings systems. STopAqs proven technology is time, cost
and energy effcient, and it performs for Life. Do it Right, Do it once!
Seal for Life!
The STopaq solution:
- surface tolerant no blasting profle required; forgiving
with dust and chlorides
- adheres immediately and permanently to most any
surface, including PE, PP and FBE; adheres underwater
- no cathodic disbondment
- broad temperature range cold applied at very low
termperatures; 95C constant max operating temperature
- does not crack, become brittle, or break glass transition
minus 60C
- high soil stress resistance; no thermal stress coeffcient
- factory applied 2 layer systems
How a novel idea from Holland
wraps the coating world permanently
(above and under water)
D
E
F
E
N
D
E
D
P
A
T
E
N
T
S
S
U
C
C
ES
F
U
L
L
Y
powered by
PIPELINE COATING | May 2012 18
project | Laggan-Tormore
With more than 23,000 joints, Totals
Laggan-Tormore deepwater gas
pipelines represent the biggest contract
to date for Berry CPGs Covalence
HTLP-PP heat shink FJC system
Last year, Berry Corrosion Protection Group (CPG)
secured a contract to supply its Covalence HTLP-PP
feld joint coating (FJC) solution for the 2.5bn Total
Laggan-Tormore offshore gas project north of the UK. It
was the biggest contract to use Berry CPGs HTLP-PP
system since its introduction in 2008, comprising more
than 23,000 joints in all.
The Laggan and Tormore gas felds are located
around 125km north west of the Shetland Islands. The
scheme includes the installation of two six-slot
manifold templates - each measuring 40m long by 30m
wide and 21m tall - which will be tied into six production
wells. Four of the wells are in the Laggan feld and two
in Tormore. At up to 640m, the Laggan-Tormore felds
will be the deepest production felds in the UK.
The felds are connected to Totals new Shetland Gas
Plant by two 18-inch diameter fowlines each measur-
ing 143km in length. The fowpipes were supplied by
Corus and include an inner fow coating and three-layer
polypropylene external coating with concrete weighting.
For most of their length the fowlines run on the sea
bed. They will operate at a hydrostatic pressure of 60bar
and temperatures up to 96C.
Three-layer polyolefn coatings are widely specifed
for corrosion protection of oil and gas pipelines, with
three-layer polyethylene systems dominating the
market in Europe. However, Berry CPG says the past
decade has seen increasing uptake of three-layer
polypropylene coatings as a direct result of the more
demanding operating environments, which call for
better thermo-mechanical properties and higher long
term temperature resistance.
As a result, there has been a corresponding increase
in the specifcation and use of polypropylene-based
systems for feld joint coating (FJC). Berry CPG devel-
oped its Covalence HTLP-PP heat shrinkable sleeve
system for such applications. Launched in 2008, it has
already been used used for projects in the Middle East,
Asia and US, including the 3,400 joint Petrobras Chinook
project in the Gulf of Mexico, which Berry CPG says was
the largest single contract for the HTLP-PP system prior
to its winning the Laggan-Tormore scheme.
Total E&P UK and its contractor Allseas gave
approval for the use of the Covalence HTLP-PP system
on the Laggan-Tormore pipeline in the frst quarter of
2011. Pipe laying began in April of last year, with the
majority of the pipe lay completed in June. Altogether,
the fowline project comprised 23,116 feld joints.
The Total Laggan project is an important milestone
in our strategic offshore business plan, says Berry
CPG offshore business manager Neil Gill. There are
signifcant barriers to establishing a PP-based heat
shrink sleeve system. With HTLP-PP we address two
key points for a PP based FJC system: ease of installa-
tion for the contractor and long term heat ageing
Berry delivers for
UKs deepest gas feld
Above: laying
of the Laggan-
Tormore
pipeline in
progress from
the allseas
Audacia
May 2012 | PIPELINE COATING 19
Laggan-Tormore | project
performance, a key consideration for the end user.
The Covalence HTLP-PP system is a three-layer heat
shrink sleeve joint rated for use at up to 130C. The
system comprises a cross-linked heat shrinkable
polypropylene-based sleeve, high strength polypropyl-
ene-based adhesive, and a 100% solids-based liquid
epoxy primer.
Berry CPG worked with the Allseas feld joint team to
ensure the HTLP-PP system complied with Totals
performance specifcation - GS EP COR 420 revision 5.
Cathodic disbondment performance testing showed just
1mm of disbondment after 28 days at 96C. Adhesion
strength was also a key area of focus for the develop-
ment team, with the fnal system complying with the
ISO 21809-3 internal feld joint
coating standard.
Covalence HTLP-PP has
excellent long term ageing
performance characterised by
stringent tests such as the
former Shell hot water
immersion test of 100 days
immersed in tap water at 90C
followed by peel testing, says
Gill. Our adhesives are
designed to safeguard against
heat induced embrittlement,
and the peel strength actually
increases after heat aging
tests such as ISO 21809-3 or
EN12068.
The feld joint coating application procedure was
intended to make completion of each joint as fast and
trouble-free as possible. Each joint was cut back by
240mm before the cutback area and feld joint surfaces
were solvent cleaned in accordance with SSPC-SP1. The
steel surface was then blasted clean to SA2.5 and the
three-layer polypropylene coating abraded using a power
grinder to a length of 100mm on each side of the joint.
The prepared surfaces were then cleaned with dry
compressed air and thoroughly inspected before
pre-heating to a minimum of 75C using an induction
heating coil. The Covalence S1401 epoxy primer sup-
plied in pre-metered twin packs was then mixed and
applied to the surface and cured by induction heating
the surface of the pipe to 175-190C.
As soon as the epoxy cure was completed, the heat
shrink sleeve was positioned centrally on the girthweld
and the closure patch applied before the sleeve was
shrunk to the pipe dimensions using a propane torch.
The fully recovered sleeve was then post-heated at the
overlap of the PP pipe coating to ensure the adhesive
layer was fully bonded to the surface. Berry CPG
recommended the use of
a simple fnger test to
determine this if the
sleeve could be rolled
back from the pipe
coating at the edge it
indicated that the
adhesive had not bonded
suffciently and required
further heating.
Once a full bond had
been achieved but before
the adhesive solidifed,
the closure patch area
was pressurised using a silicone hand roller, working
from the weld bead to the sleeve ends to ensure any
trapped air was expelled from the joint. The fnal joint
was then inspected according to the inspection and test
plan (ITP) agreed with Allseas prior to application of the
polyurethane foam infll.
The Laggan-Tormore project was the Allseas
Audacias frst three-layer polypropylene pipelay project
and the company relied on Berry CPGs expertise and
training to ensure the feld joint coating process was
fast and trouble-free.
A good training program, a logical station lay-out
and the use of correct PPE to work with the liquid epoxy
were part of these preparations. We found good support
from Berry Plastics in preparations and planning of the
project, says Maxim Hopstaken, Allseas coating
engineer with responsibility for the Total Laggan-Tor-
more pipe project.
Although three layer products are usually compli-
cated to install, we did not fnd much diffculty with
installation of the Berry Plastics HTLP-PP. After we had
determined the correct confguration, the installation
Above:
installation of
the Covalence
heat shrink
sleeve on board
the Audacia
(pictured right)
project | Laggan-Tormore
was not the rate limiting factor in the pipelaying
process, he says.
At the AMI Pipeline Coating conference in Vienna,
Austria, earlier this year, Berry CPG said it had also
supplied its Covalence feld joint coating system for the
second phase of the Laggan-Tormore project the
227km 30-inch diameter three-layer polypropylene
coated and concrete-weighted export pipeline that will
connect the new Shetland Gas Plant to Totals existing
gas pipeline serving its St Fergus Gas Terminal at
Peterhead in north east Scotland.
Laying of the offshore section of the 30-inch pipeline
began this spring. With the export pipe operating at
much lower temperatures than the fowlines, Berry
CPG recommended its HTLP60-PP system for the
project. With its maximum operating temperature of
65C and lower adhesive activation temperatures, the
system provided a faster and more cost effective
solution. The company says joint installation time for
the 30-inch export pipeline matched that for the higher
operating temperature 18-inch fowlines.
About Berry CPG
Part of US-headquartered Berry Plastics Corporation,
Berry Corrosion Protection Group is a manufacturer of
epoxy coatings, pipe coating tapes and wraps and heat
shrinkable joint protection products. Berry CPG traces
its roots back to Berrys merger in 2007 with Covalence
Specialty Materials Corporation and to its legacy
companies Raychem and Tyco Adhesives.
www.berrycpg.com
About the Laggan-Tormore project
Totals 2.5bn Laggan-Tormore project connects the
Laggan and Tormore gas felds 125km north west of the
Shetland Islands via a new gas processing plant and on
to its gas terminal at Peterhead in Scotland. The project
involves operating at sea water depths of more than
600m and is expected to begin operation in 2014.
www.laggan-tormore.com
Above: some
of the ships
involved in
the Laggan-
Tormore supply
chain pictured
off Shetland
Pipeline Coating is a new digital magazine from
Applied Market Information (AMI), the company
behind the hugely successful Pipeline Coating
conference and the highly regarded Pipe and
Profle Extrusion magazine.
Subscribe to...
CLICK HERE TO SUBSCRIBE
l Industry news l Project case studies l Coating technology l Monitoring techniques l
l Materials innovations l Standards and testing l FJC developments l Joint preparation and testing l
To read
Pipeline Coating
on your
iPad/iPhone
download AMIs
Pipe & Profle
Extrusion app
May 2012 | PIPELINE COATING 21
Nord Stream | project
The fnal pipe in Nord Streams
second pipeline under the Baltic was
laid last month - the company is
now considering two more
Last month saw the fnal length of pipe installed to
complete the second of the two Nord Stream gas
pipelines that will carry natural gas from Russia
beneath the Baltic sea to Germany. Pipe number 99,953
was laid from the Castoro Sei pipe laying vessel on 18
April several weeks ahead of schedule and pre-
commissioning of the line has commenced.
The Nord Stream project connects the Russian city of
Vyborg to Lubmin in Germany beneath the Baltic Sea
a distance of 1,224km using two pipelines consisting
of 199,755 12-metre lengths of three-layer polyethylene
coated and concrete-weight-coated steel pipes each
weighing about 24 tonnes.
The frst of the two Nord Stream pipelines has been
carrying gas since November of last year. The second
line is due to begin operation towards the end of the
year. When both pipelines are running they will provide
a maximum transport capacity of 55.0bn m
3
of natural
gas each year.
The last of the 99,953 steel pipes that make up Line
2 was manufactured in Germany by Europipe, concrete-
weight-coated at EUPECs plant in Mukran, then
shipped to the Nord Stream marshalling yard at Slite on
Nord Streams fnal pipe in place
the Swedish Island of Gotland before being transported
by pipe-carrying vessel to the pipe-lay vessel Castoro
Sei, which has been working on the Nord Stream project
since April 2010.
Saipems Castoro Sei pipe-laying vessel has laid
around 70% of the length of the two Nord Stream lines.
The remaining 30% was laid by Saipems Castoro Dieci
and the Alseas Solitaire.
Each of the two Nord Stream pipelines represents a
major engineering and logistical achievement. Each
pipeline is comprised of three sections, each with a
slightly thinner wall as the pressure in each pipe is
highest at the start in Russia and lowest in Germany.
Tapering the wall thickness of the pipeline walls saved
Above: fnal
pipe in Nord
Stream Line 2
being installed
on Saipems
Castoro Sei
pipe-laying
vessel
PIPELINE COATING | May 2012 22
project | Nord Stream
steel but also helped Nord Stream to maintain its strict
construction schedule.
The fact that we were able to complete our complex
construction schedule involving three pipe-lay vessels
working simultaneously on different sections of the
pipeline was made possible by years of detailed and
careful planning. The expertise of our staff and
contractors technical, logistics, safety, environmental
and operational allowed for a smooth-running
construction programme that met all environmental
and safety considerations, says Nord Stream deputy
project director construction, Ruurd Hoekstra.
At any one time, a minimum of 12 ships were
working on the Nord Stream project across the Baltic
Sea, with a total feet of 148 vessels deployed for
surveys, construction and logistics operations.
Nord Stream developed a complex international
logistics system to supply the pipe for the project.
Manufacturing of the steel pipes was split between
Europipe in Germany (140,000 lengths), OMK in Russia
(50,000) and Sumitomo of Japan (10,000). Finished pipes
were then shipped directly to one of two concrete weigh
coating (CWC) plants on the Baltic Coast.
The use of a network of fve strategically located
logistics sites was a key element in Nord Streams
logistics. It created two concrete-weight coating plants
at Kotka in Finland and Mukran in Germany, and three
marshalling yards at Hanko in Finland and Slite and
Karlskrona in Sweden. Each was no more 100 nautical
miles from the route of the pipelines, which enabled the
pipe-carrier vessels to make the round-trip to and from
the three lay-barges within one day.
The decision to build the new CWC plants close to the
pipeline rather than to use existing ones further away led
to both environmental and economic savings. The
company estimates it reduced the projects CO
2
emissions
by 200,000 tonnes and cut E60m from its transportation
bill. To further reduce emissions, around 96% of the
projects transportation was handled by train and ship.
Transporting on time and maintaining the quality of
masses of pipes which in total weigh more than 4.6m
tonnes has been a real challenge. Nord Streams
coating and logistics partner EUPEC, the harbours and
stevedores in Finland, Sweden and Germany, and the
shipping contractors all performed remarkably well,
says Nord Stream project director, Henning Kothe.
The total value for the raw materials and labour for
the concrete coating and logistics was about E650m, of
which E100m was invested into establishing the coating
and logistics infrastructure.
Nord Stream specifed a three-layer high density
polyethylene external coating system for the pipe. Its
requirements included the abilty to withstand internal
pressures up to 220bar and to function at depths of up
to 110m below the surface of the sea and at tempera-
tures as low as -45C. As both pipelines are under the
sea for almost all of their length, service requirements
over the projected 50-year lifetime were to be minimal.
Resistance to physical damage during the extensive
loading and unloading movements and transport
Kircher Burkhardt for Nord Stream
Below: pipes in
storage at the
Slite marshal-
ling yard in
Sweden
PIPELINE COATING | May 2012 24
project | Nord Stream
between manufacturing, coating and CWC sites was
also a top priority. Rail transportation distances of up to
1,500 km during the Russian winter added a further ele-
ment of risk into the coating specifcation.
