You might also like
- Design of Hot Forging Process of Parts With Complex Geometry in Digital EnvironmentDocument4 pagesDesign of Hot Forging Process of Parts With Complex Geometry in Digital Environmentsandeep5No ratings yet
- MAGMA SimulationFatiqueDocument37 pagesMAGMA SimulationFatiquevmgobinathNo ratings yet
- Levicast ProcessDocument5 pagesLevicast ProcessMuha KimNo ratings yet
- Prosthetic Sockets Fabrication Using Rapid Prototyping TechnologyDocument7 pagesProsthetic Sockets Fabrication Using Rapid Prototyping TechnologyHaider NeamaNo ratings yet
- Simulation and Optimization of Metal Forming ProcessesDocument27 pagesSimulation and Optimization of Metal Forming ProcessesTamer HagasNo ratings yet
- Slab Ingot Mould Design CDNA09087ENC - 001Document284 pagesSlab Ingot Mould Design CDNA09087ENC - 001emregnes0% (1)
- Optimization of Plastic Injection Moulding Process ParametersDocument22 pagesOptimization of Plastic Injection Moulding Process ParametersLluna Enllena50% (2)
- Influence of Conformal Cooling Channel Parameters On Hot Stamping Tool and Press-Hardening ProcessDocument10 pagesInfluence of Conformal Cooling Channel Parameters On Hot Stamping Tool and Press-Hardening ProcessCaio GrisottoNo ratings yet
- Experimental Investigation of Thermoforming Carbon Fibre-Reinforced Polyphenylene Sulphide CompositesDocument19 pagesExperimental Investigation of Thermoforming Carbon Fibre-Reinforced Polyphenylene Sulphide Compositeshalil yıldırımNo ratings yet
- Development and Research On Near Net Shape Forging Technology of Round Part With Flange Made of Aluminium Alloy A95456Document11 pagesDevelopment and Research On Near Net Shape Forging Technology of Round Part With Flange Made of Aluminium Alloy A95456Danylo PerepelytsiaNo ratings yet
- Study of Flow and Heat Transfer in High Pressure Die Casting Cooling ChannelDocument10 pagesStudy of Flow and Heat Transfer in High Pressure Die Casting Cooling ChannelSüleymanŞentürkNo ratings yet
- NovaFlow & Solid CV HPDCDocument2 pagesNovaFlow & Solid CV HPDCgil7777100% (1)
- Design and Optimisation of Conformal Cooling Channels in Injection Moulding ToolsDocument8 pagesDesign and Optimisation of Conformal Cooling Channels in Injection Moulding ToolsEbd RahmanNo ratings yet
- Cooling System Optimization in Polymer Injection MouldingDocument1 pageCooling System Optimization in Polymer Injection MouldingSemana da Escola de Engenharia da Universidade do MinhoNo ratings yet
- New Cooling Channel Design For Injection Moulding: A B M Saifullah, S.H. Masood and Igor SbarskiDocument4 pagesNew Cooling Channel Design For Injection Moulding: A B M Saifullah, S.H. Masood and Igor Sbarskijitendertalwar1603No ratings yet
- Simulation of Thermo-Mechanical Forming Process With LS-DYNADocument8 pagesSimulation of Thermo-Mechanical Forming Process With LS-DYNAPeter ZubarikNo ratings yet
- Checklist for Interpreting Moldflow Simulation ResultsDocument16 pagesChecklist for Interpreting Moldflow Simulation ResultsPatrick roijackersNo ratings yet
- Conformal Cooling ReviewDocument19 pagesConformal Cooling ReviewagniflameNo ratings yet
- Alex Do MSthesis PDFDocument18 pagesAlex Do MSthesis PDFgajaramilloNo ratings yet
- Finite Element Analysis and ExperimentalDocument13 pagesFinite Element Analysis and ExperimentalSurendra Kumar NekkantiNo ratings yet
- Rigrous Heat Exchanger SimulationDocument6 pagesRigrous Heat Exchanger SimulationJayakumar PararasuramanNo ratings yet
- The Numeric Modelling of The Temperature Profile of Moulded Piece in Thermostatic Mould FormDocument7 pagesThe Numeric Modelling of The Temperature Profile of Moulded Piece in Thermostatic Mould FormKok MunNo ratings yet
- A) Process Description and Potential MaterialsDocument10 pagesA) Process Description and Potential MaterialsSaddy DipoNo ratings yet