The system selected comprised a base layer of
fusion bonded epoxy (FBE) with a thickness of between
0.15-0.30mm, slightly thicker than typical 3LPE base
coatings. This was followed with a 0.2-0.4mm thick
layer of Borcoat ME0420 maleic anhydride grafted
polyethylene adhesive from Borealis and topped with a
layer of Borcoat HE3450, black bimodal HDPE, also
from Borealis. Borcoat HE 3450 is formulated to provide
optimal mechanical protection during the movement
and handling of heavy pipes, says Borealis, as well as
high offering good environmental stress cracking
resistance (ESCR).
The coating process was fnished with a fnal rough
coat of Borealiss RM7405 black PE. Applied to the
topcoat while still hot, this rough surface layer is
designed to create a a stronger bond to the 60-110mm
thick concrete coating. The polymer coating is around
4.2mm thick in total.
According to Borealis, surveys conducted during and
after completion of the frst phase of the Nord Stream
project confrmed the positive feedback from the pipe
coaters Vyksa Steel Works and Mlheim Pipe Coatings
(subsidiaries of OMK and Europipe respectively) on the
easy processing and high outputs delivered by the
Borcoat polymers as well as the integrity of the
protection delivered. It was reported that out of the frst
25,000 pipes received at the Kotka concrete coating
facility in Finland, only 13 showed some coating damage
and that was fully repairable on-site.
Selecting the right coating to protect the steel pipes
from potentially harsh transhipment and in-situ subma-
rine conditions as well as meeting the criteria for
extended lifetime performance and neutral environmental
impact presented a signifcant challenge, says Klaus
Schmidt, manager coatings and logistics for Nord Stream.
Field joint coating for the project was handled by
Denso and comprised an adhesive-lined heat shrink-
able polyethylene sleeve topped with injected two-com-
ponent polyurethane foam.
Pre-commissioning activities for the second Nord
Stream pipeline have already started. Each of the three
sections will be fooded with seawater, cleaned and
gauged, and thoroughly pressure tested. Following the
completion of the pressure tests, the three sections will
be connected by underwater hyperbaric tie-ins, where
the design pressure changes from 220 to 200 bar and
from 200 to 177.5 bar respectively. This should take
place before the end of June, says Nord Stream. The
pipeline will then be de-watered and dried before it is
linked to the landfalls in Russia and Germany.
This may not be the end of the Nord Stream project,
however. The company said this month it is to carry out
an eight-month feasibility study on possible options to
further increase capacity for transport of natural gas
from Russia to the EU through the Baltic Sea. The study
will consider the construction of up to two additional
pipelines, including technical solutions, route alterna-
tives, environment and fnancing.
About Nord Stream
Nord Stream is an international joint venture estab-
lished to plan, construct and operate offshore gas
pipelines through the Baltic Sea. Its fve shareholders
include Russian OAO Gazprom (which holds a 51%
stake), the German companies BASF SE/Wintershall
Holding and E.On Ruhrgas (with a 15.5 stake each), the
Dutch gas infrastructure company Nederlandse
Gasunie and the French energy company GDF Suez
(each with 9% stakes).
www.nord-stream.com
Click on the links for more information:
www.europipe.com
www.omk.ru
www.eupec-pipecoatings.com
www.sumitomometals.co.jp
www.borealisgroup.com
www.denso.de
Above: coated
pipes in transit
for the Nord
Stream project
NEW from Plastics Information Direct the publisher and bookshop for the plastics industry
The InsTanT experT: plasTIcs
processIng and properTIes
For years, people have asked us for a simple book to help them understand
the technology and terminology of plastics this is that book.
l clear explanations of the main shaping processes
l glossaries of abbreviations and commonly encountered terminology
l examples of when and why particular plastics are chosen
l an excellent introduction, and an indispensible reference
For more information, or to order your copy, please click here
have you visited the plastics Information direct bookshop recently? click www.pidbooks.com
This market study provides a detailed and insightful analysis
of the industry. It examines the demand side (including
forecasts to 2013 and suitable segmentations), the supply
side, the market for coating raw materials (supply and
demand, including forecasts) and technology/user
requirements aspects.
Rich in both quantitative and qualitative information, the
report is an invaluable tool for decision makers along the
entire coating supply chain. It has already proven popular
with steel pipe manufacturers, raw material suppliers,
coaters, contractors and pipeline operators.
THE GLOBAL MARKET FOR
STEEL PIPE COATING
2nd Edition
For further details or to order, please contact
Mr Noru Tsalic nt@amiplastics.com
+44 117 924 9442
AMI CONSULTING
FINAL REMINDER BOOK NOW
Organized by:
Applied Market
Information LLC
Media supporter:
Sponsored by:
Trends and technical developments in the international fame retardant industry
FIRE RETARDANTS
IN PLASTICS 2012
CLICK HERE
FOR DETAILS
June 14-15, 2012
Grand Hyatt Denver,
Denver, Colorado, USA
Images courtesy of:
Clariant, GBH International,
and Fire Testing Technology
Marissa Hann Conference Coordinator mh@amiplastics-na.com Ph: +1 610 478 0800 Fx: +1 610 478 0900
May 2012 | PIPELINE COATING 27
Pipeline Coating 2012 | conference report
AMIs fourth
Pipeline Coating
conference took
place in Vienna
earlier this year,
providing a forum
to explore the
latest project,
material and
process
innovations
Global demand for steel pipe coatings will grow by
around 5% a year to reach some 450m m
2
by 2013, with
a key driver in this growth the signifcant changes
taking place in the geographical consumption and
production of oil and gas, according to AMI Consulting
senior vice president Noru Tsalic.
Speaking at AMIs fourth Pipeline Coating conference
which took place in Vienna in Austria in February
Tsalic said the steel pipeline coating market is
dominated at present by the gas industry, which
accounts for 74% of the total, followed by oil at 21% and
water industry applications accounting for just 4%.
While global demand for oil and gas is expected to
continue to rise, Tsalic said this is a secondary driver of
growth in the pipeline industry compared to regional
consumption changes. By 2030, global oil consumption
is predicted to rise to 4,600 Mtoe (million tonnes oil
equivalent). Asia-Pacifc will consume around 40% of
the 2030 total compared to 30% in 2000, while at the
same time demand in Europe will decrease (Figure 1).
The situation is similar for gas, with Asia-Pacifc
expected to consume around 25% of the 4,200 Mtoe of
gas consumed worldwide in 2030, compared with just
12.5% of the 2,100 Mtoe of gas consumed in 2000. The
supply map is also changing fast, he said. Asia-Pacifc
Pipeline Coating 2012 puts
innovation in the spotlight
will be delivering 30% of global gas supplies in 2030
compared to 12% in 2010 (Figure 3).
It is these trends in regional supply and demand that
are driving pipeline construction. And at the same time,
oil and gas is being sourced from ever more remote and
hostile areas requiring more dense coating application
to protect against corrosion, extreme temperatures and
pressures.
Professor Victor Protasov, head of the polymer
coating laboratory at the Gubkin Russian State Univer-
sity for Oil and Gas, presented a paper looking at
Gazprom Vniigazs coating quality control experience
during the installation of the northern sections of the
Above: Pipeline
Coating 2012
conference
session in
progress
Below:
delegates
network during
a break-out
session
PIPELINE COATING | May 2012 28
conference report | Pipeline Coating 2012
Yamal-Europe pipeline. The company used a number of
different quality measurement techniques, including
on-site ultrasound and physical adhesive strength
testing at different points on the pipe, and identifed that
coating damage could occur during storage. It was
proposed that coated pipe should be stored in wooden
racks with a non-woven pad and surface cover used to
provide maximum protection.
The study also found that when pipe joints are
welded the polymer coating can melt and shrink back
from the lip. Investigations into the thermal exposure of
the polymer near the weld carried out by Vniigaz led to
the development of a protective shield and clamp that
could be ftted at the coating edge to minimise the effect
of the raised temperature.
Protasov also presented some of his laboratorys
own work examining the factors affecting the durability
and service life of coatings under different operating
conditions. This included development of forecasting
models for predicting time to delamination of the
coating under different ambient conditions.
Borouge vice president marketing pipe, Khalfan
Al Muhairi provided an update on the companys involve-
ment in the Ras Al Khair-Riyadh (previously called Ras
Al Zour-Riyadh) water pipeline project, which is
scheduled for completion early in 2014 (Figure 2).
Riyadh has been growing at a rapid rate its
population in 2010 of 5.0m was double earlier predic-
tions and it is expected to reach 8.0m in the near future.
As a result, water shortages will be inevitable without
investment in additional desalination plant and
pipelines. Two pipelines currently supply the city with
water from the Al Jubail plant on the Arabian Gulf as
part of the Riyadh Water Transmission System (RWTS).
A third pipeline is now being planned to connect a
combined desalination and power facility located north
of the Al Jubail unit at Ras Al Khair.
Al Muhairi told delegates that more than 900km of
coated steel pipe of 48 -72-inch diameter is in construc-
tion to transport water from the plant to the city. Some
of the factors considered for the coating included the
ability to withstand expected pipe surface temperatures
of up to 70C and transportation and handling over
rough terrain. A three-layer system was selected
comprising a black bimodal HDPE topcoat, MDPE
grafted adhesive and a fusion bonded epoxy (FBE).
The Ras Al Khair-Riyadh pipeline represents an
investment of $240m, including its three pumping
stations. The project is being handled by ILF Consulting
Engineers with pipe coating carried out by APCO
(Arabian Pipe Coating) and Globetech (Global Anti
Corrosion Techniques).
Despite its dry climate, the Gulf coastal area is a
particularly hostile environment and corrosion is a
major problem due to its high salt content sabkha soils.
BS Coatings has been looking at the demands placed on
coatings by sabkha soils (which can have salt contents
of up to 18% and resistivities as low as 20 .cm). The
companys marketing and business development
manager Pascal Collet presented a comparison of the
performance of its polyurethane (PU) pipe coatings
against epoxy in rehabilitation projects, claiming a fast
drying time of one hour for PU against four for typical
epoxy alternatives. Flexibility and impact resistance are
both also said to be better, with Collet claiming ASTM
G42 fexibility results of up to 40% for PU against up to
5% for epoxy and ASTM G14 impact resistance of more
than 8J against 3-4J.
Majid Mehdilou, coating plant manager at Irans Safa
Rolling and Pipe Mills explored some issues experi-
enced with cathodic disbondment on three-layer PE
pipes in the countrys network of more than 30,000 km
of high pressure gas pipelines. He said the initial
assumption that this was caused by manufacturing
figure 1: global production of oil by region
figure 2: ras al Khair to riyadh pipeline
source: ilf consulting/borouge
May 2012 | PIPELINE COATING 29
Pipeline Coating 2012 | conference report
problems was not supported by quality control records
from the factory, so a programme of testing was
embarked upon to investigate the issue.
Mehdilou said a variety of tests were carried out,
including 80C hot water soak. Disbondment was seen
to occur when the cathodic potential was high and the
failure mechanism was speculated to be the result of an
accumulation of hydroxyl ions at the cathode, which
then reacted with the iron oxide on the steel surface to
form hydroxide, so increasing the pH on the surface in
contact with the coating. He said this increased the
stress in the coating, which is critical in three-layer PE
as the coating layer is thicker and the thermal expan-
sion differential higher than FBE systems.
Tests carried out by Safa suggest that elevated
temperature cathodic disbondment tests may not be a
good predictor of performance due to the raised
stresses created. It now recommends ambient tem-
perature testing. Mehdilou told delegates, however, that
the companys disbondment problems had since been
largely eliminated through improved pipe surface
treatment in the plant and more careful monitoring of
the cathodic voltage in service.
One of the complications for the pipeline coating
industry is the need for pipe to be coated in different
global regions, often far from existing coating infrastruc-
ture. Bredero Shaw vice president global engineering
and operations Paul J Kleinen presented the companys
mobile coating plant concept, which can be set up
rapidly in any part of the world. The Brigden plant is
packed in ISO compliant containers ready for shipping
and includes conveying, tunnel, weight coating and
cooling towers. The concept was examined in detail in
the November 2011 edition of Pipeline Coating (page 16).
Petronas Research researcher in advanced materials
Dr Leong Kok Hoong discussed the development of its
latest three layer polypropylene coating, which is
intended to meet industry demands for lower cost
protection coatings delivering higher toughness by using
a PP homopolymer resin. Wasco Coating provided
facilities for the development coating trials and Petronas
Carigali supplied the pipes. Trials included four top coat
formulations based on Propelinas PP with different
toughening agents and stabilisers, while the adhesive
interlayer comprised PP modifed with maleic anhydride
and a commercial FBE was used directly on the pipe.
Kok Hoong said the top coat formulations showed a
considerable improvement in impact resistance over the
base polymer and compared well with competitive
offerings (Figure 4). Standard tests carried out on the
coated pipe showed no coating holidays at 25kV, a peel
strength of three times the minimum DIN requirement
at 50C, and no embrittlement after thermal ageing.
DuPonts market EMEA business manager Jean
Marc Tixhon outlined the companys latest internal
coating for downhole tubing, which is designed to
overcome clogging due to asphaltene, paraffns and
scale forming deposits. StreaMax is fuoropolymer-
based and is stable under operating conditions of
260C. StreaMax XF is intended for applications where
asphaltene build up is restricting fow rates and Tixhon
said one user of the technology has already saved $3m
in reduced cleanup costs. StreaMax XC is designed for
corrosion protection.
Dow Coating Materials technical manager industrial
coatings EMEA Rezaul Haque outlined work the company
has been carrying out with new FBE (fusion bonded
epoxy) powder coatings to enhance adhesion to the steel
substrate under demanding conditions. He said testing
shows high humidity, excessive cathodic protection
current and residual stress in the upper coating layers of
three-layer polyolefn based coating systems can all
contribute to reduced adhesion of the epoxy base layer
(the latter also identifed by Safas Mehdilou).
Haque said the company has developed Enhanced
figure 3: global production of gas by region
left: in feld
application of
a pu coating
as part of a
rehabilitation
project
P
H
O
T
O
:
B
S
C
O
A
T
I
N
G
S
PIPELINE COATING | May 2012 30
conference report | Pipeline Coating 2012
Adhesion versions of its standard FBE, abrasion
resistant overcoat FBE and high glass transition
temperature FBE products and in all cases has been
able to achieve improved cathodic disbonment resist-
ance without negative impact on Tg, fow or gel time.
An alternative solution to overcoming cathodic
disbondment was presented by Leo van Beugen, manag-
ing director of Kleiss & Co, which manufactures a
polyolefn-based viscoelastic coating system. Claiming
impermeability to moisture and oxygen, the ability to
adhere without use of a primer, and self-healing perform-
ance, he said the system is particularly well suited to feld
application where it is diffcult to ensure optimal surface
preparation. The Kleiss system was recently used in Saudi
Arabia to rehabilitate a 48-inch crude oil transmission line
in the Saudi Aramco Ghazlan area.