- PTC Modeling and TestingDocument33 pagesPTC Modeling and TestingAnonymous eKTuGuepTNo ratings yet
- HSMM Overview Rel 2 0Document29 pagesHSMM Overview Rel 2 0Satpal SinghNo ratings yet
- Optimization of FDM 3D printing using Taguchi techniqueDocument12 pagesOptimization of FDM 3D printing using Taguchi techniquekuldeep sharmaNo ratings yet
- Study of Process - Improving Efficiency of Closed Die Hot Forging ProcessDocument69 pagesStudy of Process - Improving Efficiency of Closed Die Hot Forging ProcessMrLanternNo ratings yet
- Bharath 2020 J. Phys. Conf. Ser. 1473 012014Document8 pagesBharath 2020 J. Phys. Conf. Ser. 1473 012014Rakesh RNo ratings yet
- T-SIM Thermoforming SimulationDocument4 pagesT-SIM Thermoforming SimulationaleskytronNo ratings yet
- Rap ToolDocument15 pagesRap Toolmedane_saad6707No ratings yet
- 2 MankovaDocument4 pages2 MankovaBehailu FelekeNo ratings yet
- Numerical_Simulation_using_Finite_ElemenDocument6 pagesNumerical_Simulation_using_Finite_ElemenBelay AyalewNo ratings yet
- PRODUKTBLAD NovaFlow Solid CV HPDC PDFDocument2 pagesPRODUKTBLAD NovaFlow Solid CV HPDC PDFSaša GojkovićNo ratings yet
- Research Paper On Gas Turbine Blade CoolingDocument5 pagesResearch Paper On Gas Turbine Blade Coolingcwcygvulg100% (1)
- 5 - Hoffmann, 2007 - Design of Hot Stamping Tools With Cooling SystemDocument4 pages5 - Hoffmann, 2007 - Design of Hot Stamping Tools With Cooling SystemCaio GrisottoNo ratings yet
- Studying Thermal BehaviorDocument6 pagesStudying Thermal BehaviorAhmed MatNo ratings yet
- Pipe Sim 20091Document24 pagesPipe Sim 20091Yk LokeNo ratings yet
- Injection MouldingDocument10 pagesInjection MouldinggoldencometNo ratings yet
- 1992 - Application of The 2D Finite Element Method To Simulation of Various Forming ProcessesDocument25 pages1992 - Application of The 2D Finite Element Method To Simulation of Various Forming ProcessesNguyen Hoang DungNo ratings yet
- Prediction of Hot Tear Defects in Steel Castings Using A Damage Based ModelDocument8 pagesPrediction of Hot Tear Defects in Steel Castings Using A Damage Based ModelAdilchelakotNo ratings yet
- Simulation of A Rectangular Object With Shinkage DefectDocument8 pagesSimulation of A Rectangular Object With Shinkage DefectHumberto Suarez LiscaNo ratings yet
- Objectives: For Cleaner Coal PlantDocument6 pagesObjectives: For Cleaner Coal Plantbarlang123No ratings yet
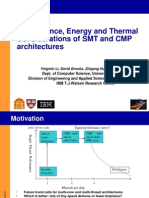
- SMT and CMP ArchitectureDocument19 pagesSMT and CMP ArchitecturedskhariNo ratings yet
- 723ijarse PDFDocument19 pages723ijarse PDFMahsaNo ratings yet
- Design Optimization of Plastic Injection Tooling FDocument12 pagesDesign Optimization of Plastic Injection Tooling FElJeremiasNo ratings yet
- A Numerical Analysis For The Cooling Module Related To Automobile Air Conditioning SystemDocument10 pagesA Numerical Analysis For The Cooling Module Related To Automobile Air Conditioning SystematosayNo ratings yet
- Sheet Incremental Forming: Advantages of Robotised Cells vs. CNC MachinesDocument23 pagesSheet Incremental Forming: Advantages of Robotised Cells vs. CNC MachinesManolo GipielaNo ratings yet
- Zhou 2005Document13 pagesZhou 2005Nico egNo ratings yet
- CHEM+ENG+3030 7054+Design+Project+Brief+2023+Final 075629Document7 pagesCHEM+ENG+3030 7054+Design+Project+Brief+2023+Final 075629noorfatima.okitNo ratings yet
- Conformal CoolingDocument19 pagesConformal CoolingskumaranspNo ratings yet
- Grinding Plants-Optimization and ModellingDocument12 pagesGrinding Plants-Optimization and ModellingaghilifNo ratings yet
- 33M - Johnson TesterDocument3 pages33M - Johnson TesterZac BrindleyNo ratings yet
- Thermal Analysis and Design Optimization of Electric Machines Using Motor-CADDocument18 pagesThermal Analysis and Design Optimization of Electric Machines Using Motor-CADkhodabandelouNo ratings yet