Heat shrink sleeves are a proven technology for
protecting pipe joints and are well suited to application
in feld conditions. However, the need to achieve a good
bond between the sleeve and the steel substrate, epoxy
primer and the polyolefn line coating makes adhesive
selection a real challenge, especially for three-layer
polyolefn systems, and can force compromises on the
system developer. Berry Plastics development engineer
Hans van den Bergh outlined the companys latest
thinking in this area a dual adhesive system that
applies adhesives optimised to bond to epoxy or
polyolefn in the appropriate sections of the sleeve. Van
den Bergh said advantages of the dual adhesive
approach include faster installation due to reduced
preheating requirements, the ability to use propane
torches rather than more complex radiant heaters, and
higher levels of reliability in the joint.
Network operator Nederlandse Gasunie faces its
own specifc challenges in terms of pipeline protection,
explained corrosion protection co-ordinator Arie Dam. It
is currently installing a $2bn 600km 48-inch north-
south pipeline as part of its gas roundabout network.
A large part of the project is being installed using
open-front end pressing and horizontal directional
drilling (HDD) techniques.
Dam said the company has opted for a three-layer PE
line pipe using either epoxy or viscoelastic materials for
corrosion protection of the joints with a shrink sleeve
providing mechanical protection. Pipe for pressed and
HDD installations are specifed with a high durability
heavy PP coating and the feld coat options include
fame sprayed, Canusa GTS PP and PU/PP lining (a com-
bination of a polyurethane layer, fbres and PP sheet).
The jointing systems were, after some initial start-up
problems, all delivering excellent results, he said.
HDD installation give rises to some specifc chal-
lenges, said Dam. Field joints on large diameter pipes
must be completely fush and weld beads can consider-
ably reduce effective coating thickness. He said it is also
desirable to use feld jointing techniques that are not
subject to human error as HDD pipes cannot be
excavated for repair later.
Statoils surface treatment and polymers specialist
Bjorn Melve detailed work the company has carried out
on PU feld joints after observing on-site cracking in
joints in its Asgard feld off the coast of Norway. The
system was tested for two years in salt water at 140C
which revealed no corrosion of the steel, indicating the
cathodic protection was working, and no external sign
of hydrolysis. Similar cracking was observed in PU
joints in the companys Gullfaks feld and a programme
of accelerated ageing was initiated. Melve said this
showed the PU jointing material would meet its service
lifetime requirements of 20-25 years at operational
temperatures up to 80C.
Canusa-CPS global marketing manager Robert
Buchanan explained the development of its Intellicoat
heat shrink sleeve system to automate the process of
application and remove the risk of defects cuased by
human variability. The company claims that this allows
Right:
viscoelastic
coating from
Kleiss being
applied in
Saudi Arabia
Below: AMI
Consulting
senior vice
president Noru
Tsalic (centre)
moderates one
of the Q&A
sessions
P
H
O
T
O
:
K
L
E
I
S
S
&
C
O
Polypropylene FJC System
For Long Term Performance & Ease of Installation
www.berrycpg.com
The leading global partner in protecting the integrity of critical infrastructure
Proven Corrosion Protection
New ConstrVDUJPOt3FIBCJMJUBUJPO
0JMt(BTt8BUFS
Tijuana, Mexico
Tel USA +1 858 633 9797
Tel Mexico +52 664 647 4397
CPGTJ@berryplastics.com
Houston, USA
Tel +1 713 676 0085
US Toll Free +1 888 676 7202
CPGH@berryplastics.com
Westerlo, Belgium
Tel +32 14 722500
CPGE@berryplastics.com
Baroda, India
Tel +91 2667 264721
CPGIN@berryplastics.com
Covalence HTLP-PP
C
M
Y
CM
MY
CY
CMY
K
Final art Ad HTLP-PP.pdf 1 4/23/12 8:05 AM
PIPELINE COATING | May 2012 32
conference report | Pipeline Coating 2012
its three-layer feld joint coating, system (epoxy,
adhesive and a crosslinked polyolefn ) to provide factory
grade quality to feld applied coatings. The PLC-control-
led Intellicoat system is pre-programmed for all sleeve
types, pipe sizes and ambient conditions, regulating the
thermal intensity and application time across the full
width and circumference of the joint.
Kari Karjalainen, head of engineering at KWH Pipe,
updated the conference on the latest feld data on the
jointing system it has developed in partnership with
resin maker Borealis. The WehoCoat system uses
specially developed hardware to apply a hot flm of
polyolefn to the joint in the feld. It was used on the
Gasum Oy Mntsl-Siuntio natural gas pipeline project
in Finland by the subcontractor Stroytransgaz. The
project involved operating temperatures from -30 to
+30C, with much of the installation taking place in
sub-zero conditions.
The Wehocoat process involves blast cleaning the
pipe before installing the coating machine, which spray
applies and induction cures an epoxy primer before
extruding and wrapping a flm of molten PE onto the
pipe. The system requires 400mm of clear space around
the joint but can provide joint-to-joint times of less than
20 minutes on a 500mm diameter pipe, according to
Karjalainen. More detail on the Wehocoat system can be
found in the November 2011 edition of Pipeline Coating
(page 40).
Totals non-metallic materials specialist Denis Meliot
opened the offshore pipe session with a discussion of
the standards for assessing performance and prediction
of lifetimes of subsea wet thermal insulation coatings,
which he described as a complex area. While the FBE
anti-corrosion layer can be tested to NACE, ISO and
NORSOK standard methods, he said here are no
industry-wide standards for aspects such as the
bonding of the insulation to the FBE. He said Total has
its own standard - GS COR 226 - which includes pre and
post ageing measurement of the insulation material.
For the future, he said the SWIS JIP standard is
interesting in that it attempts to test the insulation
material and the application process, which is a key
variable in system performance.
Trelleborg Offshore senior design engineer David
King also referred to the qualifcation process for
subsea thermal insulation in his paper, pointing out that
material testing periods are being extended and
samples now include representative geometrical
features such as joints, sharp edges and profle step
changes. This geometrical simulation is now included
as an optional section in CD ISO 12736 but he said it is
still not certain whether operators will follow the ISO
route or use company-specifc tests.
Exova business development manager John Carter
also spoke of the disconnect between some thermal
insulation system testing programmes and the
problems experienced in the feld, suggesting that
application and laying process problems are not given
suffcient consideration. He said new tests that could be
considered as part of a qualifcation process might
include much more realistic bend tests simulating the
frst hour after making the joint and crack propagation
testing at pressure to simulate external surface damage
at depth.
A new polymer system for deep sea feld joints was
presented by Ilfremer (the French Ocean Research
Institute). Intended to overcome the limitations of
figure 4: impact strength of modified pp homopolymer
source: petronas
above: Bredero
shaw present-
ed its Brigden
mobile coating
plant solution
Pipeline Coating 2012 | conference report
current options temperature limits of PU and the
diffculty of processing of PP the group is investigating
Telenes polydicyclopentadiene (pDCPD), which
processes using PU-type techniques and adheres well
to PP. Ilfremer materials engineer Pierre-Yves Le Gac
said the polymer has been subjected to simulated
offshore accelerated ageing tests which indicate it is a
potential candidate for feld joint coating. In particular,
it shows low water absorption and very little hydrolysis
after wet ageing at up to 180C.
Protective casings around pipelines are subject to
corrosion and this can be combated using fllers.
Trenton Corporation has provided over 3m litres of wax
fller worldwide. General manager Ted Kennedy ran
through best practice in material preparation and
application in hot and cold casing flls, including a
review of applicable US and NACE regulations. He
highlighted the importance of water removal, fll
planning and topping off in achieving an effective and
long lasting result.
l AMIs ffth Pipeline Coating conference takes place in
Vienna, Austria, on 18-20 February 2013. The company
is currently inviting individuals or organisations
Above:
Wehocoat
application in
Finland
interested in presenting at the event to send in a
presentation summary for consideration before the
deadline of 20 July 2012. Submissions should be
directed to Dr Sally Humphreys: sh@amiplastics.com.
To discusss sponsorship and exhibitor opportunities, or
to fnd out about available early bird and group booking
discounts, contact Sabine Prack: sp@amiplastics.com.
Click here to buy the 2012 conference proceedings.
P
H
o
T
o
:
K
W
H
P
I
P
E
/
B
o
r
E
A
L
I
S
Concededly, we copied
from nature
DENSO Inventor of the PETROLATUM Tape in the 1920s. Original DENSOLEN
Tapes and
Tape Systems, DENSOLID
-Polyurethane coatings and DEKOTEC
Heat Shrinkable Sleeves.
Leader in Innovation since 90 years. Made in Germany.
Member of:
Certified
DINENISO9001
A brand of
DENSO Group
DEKOTEC.net
MEMBER OF
Certied by:
DENSO.de
DENSO GmbH
Felderstrae 24
51344 Leverkusen | Germany
+49 214 2602-0
+49 214 2602-217
sales@denso.de
Find out more:
THE BEST PROTECTION
FOR A LIFETIME
to create the best
protection for you!
DENSOLEN
DENSOMAT
DENSOLEN
-
Rockshield
This months free
brochure downloads
Simply click on the brochure cover or link to download a PDF of the full publication
If you would like your brochure to be included on this page, please contact
Claire Bishop. claire
@
amimagazines.com. Tel: +44 (0)20 8686 8139
Pipeline Coating: media data
Find out how
Pipeline Coating
magazine can put
your companys
services and
products in front of
an audience of key
decision makers in
the global pipeline
industry. Includes circulation data and advertising rates.
Click here to download
Pipeline Coating is a brand newdigital magazine fromApplied Market
Information (AMI), the company behind the hugely successful Pipeline
Coating conference and highly regarded Pipe and Profle Extrusion magazine.
Introducing Pipeline Coating magazine
Reaching the global market
Pipeline Coating magazine will be published twice a year and is distributed
electronically to a global audience of 4,116 key decision makers in the international
pipeline coating industry, including attendees fromthe 2009, 2010, 2011 and 2012
Pipeline Coating conferences plus the extensive database of key industry decision
makers built up for AMIs in-depth market studies.
Our fully-digital format means Pipeline Coating magazine is available anywhere in
the world immediately it is published. Use our tried-and tested web-based reader to
viewthe magazine onyour laptop or PC, or download the full editionas a PDFdocument
for printing. Alternatively, vieweach edition on your mobile phone or tablet device:
Pipeline Coating is already available on the iPad, iPhone or iPod Touch via the Pipe and
Profle Extrusion app (available free fromthe AppStore) and we are working to deliver
future editions on Android, Kindle Fire and Blackberry Playbook platforms, too.
AMIs detailed understanding of the global pipeline coating marketplace,
together with the companys market-leading position in digital magazine publishing,
makes Pipeline Coating magazine a must-read for anyone in this industry. It also
makes it the most cost effective route through which to promote your products and
service.
To fnd out more about advertsing options see over or contact our advertisement
manager, Claire Bishop: claire@amimagazines.comTel: +44 20 8686 8139
Quality content
Pipeline Coating magazine is produced and distributed using the state-of-the-art digital publishing platform
developed for AMIs other four digital publications. It offers a visual experience optimised for easy use on
todays portable device platforms.
The magazine is edited by Chris Smith and Noru Tsalic. Chris Smith is a materials science graduate and a
highly experienced industry magazine editor. Noru Tsalic heads up AMIs research and consulting practice in
pipes and other construction-related markets. He is author of The Global Market for Steel Pipe Coating report
and chairs the Pipeline Coating conference.
Each edition of Pipeline Coating includes the latest industry news, market trends, technology innovations,
and materials and equipment launches. As the only international magazine focused exclusively on pipeline
coating, the magazine is essential reading for senior managers throughout the supply chain. Take a look at
the frst edition at www.pipeline-coating.com
Pipeline Coating 2012 Features
l May 2012 Powder coating systems Monitoring technologies Materials innovations - Conference report
l November 2012 End preparation Field jointing systems Coating equipment Standards and testing
If you wish to submit news stories or articles for consideration for the magazine, please contact Chris Smith:
cs@amiplastics.com. Tel: +44 117 924 9442
See over for circulation breakdown, advertising rates and data
Available FREE on the web, iPad and iPhone. Subscribe nowat www.pipeline-coating.com
Valspar: fusion bonded epoxy Wagner: tube coating systems
Pipeclad
2000 Fusion-Bonded Epoxy
50-plus years of
proven corrosion
protection
performance with
thousands of miles of
pipelines operating
in a broad range of
service conditions.
Superior adhesion to the
substrate; offers excellent
cathodic disbondment
resistance in a wide range of
environments.
Outstanding resistance to
cracking, cold fow and
softening over a wide
temperature range.
Exceptional chemical
resistance, allowing
coated pipe to endure
exposure to a wide range of
chemicals including aliphatic
hydrocarbons, aqueous salts,
and caustics.
Excellent fexibility to meet the
most demanding feld
bending requirements
including extreme
temperatures and reel
bargepipe laying.
Well-controlled application
process in a coating plant.
Can also be used as the primer
coating in a three-layer coating
system.
The Pipeclad 2000 thermosetting epoxy coating system is engineered to protect
pipelines from corrosion in the most demanding operating environments. Designed
for application on a wide variety of pipe sizes and wall thicknesses, Valspar coatings
assure consistent feld performance.
By choosing Pipeclad 2000 coating, you are choosing proven experience. Valspar has
built its reputation as a global leader with more than 200 years of coating design
experience and corrosion protection expertise for a variety of industries.
Pipeclad 2000 coating is part of Valspars pipeline product family that has delivered
excellent performance in the most demanding real-world applications for more
than half a century.
Delivers superior exterior corrosion
protection of underground pipelines
Advantages of Pipeclad 2000 Coating
ExtErior ProtEction
Industrial Solutions
TubeCoating
Powder and liquid aPPlication
Pipe coating plants
Rebar coating plants
Complete systems and components
This two-page brochure
details Valspars Pipeclad
2000 fusion-bonded epoxy
coating system for
protection of steel pipelines
in demanding environmental
conditions. It includes
performance properties and
product data.
Click here to download
This four-page brochure
provides an introduction to
the range of powder and
liquid coating technology
available from the
TubeCoating division of
Wagner for the oil, gas and
water pipe industry.
Click here to download
Berry CPG: Covalence sleeves Huntsman: Spray coatings
Over six pages, this brochure
provides a summary of the
full range of Covalence heat
shrinkable products for pipe
protection applications. It
includes sections providing
installation tips and
performance characteristics
along with a helpful product
selection guide.
Click here to download
Over 16-pages, this detailed
technical brochure provides
full details on Huntsmans
polyurea spray coating
products, including sections
on basic polyurea chemistry,
system formulation,
application options and
performance data.
Click here to download
Built-in performance
Reliable installation
Proven track-record
Built-in performance
Reliable installation
Proven track-record
Corrosion protection solutions
for oil, gas and water transmission
pipelines
Corrosion protection solutions
for oil, gas and water transmission
pipelines
Girthweld sleeves
Coating repairs
HDD sleeves
High temperature line
coatings
Tools and accessories
Thats quality! Thats quality!
www.berrycpg.com
Heat Shrinkable Products
SUPRASEC MDI
JEFFAMINE amines
JEFFLINK chain extenders
FOR PROTECTIVE SYSTEMS
COATINGS
Polyurea Spray
engPolyureaSpray.indd 1 11-03-2009 08:38:02
in
1
in
1
Lessmann: brush technology
This 68-page catalogue
details Lessmanns full
range of industrial wire
brushes, including advice on
how to select the right brush
type as well as detailed
information on safe and
effective brush use.
Click here to download
May 2012 | PIPELINE COATING 35
Acoustic testing | monitoring
Yury Viktorovich
Alexandrov,
vice-director pipeline
operations at
Gazprom Transgaz
Ukhta, explains how
the company is using
acoustic techniques
to monitor coating
performance across
its network
The preferred gas trunk pipeline option for Gazprom
Transgaz Ukhta, which is located in Russias Komi
Republic to the west of the Ural mountains, is a steel
construction with a three-layer polyolefn protective
coating and heat shrink protective sleeves installed at
the welded joints.
The company lays the majority of its pipelines in the
northern regions in winter, as the frozen conditions
mean it is not necessary to construct service roads to
deploy the required equipment along the route. A Komi
winter exposes the pipe coatings and FJC systems to
temperatures as low as -42C. However, during the win-
ter to spring transition this can include daily tempera-
ture swings from sub-zero to above-zero temperatures.
Gazprom Transgaz Ukhta uses plant-coated pipes,
which means there can be an extensive period between
coating application and pipe installation. During this
period, the coating is subjected to transport, storage,
welding during pipe installation, all of which expose the
coated pipe to conditions very different from those
experienced during fnal operation of the pipeline.
The frst signs of damage to the pipes anti-corrosion
coating can be seen within a few months of manufac-
ture, even when storage and installation conditions have
been complied with in full. Typical problems include
coating lip shrinkage at the longitudinal weld (Figure 1)
and delamination at the lip (Figure 2) up to 30 mm depth.
To prevent the development and spread during
operation of corrosion beneath the coating at such
defects, which ultimately affects pipeline reliability, it is
necessary to be able to assess the condition of the
coating state, locate any penetrating defects in it, and
then restore the damaged coating to 100% integrity using
repair kits. This can be achieved in a number or ways:
l Pull-off test for adhesion. This has a number of
Acoustic techniques for in-situ
monitoring of pipe coatings
Figure 1: Image
shows coating lip
shrinkage at the
weld on stored
pipe. Inset box
shows the shear
defect (1) in detail,
main image shows
the coating lip (2)
and longitudinal
pipe weld (3).
Above: part of
Gazprom
Transgaz
Ukhtas
11,000km of
trunk pipelines
PIPELINE COATING | May 2012 36
monitoring | Acoustic testing
disadvantages: it is destructive; signifcantly labour-
intensive; monitors only a small area; and post-test use
of the pipeline is often limited after the repair.
l Magnetic coating thickness test. While this provides
an accurate assessment of coating thickness it yields no
data on strength of adhesion to the substrate, And it is
known that coating thickness has almost no effect on
coating performance attributes.
l Electrospark coating integrity test. Very effective at
identifcation of small specifc coating defects and
integrity breaches holidays but less effective in
identifcation of areas of delamination.
Preliminary studies carried out by Gazprom Trans-
gaz Ukhta indicate that a more suitable method for
assessing the integrity of multilayer coating structures
is non-destructive acoustic monitoring methods (ND).
The methods used for monitoring multilayer structures
can be broken down into three groups (Table 1):
low-frequency ad hoc methods that do not require
wetting of the structure; standard acoustic methods;
and modifed acoustic methods.
Group A methods low frequency non-wetting
techniques have been developed mainly in Russia and
differ from traditional ND methods in their physical
basis and operational capabilities. The specifc feature
is the dry point contact of the transmitter with the
tested unit, within a small area (0.01-0.5 mm
2
). Group A
methods include: impedance, velocimetric, free
oscillation, and acoustical-topographical techniques.
Group B methods are far more widespread and
include shadow and echo methods, and sometimes the
mirror through transmission method. Group C methods
include the reverberant feld method and adhesion
strength test by change in adhesive line refection
coeffcient. These two methods are both variations of
the echo-method.
When selecting the acoustic methods of pipe coating
monitoring, Gazprom Transgaz Ukhta determined the
following requirements to be essential: integrity faw
indentifcation capability at 2-10 mm depth, >1 cm
2
, if
the condition of difference between coating layers
acoustical properties is met; coating-side pipe testing
capability; immunity of test results to friction and
interference noise, as well noises from external
acoustic frequency sources; and the ability to reliably
determine defective area boundaries.
The company has established that the reverberant
feld method satisfes all of the above criteria. The
multi-layer structure model (Figure 3) helps visualize
the acoustic processes taking place during acoustic
monitoring.
To enable a simple modelling of the test, the
Figure 2:
Main image shows
delamination of
the coating from
the pipe surface (1)
at the coating lip
(2) near the
longitudinal weld.
Inset box shows
the delamination
defect (4) while the
steel rule (5)
indicates the
extent of the
defect.
Advantages
Curved-surface monitoring available.
Low minimal depth of defects
(acoustical-topographical as much as 0 mm)
Lack of noise effect during transmitter
movement across the tested unit (TU) surface.
Absence of the dead zone and small minimum
value for identifable defects area (shadow)
The use of mainstream testers and sub-
surface electrical proflers. Lack of noise
effect during transmitter movement across
the TU surface.
Methods group
Group A:
Low frequency
methods requiring no
substrate wetting
Group B:
Standard ND acoustic
testing methods
Group C:
Enhanced acoustic
testing using modifed
Group B strategies
Disadvantages
Presence of friction and interference noise, as well
as noises from external acoustic frequency sources.
Required use of specialised testers and transmitters.
TU monitoring by transmitter relocation complicates
the pin-pointing of defect areas.
Use of specialised testers and transmitters for
0.06-1.0 MHz frequencies. Applicable only to
monitoring of plastics (echo method). Bilateral
access required (shadow). Wetting fuid use.
Similar characteristic impedances of layers are
necessary (refection coeffcient method). Minimal
defect depth is limited by acoustic wavelength
(reverberant feld)
Table 1: Advantages and disadvantages of the three main types of non-destructive acoustic testing techniques
May 2012 | PIPELINE COATING 37
Acoustic testing | monitoring
following conditions are assumed:
l The structure consists of two fat acoustically hard
layers A and B;
l The acoustic characteristics of the layers differ,
Z<<Z , << (Z and are the characteristic imped-
ances and ultrasonic wave damping coeffcients
respectively in the A and B layers);
l The layer thickness are and b, >>, >>
( wavelength);
l At the layer interface, as well as at structure
surfaces, there is no roughness-caused ultrasonic
scattering;
l And the layers are parallel to each other.
Ultrasonic vibrations are introduced to the structure
using a piezoelectric transducer (PET), located on layer
A surface. A contact liquid is applied to layer A to
ensure good acoustic contact between the surface layer
and the PET.
When ultrasonic vibrations are introduced to the
structure, the sonic wave will undergo a number of
transformations, These are infuenced by a number of
properties: intensity variation due to attenuation during
transmission through the layer; refection and refrac-
tion; transformation with energy redistribution at layer
interface.
The case of an interlayer discontinuity represented
by an air inlay (Figure 3a) is the extreme for ultrasonic
transmission and refection formulas.
When ultrasound transmits from hard to soft media
(<<1), the sound pressure coeffcients are Rp=(-1);
Dp=0. This means that, when a pressure wave is passed
from water into air or from any acoustically hard
medium, the refected pressure wave amplitude
approximately equals that of the incident wave but
without the opposite sign. In other words, the pressure
phase during refection from an acoustically soft
medium changes to . The transmission coeffcient in
this case approaches zero, meaning the waves
amplitude is restricted in the second medium.
What follows is that the introduced sonic wave is
completely refected from the layer A-air interface,
and will propagate only in layer A and the amplitude of
signals, consequently recorded by the ultrasonic tester,
fades. At that, the amplitude correlations for the
(n+1)-th and n-th signals, not accounting for absorption
and dissipation processes, can be expressed as:
= R
hard med.
R
soft med.
e
-2H
,
(1)
where R
hard med
and R
soft med
are refection coeffcients
modules from the layer contact liquid and layer
air interfaces; and n is a positive integer 1, 2, 3 etc.
According to formula 1, for a specifc structure
(where , =const) is a constant value. Considering the
amplitude variation of recorded echo-signals versus the
reference echo-signal give us:
= (R
hard med.
R
soft med.
e
-2H
)
n
.
(2)
Analysis of formula 2 shows that the amplitude of
every consecutive
n+1
echo-signal will differ from the
preceding
n
by (R.-. R.-e
-2H
) times. Assuming
that the reference echo-signal amplitude is one, and
expressing the time between the proximate echo-
signals through H, knowing that 2=c, yields:
n
= (R
hard med.
R
soft med.
e
-
)
n
(3)
or
n
= (R
hard med.
R
soft med.
)
n
e
-n
.
(4)
Expressing through using the correlation = n
shows that the recorded echo-signal versus time
relationship, and consequently the echo-signal
envelope function, are curves and can be given by the
following equation (with coordinates: P amplitude,
time):
n
= (R
hard med.
R
soft med.
)
n
e
-
,
(5)
where time after the reference echo-signal, msec.
It is apparent, that the function value primarily
depends on the exponents power, that is the attenua-
Figure 3: Schematic representation of acoustic testing of a two-layer multi-
layer pipe coating. Figure 3a shows the introduced wave (1) and transmitted
wave (2) where there is no acoustic contact between layer A and B. Figure 3b
shows wave transmission (3) where there is good interlayer acoustic contact.
n+1
n
n+1
n
n+1
0
PIPELINE COATING | May 2012 38
monitoring | Acoustic testing
tion coeffcient , because the attenuation coeffcient
values for different acoustic hard materials may vary (as
opposed to the vibration transmission rate) by several
orders of magnitude. For this reason, the attenuation in
the medium largely determines the curve shape, which
defnes the echo-signal envelope.
At inter-layer acoustic contact (Figure 3b) the sonic
wave at the layer interface will be partially refected and
will partially transmit to the second layer. Each time the
wave reaches the interface, at normal incidence, one
wave splits into two. As a result, the number of waves
grows infnitely.
For the above stated reasons, and from practical
considerations, only waves with the highest energy fux
density (intensity) will be considered. Obviously, the
highest intensity is characteristic of the waves that
transmit in layer A only and in layer B only. The other
waves originating in the process have no practical
meaning due to their low intensity (they are below the
recording threshold).
The process of wave transmission in layer A follows
the waver transmission mechanism in case of an air
inlay, but with consideration for refection coeffcient
variation. So formula 1 takes on the following form:
= R
hard med.
R
-B
e
-2
H
,
(6)
where R
-B
is the refection coeffcient module from the
layer layer B interface;
is the layer A attenua-
tion coeffcient; and
is the layer thickness.
In practice, this should be viewed as an echo-signal
amplitude reduction, when compared to the air inlay
scenario, by R
A-B
times. According to the law of energy
conservation, exactly this short-received portion of
energy carries over and begins to transmit in layer B.
And according to formula 6, the echo-signal envelope
will have the form of a curve, given by the equation:
=(R
hard med.
R
-B
)
n
e
-
,
(7)
where
is the time after the reference signal was
recorded from wave transmission in layer A, in msecs.
It should be noted that in this case, the amplitude of
received echo-signals fades more rapidly, which
accordingly refects on the shape of the curve and so
characterises the echo-signal envelope (Figure 4a). The
wave, transmitting in layer B, will serve as an informa-
tion carrier about the lack of an air inlay .
The amplitude correlations for the (n+1)-th and n-th
signals, not accounting for absorption and dissipation
processes, equal:
= R
B-.
R
soft med.
e
-2
B
2H
B
,
(8)
where R
B-
and R
soft med
are the refection coeffcient
modules for the layer B layer and layer A
layer B, correspondingly;
B
is the layer B attenuation
coeffcient; and
B
is layer B thickness.
It can be seen that formula 8 does not account for
signal fading during transmission through layer A, but only
evaluates the amplitudes of the registered echo-signals.
However, this should be accounted for when adopting the
Figure 4: Tester screen impulse
imaging during sonic wave
transmission for the A layer
(Figure 4a); the B layer (Figure
4b);and for layers A and B if
inter-layer acoustic contact is
present (Figure 4c). Graphs
show the sound impulse (1),
echo signal (2), echo signal
envelope (3), echo signal durig
sonic waver transmission in
layer A (4) and the echo signal
during sonic wave transmission
in layer B (5).
A
n+1
A
n
B
n+1
B
n
May 2012 | PIPELINE COATING 39
Acoustic testing | monitoring
acoustic method to specifc test unit parameters.
The echo-signal envelope, as previously, will be a
curve, given by the following equation (with coordinates:
P amplitude, time):
n
B
=(R
B-.
R
soft med.
)
n
e
-2
B
B
,
(9)
where
is the time after the reference signal was
recorded from wave transmission in layer A in msec;
and
and
B
are the P-wave velocities in layers A and
B respectively in m/sec.
According to the assumed conditions
>>
b
, the
layer B echo-signal envelope slope will decrease
relative to the time axis. For this reason, the number of
recorded signals will rise (Figure 4b). The resulting
echo-signal envelope will be described by a function,
given by a system of equations:
n
=(R
hard med.
R
-B
)
n
e
-
, if
n
>
B
n
;
n
B
=(R
B-A
R
soft med.
)
n
e
-
B
B
, if
B
n
>
A
n
.
(10)
Theoretical results obtained have been confrmed by
laboratory research. Figure 5 shows the tester screen
oscillograms when scanning different surface sections
of a pipe with a three-layer polyethylene coating.
To evaluate the reliability of delamination boundary
tracing, coating testing was performed by pulling away a
fragment of coating at the site of supposed bond failure.
Initially, the bond failure was identifed using a metal
ruler (Figure 6). Next, the coating surface was ultrasoni-
cally tested and the delamination boundary was traced
by ND method results. This boundary entirely coincided
with the delamination boundary identifed by destruction
of the coatings adhesive layer (Figure. 7).