- Machining Part Program Optimization Through An Advanced Multidisciplinary ProcedureDocument14 pagesMachining Part Program Optimization Through An Advanced Multidisciplinary ProcedureFahmiNo ratings yet
- 13 High Quality NitiDocument14 pages13 High Quality NitikushNo ratings yet
- Measuring PCB Warpage during Reflow with IPC-9641Document9 pagesMeasuring PCB Warpage during Reflow with IPC-9641DerekGraysonNo ratings yet
- Paul Bere Mat PlastDocument8 pagesPaul Bere Mat Plast19MECH052 SYED YOUNUSNo ratings yet
- F5 - Cryogenic DepressuringDocument13 pagesF5 - Cryogenic DepressuringJorge Luis HernándezNo ratings yet
- Soft Computing in the Design and Manufacturing of Composite Materials: Applications to Brake Friction and Thermoset Matrix CompositesFrom EverandSoft Computing in the Design and Manufacturing of Composite Materials: Applications to Brake Friction and Thermoset Matrix CompositesNo ratings yet
- Bolt Grade Markings and Strength ChartDocument2 pagesBolt Grade Markings and Strength ChartEldori1988No ratings yet
- SuspensiondfDocument3 pagesSuspensiondfAhmad UsamaNo ratings yet
- Assembly in A BoxDocument2 pagesAssembly in A BoxEldori1988No ratings yet
- ConfidenceDocument4 pagesConfidenceEldori1988No ratings yet
- Huck Hucklok enDocument4 pagesHuck Hucklok enEldori1988No ratings yet
- Toyota Business Practices and Academe - Industry Linkage - GasparDocument7 pagesToyota Business Practices and Academe - Industry Linkage - GasparEldori1988No ratings yet
- Onsert GB 0250 PDFDocument12 pagesOnsert GB 0250 PDFmazacotesNo ratings yet
- Sports Pictionary Poster 1 Vocabulary Worksheet PDFDocument2 pagesSports Pictionary Poster 1 Vocabulary Worksheet PDFSy Hafizah100% (1)
- SIROLL Furnace Optimization enDocument0 pagesSIROLL Furnace Optimization enEldori1988No ratings yet
- Demonstration For Certification (Participants Copy)Document2 pagesDemonstration For Certification (Participants Copy)Eldori1988No ratings yet
- HUCK Hucktainer enDocument8 pagesHUCK Hucktainer enEldori1988No ratings yet
- HUCK FloorTight enDocument8 pagesHUCK FloorTight enEldori1988No ratings yet
- Fishbone DiagramDocument2 pagesFishbone DiagramEldori1988No ratings yet
- Magna-Bulb Blind Fastener: Previous ScreenDocument3 pagesMagna-Bulb Blind Fastener: Previous ScreenEldori1988No ratings yet
- Rivset Gen2 GB 6705Document6 pagesRivset Gen2 GB 6705Eldori1988No ratings yet
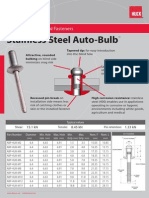
- HUCK Autobulb Stainless Steel enDocument1 pageHUCK Autobulb Stainless Steel enEldori1988No ratings yet
- Böllhoff International With Companies In:: Partner of The Aerospace Industry Joining Together!Document3 pagesBöllhoff International With Companies In:: Partner of The Aerospace Industry Joining Together!Eldori1988No ratings yet
- Huck BOM: The Highest Strength Blind Fasteners in The WorldDocument5 pagesHuck BOM: The Highest Strength Blind Fasteners in The WorldEldori1988No ratings yet
- The Challenge of Lean Management: James P. Womack, Chairman, Lean Enterprise InstituteDocument27 pagesThe Challenge of Lean Management: James P. Womack, Chairman, Lean Enterprise InstituteEldori1988No ratings yet
- Bolt Depot - Metric Bolt Head, Wrench Size, and Diameter TableDocument2 pagesBolt Depot - Metric Bolt Head, Wrench Size, and Diameter TableEldori1988No ratings yet
- Bolt Depot - Machinery Eye Bolt DimensionsDocument2 pagesBolt Depot - Machinery Eye Bolt DimensionsEldori1988No ratings yet
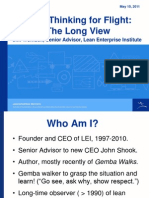
- Lean Thinking For Flight: The Long View: Jim Womack, Senior Advisor, Lean Enterprise InstituteDocument18 pagesLean Thinking For Flight: The Long View: Jim Womack, Senior Advisor, Lean Enterprise InstituteEldori1988No ratings yet
- Bolt Depot - Metric Tap and Drill Size TableDocument1 pageBolt Depot - Metric Tap and Drill Size TableEldori1988No ratings yet