About the author:
Yury Viktorovich Alexandrov is vice
director for operation of gas
pipelines at Gazprom Transgaz
Ukhta. The company a 100%
subsidiary of Russias Gazprom
operates more than 11,000km of pipelines which
transport natural gas from western Siberia to the
central region of Russia and on to the Baltic States,
Eastern Europe, Finland and Germany.
{
=
Figure 6 (left):
Plant insula-
tion coating
fragment with
metal adhesion
faw
Figure 7
(right): Coating
after removal.
The pipe
surface shows
the boundary
between
delamination
(rust-covered)
and adhesion
of the coating
Figure 5: Tester oscillograms captured when
scanning defect-free coating sections (Figure 5a)
and sections with a coating defect (Figure 5b).
Download the
media pack here
Download the
media pack here
Download the
media pack here
Download the
media pack here
C;:?7?D<EHC7J?ED(&'(
9ecfekdZ_d] MehbZ e\\[hi0
N 0omprehensive globol coveroge
N Torgeled ediloriol conlenl
N n-deplh morkel knowledge
N Free online occess for oll
N Highly compelilive odverlisemenl roles
N ln effeclive ond effcienl roule lo morkel
For more informolion oboul odverlising in
0ompounding World, conlocl 0loire Bishop lodoy.
Tel. -// lOI2O 88 813? F-moil. cloireOomimogozines.com
8dbedjcY^c\ LdgaY is o monlhly
mogozine wrillen specifcolly for
polymer compounders ond moslerbolch
producers oround lhe globe.
l is published eleclronicolly by
lpplied Morkel nformolion, lhe leoding
provider of morkel inlelligence ond
evenls for lhe globol compounding ond
moslerbolch induslries.
The compony hos o deloiled dolobose
of senior decision mokers ol
compounding ond moslerbolch
produclion siles ocross Furope, lhe
lmericos, lsio ond lhe Middle Fosl. This
unique ond conslonlly updoled dolobose
provides 8dbedjcY^c\ LdgaY wilh
comprehensive globol occess lo lhe key
purchosers of polymer oddilives,
compounding mochinery ond oncillory
equipmenl.
Foch monlh, lhe mogozine delivers
up-lo-dole informolion ond onolysis on
lhe mosl imporlonl ond relevonl
lechnicol developmenls, morkel lrends,
business news ond legislolive
onnouncemenls. lnd unlike olher
generol ploslics mogozines,
8dbedjcY^c\ LdgaY is 1OO%focused
on lhe specifc informolion needs of
compounders ond moslerbolch
producers.
lccess lo lhe mogozine is enlirely
free-of-chorge. ls eoch issue of
8dbedjcY^c\ LdgaY is published,
e-moils ore senl lo 2O,522 relevonl
recipienls fromlhe compounding,
moslerbolch ond oddilives supply choin
lo nolify lhemoboul lhe new edilion ond
The globol mogozine for
polymer compounders
lo provide o direcl link lo il.
Delivered digilolly, lhis is o
mogozine for lhe modern oge,
providing ropid dislribulion ond fresh
conlenl for reoders, while generoling o
quick ond meosuroble response for
odverlisers.
ldverls ore very compelilively priced
ond con include links slroighl lo your
own websile. f you ore selling
mochinery, oncillory equipmenl,
moleriols, oddilives or services lo
compounders or moslerbolch
producers, lhen 8dbedjcY^c\ LdgaY
provides on exlremely effcienl vehicle lo
promole your business globolly.
Becouse lhe mogozine is published
ond dislribuled eleclronicolly, lhere ore
no deloys coused by prinling ond
inlernolionol delivery. ls soon os o new
edilion is compleled eoch monlh, ils
limely conlenls con be occessed
immediolely by our reoders oll oround
lhe world.
The eleclronic dislribulion of
8dbedjcY^c\ LdgaY is nol only ropid
ond effeclive, il is olso susloinoble,
culling poper consumplion ond disposol
issues, os well os reducing lhe
environmenlol impocl of inlernolionol
delivery.
Users con occess currenl ond posl
issues of lhe mogozine vio o dedicoled
websile, 0ompoundingWorld.com. This
olso provides new reoders wilh lhe
opporlunily lo regisler for lheir own
monlhly nolifcolion e-moils for eoch
new edilion of 8dbedjcY^c\ LdgaY
plus free occess lo lhe orchived copies.
Foch edilion of lhe mogozine is
occessible online for 12 monlhs,
providing on exlremely voluoble
resource for reoders ond exlended
exposure for odverlisers.
L_i_j mmm$YecfekdZ_d]mehbZ$Yecje i[[ j^[ bWj[ij _iik[ WdZ jWa[ ekj W \h[[ ikXiYh_fj_ed
C;:?7?D<EHC7J?ED(&'(
?d`[Yj_ed MehbZ e\\[hi0
N 0omprehensive globol coveroge
N Torgeled ediloriol conlenl
N n-deplh morkel knowledge
N Free online occess for oll
N Highly compelilive odverlisemenl roles
N ln effeclive ond effcienl roule lo morkel
For more informolion on odverlising in
n|eclion World, conlocl 0loire Bishop lodoy.
Tel. -// lOI2O 88 813? F-moil. cloire@omimogozines.com
?d`[Yj_edMehbZ is o monlhly digilol
mogozine wrillen specifcolly for
in|eclion moulders, mould mokers ond
ploslics producl designers oround lhe
globe.
l is published eleclronicolly by
lpplied Morkel nformolion, lhe
leoding provider of morkel inlelligence
ond evenls for lhe globol ploslics
processing induslries. l |oins lhe
compony`s growing porlfolio of high-
quolily, cleorly-focused digilol
mogozines lhol includes 0ompounding
World, Pipe ond Profle Fxlrusion ond
Film ond Sheel Fxlrusion.
0ver o period of mony yeors, lhe
compony hos buill up o comprehensive
dolobose of senior decision mokers ol
in|eclion moulding siles ocross Furope,
lmerico, lsio ond lhe Middle Fosl.
This conslonlly updoled dolobose
ensures lhol ?d`[Yj_edMehbZ mogozine
reoches lhe key purchosers of in|eclion
moulding mochines, moulds, oncillory
equipmenl, polymers, oddilives ond
reloled services.
The mogozine delivers up-lo-dole
ond high-quolily informolion on
lechnicol developmenls, morkel lrends
ond business news. lnd unlike olher
generol ploslics mogozines, ?d`[Yj_ed
MehbZ is 1OO% focused on lhe specifc
informolion needs of lhe designers ond
producers of ploslics mouldings.
lccess lo lhe mogozine is enlirely
free-of-chorge. ls eoch issue of
?d`[Yj_edMehbZ is published, e-moils
ore senl lo 2O,782 relevonl recipienls
The globol mogozine for
lhe complele in|eclion
moulding supply choin
lo nolify lhem oboul lhe new edilion
ond lo provide o direcl link lo il.
Delivered digilolly, lhis is o
mogozine for lhe modern oge,
providing ropid dislribulion ond fresh
conlenl for reoders, while generoling o
quick ond meosuroble response for
odverlisers.
ldverls ore very compelilively
priced ond con include links slroighl lo
your own websile. f you ore selling
mochinery, oncillory equipmenl,
moleriols, oddilives or services lo lhe
in|eclion moulding supply choin, lhen
?d`[Yj_edMehbZ provides on exlremely
effcienl vehicle lo promole your
business globolly.
Becouse lhe mogozine is published
eleclronicolly, lhere ore no deloys
coused by prinling ond inlernolionol
delivery. ls soon os o new edilion is
compleled eoch monlh, ils limely
conlenl con be occessed immediolely
by reoders oround lhe world.
The eleclronic dislribulion of
?d`[Yj_edMehbZ is nol only ropid ond
effeclive, il is olso susloinoble, culling
poper consumplion ond disposol
issues, os well os reducing lhe
environmenlol impocl of inlernolionol
delivery.
Users con occess currenl ond posl
issues of lhe mogozine vio o dedicoled
websile, www.in|eclionworld.com. This
olso provides new reoders wilh lhe
opporlunily lo regisler for lheir own
monlhly nolifcolion e-moils for eoch
new edilion of ?d`[Yj_edMehbZ plus
free occess lo lhe orchived copies.
Foch edilion of lhe mogozine is
occessible online for 12 monlhs,
providing on exlremely voluoble
resource for reoders ond exlended
exposure for odverlisers.
L_i_j mmm$_d`[Yj_edmehbZ$Yecje i[[ j^[ bWj[ij _iik[ WdZ jWa[ ekj W \h[[ ikXiYh_fj_ed
C;:?7?D<EHC7J?ED(&'(
<_bcWdZ I^[[j ;njhki_ed e\\[hi0
N 0omprehensive globol coveroge
N Torgeled ediloriol conlenl
N n-deplh morkel knowledge
N Free online occess for oll
N Highly compelilive odverlisemenl roles
N ln effeclive ond effcienl roule lo morkel
For more informolion on odverlising in
;^abVcY H]ZZi :migjh^dc
conlocl. 0loire Bishop, ldverlisemenl Monoger
Tel. -// lOI2O 88 813?
F-moil. cloireOomimogozines.com
;^abVcY H]ZZi :migjh^dc is o digilol
mogozine wrillen specifcolly for lhe
producers of ploslics flmond sheel
oround lhe globe.
l is published in on eleclronic
formol by lpplied Morkel nformolion,
o leoding provider of morkel
inlelligence ond evenls for lhe globol
flmond sheel induslries.
The compony hos o deloiled
dolobose of senior decision mokers ol
flmond sheel exlrusion siles ocross
Furope, lhe lmericos, lsio ond lhe
Middle Fosl. This unique ond conslonlly
updoled dolobose ensures lhol ;^ab
VcY H]ZZi :migjh^dc mogozine
reoches lhe key purchosers of lhe
exlrusion lines, oncillory equipmenl,
polymers ond oddilives lhol ore used in
flmond sheel produclion.
The mogozine delivers up-lo-dole
ond high-quolily informolion on lhe
mosl imporlonl lechnicol develop-
menls, morkel lrends, business news
ond legislolive onnouncemenls. lnd
unlike olher generol ploslics
mogozines, ;^abVcY H]ZZi :migjh^dc
is 1OO%focused on lhe specifc
informolion needs of lhe producers of
polymer flmond sheels.
lccess lo lhe mogozine is enlirely
free-of-chorge. ls eoch issue of ;^ab
VcY H]ZZi :migjh^dc is published,
e-moils ore senl lo 1/,?O? relevonl
recipienls lo nolify lhemoboul lhe new
edilion ond lo provide o direcl link lo il.
Delivered digilolly, lhis is o
mogozine for lhe modern oge,
providing ropid dislribulion ond fresh
conlenl for reoders, while generoling o
quick ond meosuroble response for
odverlisers.
ldverls ore very compelilively priced
ond con include links slroighl lo your
own websile. f you ore selling
mochinery, oncillory equipmenl,
moleriols, oddilives or services lo
ploslics flmond sheel producers, lhen
;^abVcY H]ZZi :migjh^dc provides on
exlremely effcienl vehicle lo promole
your business globolly.
The eleclronic dislribulion of ;^ab
VcY H]ZZi :migjh^dc is nol only ropid
ond effeclive, il is olso susloinoble,
culling poper consumplion ond
disposol issues, os well os reducing lhe
environmenlol impocl of inlernolionol
delivery.
Users con occess currenl ond posl
issues of lhe mogozine vio o dedicoled
websile, lll#abVcYh]ZZi#Xdb. This
olso provides new reoders wilh lhe
opporlunily lo regisler for lheir own
regulor nolifcolion e-moils for eoch
new edilion of ;^abVcY H]ZZi
:migjh^dc plus free occess lo lhe
orchived copies.
Foch edilion of lhe mogozine is
occessible online for 12 monlhs,
providing on exlremely voluoble
resource for reoders ond exlended
exposure for odverlisers.
L_i_j mmm$bcWdZi^[[j$Yecje i[[ j^[ bWj[ij _iik[ WdZ jWa[ ekj W \h[[ ikXiYh_fj_ed
The globol mogozine for
flm ond sheel exlruders
C;:?7?D<EHC7J?ED(&'(
F_f[ WdZ Fheb[ ;njhki_ed e\\[hi0
N 0omprehensive globol coveroge
N Torgeled ediloriol conlenl
N n-deplh morkel knowledge
N Free online occess for oll
N Highly compelilive odverlisemenl roles
N ln effeclive ond effcienl roule lo morkel
For more informolion on odverlising in
E^eZ VcY EgdaZ :migjh^dc
conlocl. 0loire Bishop, ldverlisemenl Monoger
Tel. -// lOI2O 88 813?
F-moil. cloireOomimogozines.com
E^eZ VcY EgdaZ :migjh^dc is o
bimonlhly, digilol mogozine wrillen
specifcolly for lhe producers of ploslics
pipes ond profles oround lhe globe.
l is published in on eleclronic
formol by lpplied Morkel nformolion,
o leoding provider of morkel
inlelligence ond evenls for lhe globol
ploslics pipe ond profle induslries.
The compony hos o deloiled
dolobose of senior decision mokers ol
pipe ond profle exlrusion siles ocross
Furope, lhe lmericos, lsio ond lhe
Middle Fosl. This unique ond conslonlly
updoled dolobose ensures lhol E^eZ
VcY EgdaZ :migjh^dc mogozine
reoches lhe key purchosers of lhe
exlrusion lines, oncillory equipmenl,
polymers ond oddilives lhol ore used in
pipe ond profle produclion.
The mogozine delivers up-lo-dole
ond high-quolily informolion on lhe
mosl imporlonl lechnicol develop-
menls, morkel lrends, business news
ond legislolive onnouncemenls. lnd
unlike olher generol ploslics
mogozines, E^eZ VcY EgdaZ :migjh^dc
is 1OO%focused on lhe specifc
informolion needs of lhe producers of
ploslics pipe ond profles.
lccess lo lhe mogozine is enlirely
free-of-chorge. ls eoch issue of E^eZ
VcY EgdaZ :migjh^dc is published,
e-moils ore senl lo 1/,78/ relevonl
recipienls oround lhe world lo nolify
lhemoboul lhe new edilion ond lo
provide o direcl link lo il.
Delivered digilolly, lhis is o
mogozine for lhe modern oge, providing
ropid dislribulion ond fresh conlenl for
reoders, while generoling o quick ond
meosuroble response for odverlisers.
ldverls ore very compelilively priced
ond con include links slroighl lo your
own websile. f you ore selling
mochinery, oncillory equipmenl,
moleriols, oddilives or services lo
ploslics pipe ond profle producers,
lhen E^eZ VcY EgdaZ :migjh^dc
provides on exlremely effcienl vehicle
lo promole your business globolly.
The eleclronic dislribulion of E^eZ
VcY EgdaZ :migjh^dc is nol only ropid
ond effeclive, il is olso susloinoble,
culling poper consumplion ond
disposol issues, os well os reducing lhe
environmenlol impocl of inlernolionol
delivery.
Users con occess currenl ond posl
issues of lhe mogozine vio o dedicoled
websile, mmm$f_f[WdZfheb[$Yec.
This olso provides new reoders wilh lhe
opporlunily lo regisler for lheir own
bimonlhly nolifcolion e-moils for eoch
new edilion of E^eZ VcY EgdaZ
:migjh^dc plus free occess lo lhe
orchived copies.
Foch edilion of lhe mogozine is
occessible online for 12 monlhs,
providing on exlremely voluoble
resource for reoders ond exlended
exposure for odverlisers.
L_i_j mmm$f_f[WdZfheb[$Yecje i[[ j^[ bWj[ij _iik[ WdZ jWa[ ekj W \h[[ ikXiYh_fj_ed
The globol mogozine for
pipe ond profle exlruders
Brought to you by Applied Market Information, the leading
provider of market intelligence and conferences for
the global plastics processing industries.
For more information, contact our advertisement manager,
Claire Bishop. E-mail: claire@amimagazines.com
Tel: +44 20 8686 8139 www.amimagazines.com
OpEnIng up
nEw rOuTEs
TO MArkET
In a fast changing world, you need to fnd new and effcient routes to
deliver your sales messages to your target markets.
Now, more than ever, your marketing campaigns need to be:
clearly targeted truly global highly cost-effective
Our four high-quality digital magazines can help you achieve these goals.
They deliver focused audiences, international coverage and unrivalled value for money.
For more information, download our 2012 media packs, which include features lists,
circulation details and our highly competitive advertisement rates:
nEw
updATEd
MEdIA pACks
wITh Our 2012
FEATurEs lIsTs
May 2012 | PIPELINE COATING 41
Holiday detection | monitoring
Early detection of coating defects and
holidays is critical in preventing
pipeline corrosion. Elmed general
manager Claudia Mense explains
high voltage testing options
s
Corrosion is a major cost factor for operators of
pipelines and associated equipment. Uncontrolled, it
can lead to leaks and component failure, resulting in a
reduction in both pipeline performance and reliability.
Coatings are the industrys prime protection against
corrosion but, whether applied at the factory or in the
feld, they are susceptible to defects or holidays that
can compromise performance.
Visual inspection may reveal large defects but is
unlikely to detect tiny pores or cracks that can allow
corrosion to take hold. High voltage holiday testing
provides a fast and effective means to detect and locate
defects of any size in factory applied pipe coatings or at
feld joints, allowing remedial work to be carried out
before costly corrosion damage occurs.
For standard applications there are no alternative
professional techniques on the market to test the FJC
[feld joint coating] but the high voltage holiday detector,
says Claudia Mense, general manager of German
company Elmed Messtechnik, which develops and
manufactures the Isotest range of direct current (DC) and
pulse high voltage holiday testers.
While inline holiday detectors are widely used in pipe
coating plant to check factory-applied coatings, it is the
Taking the measure of defects
ability to take the technology into the feld to check pipe
joints and repairs that can really pay benefts. In our
experience and knowledge, there is no FJC which may
not be tested. The operator just has to make sure the
complete surface is checked carefully at the given
parameters, says Mense.
Early high voltage holiday detection equipment used
continuous direct current technology but this is fast being
replaced by pulse-type equipment. Mense says there are
a number of reasons behind the move including energy
reserves, lower power requirements, increased testing
fexibility and improved operator safety and test reliability.
Large pipes with damp or dirty surfaces can require
a lot of power to reach the required test voltages.
Above: a typical
pipe testing set
up utilising
a spiral
electrode
PIPELINE COATING | May 2012 42
monitoring | Holiday detection
Mobile DC equipment can quickly reach or exceed its
capabilities, limited for safety reasons, making it less
suitable for feld testing work.
DC equipment also requires direct grounding to the
uncoated metal substrate, which is not always easy to
achieve in a feld joint situation; pulse technology
provides the option to use capacitive (sometimes
referred to as phantom) grounding. Using so-called
phantom grounding the customer can realise grounding
of the test object without direct contact to the cut back
or other uncoated area, says Mense.
A further beneft of pulse type technology is that it
places a reduced load on the coating material during
the test, which is a key beneft where the coating
thickness varies such as above a weld seam or at a joint
edge. Because pulse systems apply short, frequent
bursts of energy to the coating rather than a single
continuous load, they are much less likely to cause
coating damage, even if the thickness of the coating is
less than that specifed by the manufacturer or the
wrong voltage value has been set accidentally. The laws
of physics mean the risk of coating damage is reduced
by 2-3 times over DC technology, Elmed claims.
Mense says this safety advantage is further improved
by the combination of the built-in sphere gap voltage
stabilisation system and automatic regulation of applied
voltage in all Isotest units.
Sliding discharges the sparks which occur during
pulses testing are also a beneft of the technology.
These sliding discharges can be up to a few centimeters
long and spread out in all directions across the surface
of the sample around the test electrode. The phenom-
enon can be seen especially well in the darkness. Sliding
discharges provide a visible indication that the coating is
tested not only at the contact point between the
electrode and the test object, but over a quite consider-
able area around the contact point. This broadened test
envelope eases identifcation and location of defects.
The Isotest will indicate the detection of a pore,
crack or similar default by an intense acoustic signal,
accompanied by a signal on the display or LED. At the
same time, you can easily spot the generated high
voltage spark at the defect, says Mense.
Pulse technology is also better prepared to cope with
the uncontrolled environmental conditions found in
typical feld situations. The impulse technique - in
contrast to all available DC models can cope with a
certain amount of humidity, such as dew, light drizzle,
says Mense. However, she emphasises it is not possible
to test a completely wet surface and it is still recom-
mended that as much dirt and soil as possible is removed
prior to testing as it can impact on the results obtained.
Finally, pulse systems are inherently safer to use.
When using DC equipment, the pipe or other system
parts can become electrically charged due to the
prolonged application of the voltage. The pipe can
become an energy store which will attempt to discharge
via any possible connection if the grounding is poor
this may be the operator. The shorter period of applica-
tion of the charge in pulse systems excludes this risk.
Correct grounding is an essential prerequisite for
any high-voltage test as it completes the circuit.
Effectiveness of high-voltage testing and the safety of
the operator depend to a great extent on the quality of
the grounding of the test equipment that is used. There
are three forms of grounding:
l direct grounding;
l indirect grounding;
l capacitive (phantom) grounding.
Direct Grounding uses a direct conductive connection
between the test equipment and the non-insulated part
of the pipe to be tested. It is the most reliable and
preferred form of grounding and is to be preferred to
any alternatives.
Indirect grounding can be used where direct
grounding is not possible and makes use of a trailing
Above: capacity
or phantom
grounding
arrangement
for pulsed high
voltage testing
Right: sparking
provides a
visible
indication of
the holiday
location in the
coating
Holiday detection | monitoring
ground cable.
Capacitive grounding uses a grounding sleeve made
of special conductive rubber that is wrapped around the
pipe and provides connections to earth and the
instrument. It is recommended where direct connection
to the pipe is not possible or where it is not possible to
achieve good grounding to the soil. It can only be used
with pulse technology.
As made clear earlier, too high a voltage risks damag-
ing the coating being tested, so the test voltage must be
selected with some care. The voltage required is
dependent on two factors: the type of coating material;
and the thickness of the coating. Elmed has developed a
simple calculator that works reliably with the multi-layer
PE coating systems used on steel pipelines, which are
typically in the thickness range of 2-4mm.
5 kV initial voltage + 5 kV/mm of coating thickness
Of course there are many felds of application with
different standards to apply, even though these are often
looked at as the lowest common denominator. We know of
many large customers who ask for more than this and
defne their own company rules and quality levels, says
Mense.
Elmeds rule-of-thumb calculator can also be used
to determine whether it is possible to use a mobile test
unit for a particular testing application. The energy that
can be delivered by a mobile device is limited by battery
capacity, electronics effciency and for safety reasons.
Mains powered in-plant systems deliver higher energy
levels but are generally used in enclosed environments
to guarantee required safety standards.
The fnal decision is to select a test electrode
appropriate to the diameter of the pipe to be tested.
Any diameter about any coated surface can be tested
with the Isotest. The crucial aspect is the type of
electrode you use, says Mense.
For pipes and feld joints, the most commonly used
designs are semi-circular brushes or spiral electrodes.
The latter offers the beneft of being able to test the
entire circumference of the pipe at one time but requires
a high level of accessibility. An FJC on a 600mm
diameter can be tested for defects using a 600mm spiral
electrode in a matter of seconds, according to Elmed.
www.elmedgmbh.com
Follow us on...
Be the frst to know when we publish a new edition,
plus updates on our conferences and useful links.
www.twitter.com/plasticsworld
Images courtesy of: Harald Pettersen/Statoil
23-25 October 2012
Millennium Gloucester Hotel,
London, United Kingdom
Organised by:
Applied Market
Information Ltd.
SPecial offer: Save 150*/135* if you register before 21st September 2012
Media supporters:
and
Sponsored by:
The international conference on advanced elastomer, composite and
thermoplastic materials in oil and gas applications
*+20% UK VAT
CLICK HERE
FOR DETAILS
May 2012 | PIPELINE COATING 45
Insulation | offshore
Trelleborg
Offshore has
developed a new
insulation
system claimed
to offer improved
performance in
deepwater
subsea oil
exploration
The oil and gas industry is renowned for pushing the
limits of what is possible. Exploration of offshore gas/oil
has been moving to deepwater felds and this means that
wells must be drilled deeper and reach further. Adding to
the challenge is the need to extract more oil and gas than
ever before, and to exploit ever harsher reservoir
environments in new locations around the world.
As the water depth becomes deeper and the
reservoir is located deeper beneath the seafoor,
producers are having to handle oil and gas products at
higher pressures and temperatures. This calls for much
more fexibility from system manufacturers when it
comes to design and logistics.
In addition, and this is especially the case in todays
diffcult economic climate, customers require high
performance, cost effective solutions that place a much
stronger focus on price and long lifetime. Not long ago
customers required products that could last 20 years,
now it is often up to 40 years.
As part of the drilling process, hot oil or gas
composition fows up at the wellhead and is then
transported through a combination of XMTs, manifolds,
various critical instruments, spools and fowlines before
the riser fnally brings it to the surface.
Maintaining fow rate is a critical element in any
deepwater development and, as exploration and drilling
goes deeper, the need for more reliable and effcient
thermal insulation increases. Effective subsea insula-
tion helps maintain fow rate, optimises productivity and
reduces processing costs by preventing the formation of
wax and hydrate plugs that can occur when the oil or
gas composition is depressurised and exposed to the
low seawater temperature at the seabed.
A hydrate is formed when crystalline water is
stabilised and light hydrocarbon molecules are captured
in the crystal lattice. Hydrates can be formed at high
pressures and at temperatures around 20-25 C. Without
insulation, the cold seawater would rapidly cool down the
oil allowing the creation of hydrate and wax formations
that make it impossible for a safe fow of oil and gas.
Thermal insulation materials are applied to prevent
formation of hydrate and wax during a shutdown
scenario. During shutdown, the extra insulation gives
suffcient time for short time inspection of the pipe and
equipment so that engineers can solve production
problems or initiate methanol or glycol injection.
When it comes to materials to take on these
challenges, rubber-based options are becoming an
increasingly popular choice within the offshore industry.
Compared to alternatives, such as steel and fbre glass,
rubber retains its performance over an extended
temperature range and provides exceptionally high
pressure resistance. It also offers a long operational
lifetime and, as a result of its fexibility, can also
dampen vibration, seal and protect.
The increasing challenges faced by the offshore
industry have spurred manufacturers in the offshore oil
and gas industry to consistently push themselves to
Insulation stretches the limits
Above: manual
application of
Trelleborgs
latest
elastomeric
insulation
system
PIPELINE COATING | May 2012 46
offshore | Insulation
develop products that can keep up with the demands of
the offshore engineer. Trelleborg Offshores Vikotherm
subsea thermal insulation material has been installed
throughout the subsea oil and gas industry for around
20 years. The company has built on Vikotherm materi-
als in the development of its second generation product.
Vikotherm II has a k-value of 0.13 W/mK, can be used
up to 3,000m deep, and can withstand product tempera-
tures up to 155C and external temperatures as low as
-35C. In order to provide even more fexibility when it
comes to system design and logistics, this second
generation product also makes mobile production
possible. Vikotherm II insulation products can also be
installed on-site at a water depth of up to 3,000m.
Vikotherm II fexible insulation systems are three
layer constuctions. An inner layer provides corrosion
and/or hydrogen induced stress cracking (HISC)
protection and would typically comprise a neoprene
compound qualifed up to 95C, or an EPM compound
qualifed up to 155C. Both compounds provide
excellent corrosion and HISC protection and have been
extensively tested for long term adhesion, ageing and
cathodic disbondment performance.
The middle layer is designed to provide the thermal
insulation protection. A variety of compounds have been
developed to suit specifc application requirements.
These provide k-values of between 0.13 to 0.19 W/mK.
The fexibility and stability of the rubber also makes this
a good means of accommodating thermal expansion in
the system. The insulation layer is protected by an outer
layer, formulated to provide good protection against
seawater and mechanical damage.
The insulating elastomer coating system used is
based on conventional rubber technology and consists
of an elastomer that is chemically modifed to provide
high levels of insulation, while maintaining its inherent
elastomeric properties in respect of resistance to sea
water, pressure, mechanical damage and temperature.
By using a solid rubber-based coating, these new
products provide good thermal insulation properties
together with high levels of corrosion protection.
With the lifetime of an oil-feld expected to be a
minimum of 25 years and design temperatures of the
feld varying up to 200C, it is important that products
offer the required durability to stand the test of time.
The Vikotherm II systems have been designed to last
the life of a typical subsea project (20 to 40 years) with
no need for maintenance or replacement.
As the offshore oil and gas industry continues to
push the limits in subsea production applications, the
need for reliable and durable thermal insulation
systems has never been greater. Trelleborg Offshore
believes its Vikotherm II solid rubber solutions provide
a solution that offers good thermal insulation proper-
ties and maximum corrosion protection overthe lifetime
of even the most demanding projects.