- 561Document27 pages561Eldori1988No ratings yet
- CPF PresentationDocument13 pagesCPF PresentationEldori1988No ratings yet
- Lean For The Long Term: James P. Womack Chairman, Lean Enterprise InstituteDocument20 pagesLean For The Long Term: James P. Womack Chairman, Lean Enterprise InstituteEldori1988No ratings yet
- Lean Counting: Jim Womack, Senior Advisor, Lean Enterprise InstituteDocument20 pagesLean Counting: Jim Womack, Senior Advisor, Lean Enterprise InstituteEldori1988No ratings yet
- German Presentation Feb 03Document8 pagesGerman Presentation Feb 03Eldori1988No ratings yet
- New Horizons For Dividing Wall ColumnsDocument9 pagesNew Horizons For Dividing Wall ColumnsidmNo ratings yet
- Gunshot Residue Analysis by Scanning Electron Microscopy/Energy Dispersive X-Ray SpectrometryDocument5 pagesGunshot Residue Analysis by Scanning Electron Microscopy/Energy Dispersive X-Ray SpectrometryGustavo JoséNo ratings yet
- Opvc PipesDocument28 pagesOpvc PipesM.Sreeram SanjayNo ratings yet
- Enzyme kinetics experiment on starch hydrolysisDocument13 pagesEnzyme kinetics experiment on starch hydrolysisNahusenay TewodrosNo ratings yet
- Fischer Anchor BoltDocument10 pagesFischer Anchor Bolticehorizon88No ratings yet
- Chemistry Matters Ch07 Textbk ANSDocument4 pagesChemistry Matters Ch07 Textbk ANSZeneon73% (11)
- SEKOLAH MENENGAH KEBANGSAAN PANGKOR SCIENCE EXAMDocument5 pagesSEKOLAH MENENGAH KEBANGSAAN PANGKOR SCIENCE EXAMnazgaNo ratings yet
- OtooDocument11 pagesOtooStefania DavidNo ratings yet
- Abdos Catlog 2013 - 14Document63 pagesAbdos Catlog 2013 - 14nirmalpharmaNo ratings yet
- Surface PreparationDocument13 pagesSurface PreparationDacher Daniel100% (1)
- Fluid KinematicsDocument109 pagesFluid KinematicsLorence Gabayan100% (1)
- 5.c.raw Material TestingDocument30 pages5.c.raw Material Testingbodekiz50% (2)
- USL Nasik ReportDocument81 pagesUSL Nasik ReportManav Arya100% (1)
- Electric Air - Cooler Made Out of Improvised MaterialsDocument20 pagesElectric Air - Cooler Made Out of Improvised MaterialsElisha Roselle C. Labanero100% (2)
- Uji Struktur Dan Sifat Listrik Silikon Dioksida Dan Silikon Dari Sekam PadiDocument68 pagesUji Struktur Dan Sifat Listrik Silikon Dioksida Dan Silikon Dari Sekam PadiNazopatul Patonah Har IPBNo ratings yet
- Mass Transfer MCQs PDFDocument78 pagesMass Transfer MCQs PDFzeeshan33% (3)
- D5298 Curva Característica Do SoloDocument6 pagesD5298 Curva Característica Do SoloDenny SantanaNo ratings yet
- U-Boot Technology Reduces Construction Costs by Lightening Concrete SlabsDocument2 pagesU-Boot Technology Reduces Construction Costs by Lightening Concrete SlabsTalmeez KundgolNo ratings yet
- Cleaning Validation 02Document25 pagesCleaning Validation 02sreedharguptaNo ratings yet
- Self-lubricating bearings guideDocument39 pagesSelf-lubricating bearings guideDevang RathodNo ratings yet
- Aits 2223 CRT Ii Jeem OfflineDocument15 pagesAits 2223 CRT Ii Jeem OfflineBHOOMI B100% (1)
- World: Jawaharlal Nehru Technological University HyderabadDocument11 pagesWorld: Jawaharlal Nehru Technological University HyderabadlavanyaNo ratings yet
- Distillation: Enthalpy Concentration Methods (HX) Diagram or Ponchon Savarit MethodDocument9 pagesDistillation: Enthalpy Concentration Methods (HX) Diagram or Ponchon Savarit MethodRose Dane Escobedo DiestaNo ratings yet
- CH 44Document22 pagesCH 44parnedNo ratings yet
- 24029962Document269 pages24029962smrndrdasNo ratings yet
- Chemistry Density Problems SEODocument5 pagesChemistry Density Problems SEOTahir SaeedNo ratings yet
- Practice Text 1Document5 pagesPractice Text 1Juan Rodriguez OrdoñezNo ratings yet
- SOPs - Pharma PathwayDocument7 pagesSOPs - Pharma PathwayDeepakNo ratings yet
- 2 Agrostudies Temperature ManagementDocument62 pages2 Agrostudies Temperature ManagementYolaina EdwarNo ratings yet