About the author
Grethe Hartviksen is innovation and technology
manager at Trelleborg Offshore, which specialises
in development and production of polymer and
syntactic foam based seismic, marine, buoy-
ancy, cable protection and thermal insulation
products, as well as rubber-based passive
and active fre protection solutions for the
offshore industry. Trelleborg Offshore is part
of the Engineered Solutions division of the
E3.3bn Trelleborg Group.
www.trelleborg.com/offshore
Right: auto-
mated applica-
tion of the
Vikotherm II
insulation
system to a
pipe
Take out your own free subscriptions to any of the magazines.
Click on the logos below to simply register on-line.
Catch up on our recent
issues for free
Simply click on the cover to see the full magazine
Pipe and Profle - March
The March edition of Pipe and
Profle Extrusion covers the use
of polyethylene pipes for
extracting geothermal energy,
laser alignment for screws and
barrels, joining techniques for
pipes and profles, plus a
detailed look at the NPE 2012
show.
Click here to view
Compounding World May
Compounding Worlds May
edition takes a close-up look
at turnkey twin-screw
compounding systems. It also
looks at new additive
technologies for controlling
static discharge as well as the
latest developments in pellet
screening technology.
Click here to view
Pipeline Coating Nov 2011
The November 2011 launch
edition of Pipeline Coating
took a look at the global pipe
marketplace and discussed
new ideas in mobile coating
and coupling hardware. It also
looked at corrosion
mechanisms and cathodic
protection.
Click here to view
Film and Sheet May
Mays edition of Film and Sheet
Extrusion looks at the latest
trends in thin wall packaging,
as well as reviewing
developments in direct
extrusion,geomembranes and
additives to minimise the risk
of insect and vermin damage.
Click here to view
November 2011
PiPeliNe coatiNggoes mobile
iN-service moNitoriNgoPtioNs
UNderstaNdiNgPiPe corrosioN
aNalysiNgglobal market treNds
Pipe and Profle April
The April issue of Pipe and
Profle Extrusion boasts
features on materials choices
for medical tubing,
developments in pipe dies,
applications in pressure pipes,
and highlights of the Chinaplas
and Plast shows.
Click here to view
Injection World May
The May edition of Injection
World focuses on the medical
sector, examining a new IML
system for production of
pre-flled syringes and
reviewing the latest injection
moulded medical products. It
also looks at two techniques
for moulding optical
components.
Click here to view
PIPELINE COATING | May 2012 48
product update
The lower the K value, the better the insulative properties. This
shows how Acrolon compares with conventional insulation and
other thermal insulating coatings
DSM looks to bio-based coatings
environMenT
MATeriAlS
Trenton
extends
protection
epoxy
Aerolon lifts thermal insulation limits
offShore
DSM has announced a memo
of understanding with
Brazilian company Empresa
Brasileira de Biotechnica
(Ebrabiotech) to launch a new
range of castor oil-based
coating materials.
The project will initially
target the concrete foor
coating market. However,
Trenton Corporation has
added a two-part liquid epoxy
to its range of pipeline
protection products.
EON 1000-GP is a
two-part epoxy providing full
compatibility with fusion
bonded epoxy pipeline
coatings. It can be applied in
one coat using brush or spray
methods and cures quickly to
leave a durable protection
layer with good cathodic
disbondment resistance.
Potential applications
include coating of girth welds
and fttings, weld protection,
internal pipeline coating, and
as a patching material for
factory-applied FBE.
www.trentoncorp.com
US-based Tnemec Company
has developed Aerolon, a new
insulating coating product line
for offshore applications that
uses Cabots insulating Enova
aerogel.
Series 971 Aerolon Acrylic
and Series 975 Aerolon Epoxy
are fuid-applied, high-build
coatings that resist high
operating temperatures when
spray-applied to piping, tanks,
valves or other steel sub-
strates. The coatings also
provide corrosion protection.
Aerolons hydrophobic
formulations bond with
high-performance primers for
a durable barrier that resists
companies shared interest in
developing innovative, green
chemistries that deliver more
sustainable solutions to
people working into various
markets around the globe,
says Henk-Jan Koenen,
business unit director DSM
Functional Materials.
www.dsm.com
corrosion under insulation
(CUI), which is a major
problem in industrial applica-
tions, including the oil and gas
designed to provide high
single-coat flm build,
resulting in shorter applica-
tion times for a quicker
return-to-service and lower
labour costs compared to
other fuid-applied insulation
coatings. A single coat of
Aerolon Epoxy can achieve
4mm of dry flm thickness;
Aerolon Acrylic can achieve
up to 1.5mm.
Cabots Enova aerogels
are claimed to offer consid-
erably better insulation
performance in coating
applications than either glass
or ceramic spheres.
www.tnemec.com
DSM says the two companies
expect to extend the scope of
the venture in the future to
include bio-based low carbon
coatings for applications in the
aquaculture and steel
protection sectors.
The new development
between DSM and Ebrabiotech
fts perfectly with our two
industry, says Andy Hoffman,
Tnemec market support
manager, industrial market.
The formulations are
Polyclad 975 is the latest addition to Carboline
Companys coating product line for corrosion
protection of buried steel and ductile iron
pipelines, joints and welds.
The 100% solids epoxy coating is available
for spray application (Polyclad 975) or for brush
or roller application (Polyclad 975H). It offers a
fast cure, allowing repairs to be carried out with
minimum service interruption and back-fll
delay, and is compatible with FBE, coal tar and
tape protection systems.
The new coating achieves excellent cathodic
disbondment results at temperatures up to 80C.
Carboline senior market manager Mitch Connor
says the coatings high resistance to cathodic
disbondment makes it ideal for long term
protection needed for oil and gas pipelines.
www.carboline.com
K-Value Thermal Effciency Comparison
Carboline adds new epoxy
May 2012 | PIPELINE COATING 49
product update
Dow launches new subsea system
offshore
Ambrell enhances induction software
BAsf targets potable water market
monitoring
coAting
Dow Oil & Gas has launched
the Neptune subsea fow
assurance insulation
system, a new
coating technol-
ogy designed for
line pipe and feld
joints in demanding deepwa-
ter environments.
The Neptune system is
said to be suitable for line
pipe, feld joint and subsea
architecture applications
from wellhead to delivery
point. It combines good
thermal properties with the
ability to operate over a
temperature range from
-40C to +160C and at
depths of up to 4,000m.
Neptune is a two-layer
coating system comprising a
fusion bonded epoxy (FBE)
base layer with a newly-devel-
oped proprietary hybrid
polyether thermoset insulation
layer. It has already success-
fully completed full-scale
production trials with a
number of established fow
assurance insulation system
coaters and Dow Oil & Gas
says it exceeds the most
stringent operator design
requirements for deepwater oil
production.
According to the company,
the two-layer solution requires
no adhesive tie layer, which
simplifes application and
eliminates a potential
performance variable.
Neptune technology builds
on 25 years of success with
Dow Hyperlast technology but
now takes a giant step forward.
The market knowledge,
chemistry expertise and
innovation capabilities of Dow,
combined with the application
expertise of the coaters with
whom we have collaborated,
have enabled us to deliver a
fow assurance wet insulation
solution with the widest
temperature range available
on the market today, says
Larry Ryan, general manager,
Dow Oil & Gas.
www.dowfowassurance.
com/neptune
AP/W fnds
holidays
in the rain
testing
US-based Tinker & Rasor
claims its Model AP/W
holiday detector is the only
model proven to operate in
rainy conditions.
The portable device is
powered by a 9.6v recharge-
able NiCd battery and weighs
20.5kg complete with
supplied accessories. It is a
pulse DC unit available in
four versions providing
testing ranges from 0.9-
3.4kV, 3.5-10.0kV, 6.0-16.0kV
or 12.5-35.0kV.
The Model AP/W is
supplied with a 6m grounding
wire and a choice of elec-
trodes.
www.tinker-rasor.com
Ambrell, a divison of
Ameritherm, has released
version 2.10 of its eView data
capture software for induction
heating systems, which can
now accept additional data
such as temperature from an
external data acquisition unit
(DAQ).
The DAQ accepts a wide
range of inputs, including
monitoring temperature as
BASF has introduced Elasto-
coat AC, a new protective pipe
coating product for the water
transmission industry.
Elastocoat AC is a two-
component, 1:1 polyurethane
system that can be used as an
well as the speed of the part
through the coil or its position
within it.
All DAQ data can be
combined with the the
standard eView data set of
power, frequency, and coil
operating parameters. Upper
and lower limits can be set for
key parameters and users will
be notifed if a parameter is
not operating as expected.
internal lining or as a corro-
sion resistant external coating
for potable and non-potable
water ductile iron transmission
pipelines. It can be used as a
protection solution for
infrastructure improvement or
The live monitoring,
graphing and alarming of
critical operating parameters
like temperature will allow
manufacturing operations to
ensure quality, and enable
researchers to monitor and
store a wide array of informa-
tion, says Girish Dahake,
senior vce president of
worldwide operations.
http://eVieW.ambrell.com
new installations and is
designed for use in cathodic
protection systems.
The new coating system
contains no volatile organic
compounds (VOCs).
www.polyurethanes.basf.us
Corrosion of Linings & Coatings:
CathodiC and inhibitor ProteCtion
and Corrosion Monitoring
high-PerforManCe organiC Coatings
faiLure anaLysis of Paints and Coatings
CheMiCaL resistanCe of therMoPLastiCs,
VoLuMes 1 & 2
rubber as a ConstruCtion MateriaL for
Corrosion ProteCtion: a CoMPrehensiVe
guide for ProCess equiPMent designers
2012, 19 papers and Cd,
E335.00 or 280.00 or $420.00
New. Markets, Case Studies, Material
Innovations, Field Joint Coatings
and Offshore Pipes.
More info/buy here
2010, by Chandrasekaran,
E120.00 or 100.00 or $160.00
A unique practical guide to
application, performance and
durability.
More info/buy here
2012, by Woishnis & ebnesajjad,
E450.00 or 375.00 or $595.00
Brand New. Comprehensive new
edition of a classic reference work.
More info/buy here
2009, by Weldon,
E120.00 or 100.00 or $160.00
Practical insights from an industry
expert.
More info/buy here
2008, by Khanna,
E180.00 or 150.00 or $235.00
Materials, performance
enhancement and typical
applications.
More info/buy here
2006, by schweitzer,
E75.00 or 63.00 or $95.00
568 pages. Expert explanation of a
wide range of protective systems.
More info/buy here
b
r
a
n
d
n
e
W
Visit www.pidbooks.com
for hundreds of recent titles, easy online ordering,
special offers and clearance bargains!
Order online or by telephone, fax or email. Contact Matt Wherlock,
Tel: +44 (0)117 924 9442 Fax: +44 (0)117 9892128 email: mjw@amiplastics.com
All prices are correct at the time of publication but may be subject to change.
Please check the Plastics Information Direct website for current prices and shipping charges.
PiPeLine Coating 2012 - ConferenCe
ProCeedings
5
6
8
P
a
g
e
s
n
e
W
Our selection of the latest titles and essential reference works for the pipeline coating industry
bookshelf
Brought to you By
Plastics Information
Direct online
Bookshop
reCoMMended reading
You might also like
- Pipeline Coatings Nov 2013Document46 pagesPipeline Coatings Nov 2013vincent.w.stone6724100% (3)
- PC November 2012Document50 pagesPC November 2012bartekdidNo ratings yet
- A High Performance, Damage Tolerant Fusion Bonded Epoxy CoatingDocument15 pagesA High Performance, Damage Tolerant Fusion Bonded Epoxy CoatingpaimpillyNo ratings yet
- Astm G 62-07 PDFDocument4 pagesAstm G 62-07 PDFdangod100% (1)
- 2012 11 Full Paper BROESDER Coatings-And-cathodic-disbondmentDocument7 pages2012 11 Full Paper BROESDER Coatings-And-cathodic-disbondmentkakrasana100% (1)
- As 4822-2008 External Field Joint Coatings For Steel PipelinesDocument8 pagesAs 4822-2008 External Field Joint Coatings For Steel PipelinesSAI Global - APAC0% (1)
- Lecture Note 4 (Metallic & Non-Metallic Pipes) PDFDocument20 pagesLecture Note 4 (Metallic & Non-Metallic Pipes) PDFhkaqlqNo ratings yet
- x80 Line Pipe For Large Diameter High Strength PipelineDocument15 pagesx80 Line Pipe For Large Diameter High Strength PipelineAnonymous AlhzFE9EVNNo ratings yet
- Fibre Optic CommunicationsDocument6 pagesFibre Optic CommunicationsFirani Reza ByaNo ratings yet
- Zinc Rich Anticorrosive Primer PDFDocument53 pagesZinc Rich Anticorrosive Primer PDFDhruv SevakNo ratings yet
- DCVG Coating Survey Data SheetDocument8 pagesDCVG Coating Survey Data SheetMihail BusuiocNo ratings yet
- CPOC-GS-ST-0009 Rev 0 Painting Spec PDFDocument53 pagesCPOC-GS-ST-0009 Rev 0 Painting Spec PDFsuriya100% (4)
- GRP Pipe Systems: For Water, Sewage and Industrial ApplicationsDocument6 pagesGRP Pipe Systems: For Water, Sewage and Industrial ApplicationsMuhammad Hussain BilalNo ratings yet
- Epilux - HB - MIO - Coating-Grey PDFDocument2 pagesEpilux - HB - MIO - Coating-Grey PDFRanjan Kumar SahuNo ratings yet
- Cathodic Disbondment Test of Pipeline Coatings (Attached Cell Method)Document4 pagesCathodic Disbondment Test of Pipeline Coatings (Attached Cell Method)Fernando Berrospi GarayNo ratings yet
- Surface Preparation & Painting Procedure: List of ContentDocument14 pagesSurface Preparation & Painting Procedure: List of ContentZafr O'ConnellNo ratings yet
- Corrosion Tests in High Temperature or High Pressure Environment, or BothDocument5 pagesCorrosion Tests in High Temperature or High Pressure Environment, or Bothvuqar0979No ratings yet
- 2A?Djkhkcu: Insulation & LiningsDocument4 pages2A?Djkhkcu: Insulation & LiningsbenssjNo ratings yet
- 2014, Experiments and Modelling of Two-Phase Transient Flow During Pipeline Depressurization of CO2 With Various N2 CompositionsDocument10 pages2014, Experiments and Modelling of Two-Phase Transient Flow During Pipeline Depressurization of CO2 With Various N2 CompositionsCO2 NIDFNo ratings yet
- ANSI-B16.47 Ser B Blind and Welding Neck FlangesDocument7 pagesANSI-B16.47 Ser B Blind and Welding Neck FlangesRicelles Silveira MartinsNo ratings yet
- Pipe CoatingsDocument23 pagesPipe CoatingsIshani Gupta75% (4)
- Data Sheet - Pipeline Barred Tee: Category Sl. Attribute ValueDocument2 pagesData Sheet - Pipeline Barred Tee: Category Sl. Attribute ValueYusri Fakhrizal100% (1)
- D 2444 - 99 Rdi0ndqDocument8 pagesD 2444 - 99 Rdi0ndqHumberto GutierrezNo ratings yet
- Section 03210 Epoxy Coated Concrete ReinforcementDocument7 pagesSection 03210 Epoxy Coated Concrete ReinforcementgulzamanNo ratings yet
- Nace-Test MethodsDocument22 pagesNace-Test MethodsmartinNo ratings yet
- A - Pipe CoatingDocument25 pagesA - Pipe Coatingpaivensolidsnake100% (1)
- 2 Specification For GRP PipingDocument4 pages2 Specification For GRP Pipinggc_panchaNo ratings yet
- Corrosion Problems During Oil and Gas Production and Its MitigationDocument15 pagesCorrosion Problems During Oil and Gas Production and Its MitigationjesiNo ratings yet
- Astm A860Document5 pagesAstm A860HenryZambranoNo ratings yet
- Astm F2561-16Document4 pagesAstm F2561-16hugoNo ratings yet
- GTL-81-01 Rev 03 Protective CoatingsDocument36 pagesGTL-81-01 Rev 03 Protective CoatingsPurush Purush100% (1)
- BS en 12068.1999Document33 pagesBS en 12068.1999yy20100% (1)
- SPO Compact Flange Technical v02 2012Document40 pagesSPO Compact Flange Technical v02 2012Bueno8100% (2)
- Brederoshaw Pds 3lpeDocument2 pagesBrederoshaw Pds 3lpejleonosNo ratings yet
- Pipe JointDocument12 pagesPipe Jointimrankhan22No ratings yet
- Company Profile PetracarbonDocument8 pagesCompany Profile Petracarboneko prasatiyoNo ratings yet
- Cu Ni Pipes PDFDocument115 pagesCu Ni Pipes PDFteacgNo ratings yet
- Pipeline CoatingsDocument29 pagesPipeline Coatingstrpac100% (3)
- A Case Study of Stainless Steel Water Supply Pipe Corrosion Caused by Weld Heat TintDocument23 pagesA Case Study of Stainless Steel Water Supply Pipe Corrosion Caused by Weld Heat Tintsusanweb100% (1)
- Groundbed Design With HSCI AnodesDocument8 pagesGroundbed Design With HSCI AnodesAlexander David CarrasqueroNo ratings yet
- Overview of Pipeline Coatings) PDFDocument7 pagesOverview of Pipeline Coatings) PDFTamer Hesham AhmedNo ratings yet
- Natural Gas Pipelines For H2 Transportation 2006Document4 pagesNatural Gas Pipelines For H2 Transportation 2006YvesfNo ratings yet
- Pig Trap End Closure105671465 PDFDocument24 pagesPig Trap End Closure105671465 PDFashishNo ratings yet
- 1.4 CompositesDocument3 pages1.4 CompositesFuzail NaseerNo ratings yet
- Pipeline Equipment - Ball Valves EtcDocument43 pagesPipeline Equipment - Ball Valves Etckrish69No ratings yet
- CoatDocument16 pagesCoatbalasubramanyam kotaNo ratings yet
- Cathodic Disbondment TestingDocument2 pagesCathodic Disbondment Testingravi00098No ratings yet
- Steel Coating SystemsDocument39 pagesSteel Coating Systemsmzarei_1982No ratings yet
- Deep Anode SystemsDocument26 pagesDeep Anode Systemsaliyildizx17730No ratings yet
- Specification For Dual-Layer FBEDocument19 pagesSpecification For Dual-Layer FBEali saidNo ratings yet
- Spe 76-222 Dec 2012Document10 pagesSpe 76-222 Dec 2012akashdruva892No ratings yet
- Charpy Impact Test - WikipediaDocument18 pagesCharpy Impact Test - WikipediaAshik Speed YuvanNo ratings yet
- Coatings For HDDDocument8 pagesCoatings For HDDrenato100% (1)
- Regression Analysis According To ISO 9080 of The PE Pipe Grade P600BLDocument1 pageRegression Analysis According To ISO 9080 of The PE Pipe Grade P600BLshizu monNo ratings yet
- 4-Procedure Pipe To SoilDocument7 pages4-Procedure Pipe To SoilKhanh DTNo ratings yet
- Written by Mohammed Shosanya, Lagos Wednesday, 26 March 2008Document2 pagesWritten by Mohammed Shosanya, Lagos Wednesday, 26 March 2008Becon AjoonuNo ratings yet
- PIN March10 WebDocument37 pagesPIN March10 WebIrhamNo ratings yet
- Industry Need For Mobile Pipe Coating Technologies: CoatingsDocument3 pagesIndustry Need For Mobile Pipe Coating Technologies: CoatingsBasil OgbunudeNo ratings yet
- Catalogue - KHI PipeDocument13 pagesCatalogue - KHI PipeSetiadi Margono100% (1)
- Fluids Lab Friction LossesDocument35 pagesFluids Lab Friction LossesNana AzmilNo ratings yet
- Pig LaunchingDocument2 pagesPig LaunchingChinonso OnuoraNo ratings yet
- Pipeline Assessment Form GuidelinesDocument34 pagesPipeline Assessment Form GuidelinesFagbenro KabirNo ratings yet
- Carbon Steel PageDocument2 pagesCarbon Steel Pagemabrouk2013No ratings yet
- Pipeline Scada SystemDocument64 pagesPipeline Scada SystemMayank VishnoiNo ratings yet
- Polyethylene Water Tubing 2007 5Document26 pagesPolyethylene Water Tubing 2007 5mabrouk2013No ratings yet
- Pipeline Scada SystemDocument64 pagesPipeline Scada SystemMayank VishnoiNo ratings yet
- Sauna StaemDocument20 pagesSauna Staemmabrouk2013100% (1)
- Sauna CoreDocument28 pagesSauna Coremabrouk2013No ratings yet
- Corrosion TheoryDocument10 pagesCorrosion Theorymabrouk2013No ratings yet
- Sauna CoreDocument28 pagesSauna Coremabrouk2013No ratings yet
- Spa BrochureDocument32 pagesSpa BrochureLenjivacNo ratings yet
- Corrosion TheoryDocument10 pagesCorrosion Theorymabrouk2013No ratings yet
- KitchenDocument20 pagesKitchentbeedle100% (14)
- Spa BrochureDocument32 pagesSpa BrochureLenjivacNo ratings yet
- Sauna StaemDocument20 pagesSauna Staemmabrouk2013100% (1)
- Spa BrochureDocument32 pagesSpa BrochureLenjivacNo ratings yet
- Sauna StaemDocument20 pagesSauna Staemmabrouk2013100% (1)
- ABC of PumpsDocument67 pagesABC of PumpsJorge MártiresNo ratings yet
- Sauna StaemDocument20 pagesSauna StaemsossieNo ratings yet
- Sauna CoreDocument28 pagesSauna Coremabrouk2013No ratings yet
- The Mathematics of Pumping Water: AECOM Design BuildDocument9 pagesThe Mathematics of Pumping Water: AECOM Design Buildmabrouk2013No ratings yet
- Sauna StaemDocument20 pagesSauna Staemmabrouk2013100% (1)
- The Mathematics of Pumping Water: AECOM Design BuildDocument9 pagesThe Mathematics of Pumping Water: AECOM Design Buildmabrouk2013No ratings yet
- Corrosion TheoryDocument10 pagesCorrosion Theorymabrouk2013No ratings yet
- Tank JackingDocument37 pagesTank Jackingmabrouk2013No ratings yet
- Liquid Pipeline HydraulicsDocument68 pagesLiquid Pipeline Hydraulicsarpitkr100% (3)
- Hydraulic Calculations Adjusted FlowDocument9 pagesHydraulic Calculations Adjusted FlowMd Shaidur Rahman100% (1)
- Cavitation PDFDocument39 pagesCavitation PDFjhpandiNo ratings yet
- Liquid Pipeline HydraulicsDocument68 pagesLiquid Pipeline Hydraulicsarpitkr100% (3)
- Tuesday, 16 November 2021 - Afternoon Discovering ElectronicsDocument20 pagesTuesday, 16 November 2021 - Afternoon Discovering Electronicsnvmalt070No ratings yet
- MiscanthusDocument27 pagesMiscanthusJacob GuerraNo ratings yet
- St. John's Wort: Clinical OverviewDocument14 pagesSt. John's Wort: Clinical OverviewTrismegisteNo ratings yet
- TranscriptDocument1 pageTranscriptapi-310448954No ratings yet
- (G. Lakshmi Narasaiah) Finite Element Analysis PDFDocument349 pages(G. Lakshmi Narasaiah) Finite Element Analysis PDFmoljaime1326No ratings yet
- The Dry Bulk Management StandardDocument18 pagesThe Dry Bulk Management Standardamu_more44100% (1)
- Meet The Profesor 2021Document398 pagesMeet The Profesor 2021Raúl AssadNo ratings yet
- Present Simple TaskDocument3 pagesPresent Simple TaskMaria AlejandraNo ratings yet
- Banachek UnlimitedDocument34 pagesBanachek UnlimitedserenaNo ratings yet
- 1ST SUMMATIVE TEST FOR G10finalDocument2 pages1ST SUMMATIVE TEST FOR G10finalcherish austriaNo ratings yet
- Biomediacal Waste Project FinalDocument43 pagesBiomediacal Waste Project Finalashoknr100% (1)
- Chemistry Notes: SUBJECT: Leaving Cert Chemistry Level: TEACHER: Tara LyonsDocument5 pagesChemistry Notes: SUBJECT: Leaving Cert Chemistry Level: TEACHER: Tara LyonsSevinc NuriyevaNo ratings yet
- HMT RM65 Radial DrillDocument2 pagesHMT RM65 Radial Drillsomnath213No ratings yet
- 39ED3050CT - RT49S - AP Service ManualDocument31 pages39ED3050CT - RT49S - AP Service Manualبوند بوند100% (1)
- Intel Stratix 10 Avalon - MM Interface For PCI Express Solutions User GuideDocument173 pagesIntel Stratix 10 Avalon - MM Interface For PCI Express Solutions User Guideenoch richardNo ratings yet
- Motor CAT C13 AcertDocument3 pagesMotor CAT C13 AcertJosé Gonzalez100% (4)
- Mathematical Modeling of Mechanical Systems and Electrical SystemsDocument49 pagesMathematical Modeling of Mechanical Systems and Electrical SystemsMary DunhamNo ratings yet
- Differential Geometry of Curves and Surfaces 3. Regular SurfacesDocument16 pagesDifferential Geometry of Curves and Surfaces 3. Regular SurfacesyrodroNo ratings yet
- Relationships, 365 Day Devotional Mylesunroe 377pgDocument377 pagesRelationships, 365 Day Devotional Mylesunroe 377pgEla100% (7)
- Mpfic54 PDFDocument201 pagesMpfic54 PDFAmy100% (1)
- Easergy PS100 48VDC Power SupplyDocument2 pagesEasergy PS100 48VDC Power SupplyRichard SyNo ratings yet
- Armor MagazineDocument32 pagesArmor Magazine"Rufus"100% (1)
- Chemical Bonds WorksheetDocument2 pagesChemical Bonds WorksheetJewel Mae MercadoNo ratings yet
- Do Roman Catholics KnOw About The Great Pyramids of China?Document11 pagesDo Roman Catholics KnOw About The Great Pyramids of China?.No ratings yet
- Lc420euf Sda1 LGDocument41 pagesLc420euf Sda1 LGjavierNo ratings yet
- IPC's 2 Edition of Guidance Manual For Herbs and Herbal Products Monographs ReleasedDocument1 pageIPC's 2 Edition of Guidance Manual For Herbs and Herbal Products Monographs ReleasedRakshaNo ratings yet
- Imbinari Teava Fibra de Sticla PDFDocument1 pageImbinari Teava Fibra de Sticla PDFplex015No ratings yet
- Comparison of 3 Tests To Detect Acaricide ResistanDocument4 pagesComparison of 3 Tests To Detect Acaricide ResistanMarvelous SungiraiNo ratings yet
- Cell Structure, Function Practice Test With AnswersDocument16 pagesCell Structure, Function Practice Test With AnswersDJ ISAACSNo ratings yet
- 3.1 - Sequences and SeriesxbxhhdDocument92 pages3.1 - Sequences and SeriesxbxhhdHelloNo ratings yet
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesFrom EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesRating: 4 out of 5 stars4/5 (2)
- Practical Reservoir Engineering and CharacterizationFrom EverandPractical Reservoir Engineering and CharacterizationRating: 4.5 out of 5 stars4.5/5 (3)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Casing and Liners for Drilling and Completion: Design and ApplicationFrom EverandCasing and Liners for Drilling and Completion: Design and ApplicationRating: 5 out of 5 stars5/5 (3)
- Well Testing Project Management: Onshore and Offshore OperationsFrom EverandWell Testing Project Management: Onshore and Offshore OperationsNo ratings yet
- Machine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsFrom EverandMachine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsRating: 4 out of 5 stars4/5 (4)
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesFrom EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesNo ratings yet
- The Petroleum Engineering Handbook: Sustainable OperationsFrom EverandThe Petroleum Engineering Handbook: Sustainable OperationsRating: 3.5 out of 5 stars3.5/5 (5)
- Gas and Oil Reliability Engineering: Modeling and AnalysisFrom EverandGas and Oil Reliability Engineering: Modeling and AnalysisRating: 4.5 out of 5 stars4.5/5 (6)
- Heavy and Extra-heavy Oil Upgrading TechnologiesFrom EverandHeavy and Extra-heavy Oil Upgrading TechnologiesRating: 4 out of 5 stars4/5 (2)
- Advanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityFrom EverandAdvanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityRating: 3 out of 5 stars3/5 (2)
- Well Integrity for Workovers and RecompletionsFrom EverandWell Integrity for Workovers and RecompletionsRating: 5 out of 5 stars5/5 (3)
- Advanced Production Decline Analysis and ApplicationFrom EverandAdvanced Production Decline Analysis and ApplicationRating: 3.5 out of 5 stars3.5/5 (4)
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsFrom EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsRating: 4 out of 5 stars4/5 (6)
- Petroleum Production Engineering, A Computer-Assisted ApproachFrom EverandPetroleum Production Engineering, A Computer-Assisted ApproachRating: 4.5 out of 5 stars4.5/5 (11)
- Guide to the Practical Use of Chemicals in Refineries and PipelinesFrom EverandGuide to the Practical Use of Chemicals in Refineries and PipelinesRating: 5 out of 5 stars5/5 (1)