You might also like
- Clean Energy Technology Observatory Renewable fuels-KJNA31292ENNDocument59 pagesClean Energy Technology Observatory Renewable fuels-KJNA31292ENNismailayarNo ratings yet
- UTS Dust Expl PrintDocument19 pagesUTS Dust Expl PrintismailayarNo ratings yet
- The Ultimate Excel HandbookDocument43 pagesThe Ultimate Excel HandbookChandra RaoNo ratings yet
- D 08 Ae 73279641 e 471Document15 pagesD 08 Ae 73279641 e 471ismailayarNo ratings yet
- 004Document2 pages004ismailayarNo ratings yet
- PL-3900 Battery Room Ventilation SystemDocument2 pagesPL-3900 Battery Room Ventilation SystemismailayarNo ratings yet
- ALOHA ExamplesDocument53 pagesALOHA ExamplesismailayarNo ratings yet
- 11 Oncologic Drug Exposure RisksDocument49 pages11 Oncologic Drug Exposure RisksismailayarNo ratings yet
- Lecture 12Document26 pagesLecture 12ismailayarNo ratings yet
- 7977 CCPS Annual2013 Low - ResDocument25 pages7977 CCPS Annual2013 Low - ResismailayarNo ratings yet
- DB 01097Document4 pagesDB 01097ismailayarNo ratings yet
- Guidelines For Hazard Evaluation Procedures 2nd Edition With Worked ExamplesDocument12 pagesGuidelines For Hazard Evaluation Procedures 2nd Edition With Worked Exampleskkkelvin21% (14)
- Combustible Dust Webinar HandoutDocument57 pagesCombustible Dust Webinar HandoutismailayarNo ratings yet
- ProcessSafetyManagement AuditApproachDocument8 pagesProcessSafetyManagement AuditApproachismailayarNo ratings yet
- Combustible Dust Webinar HandoutDocument57 pagesCombustible Dust Webinar HandoutismailayarNo ratings yet
- En 14491-2006 Dust Explosion Venting Protective SystemsDocument32 pagesEn 14491-2006 Dust Explosion Venting Protective Systemsdmpresas100% (1)
- HAZOP Analysis Training GuideDocument7 pagesHAZOP Analysis Training GuideismailayarNo ratings yet
- VinegarDocument8 pagesVinegarMing HanNo ratings yet
- Aiha Combustable DustsDocument47 pagesAiha Combustable DustsismailayarNo ratings yet
- Less Is MoreDocument16 pagesLess Is MoreismailayarNo ratings yet
- 18537Document5 pages18537ismailayarNo ratings yet
- Guidelines of Watermeter Installation 2009Document25 pagesGuidelines of Watermeter Installation 2009ismailayarNo ratings yet
- Tutorial Ms AccessDocument15 pagesTutorial Ms AccessIka NovitasariNo ratings yet
- Free Cooling For Cooling TowersDocument28 pagesFree Cooling For Cooling TowersismailayarNo ratings yet
- How To Build An Alcohol Distillation DeviceDocument45 pagesHow To Build An Alcohol Distillation Devicelokikg100% (2)
- Iso HandbookDocument35 pagesIso Handbookrajeev_coralNo ratings yet
- Alcohol Fuel (Making Your Own)Document5 pagesAlcohol Fuel (Making Your Own)Alexandru MaximNo ratings yet
- Flow Rate Measurements by FlumesDocument13 pagesFlow Rate Measurements by FlumesismailayarNo ratings yet
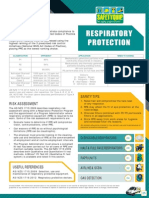
- RespiratoryprotectionDocument10 pagesRespiratoryprotectionismailayarNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Journey of HIV 1 Non-Nucleoside Reverse TranscriptaseDocument33 pagesThe Journey of HIV 1 Non-Nucleoside Reverse TranscriptaseAnkit Kumar SinghNo ratings yet
- MCA-12 Web DesigningDocument204 pagesMCA-12 Web DesigningLittaNo ratings yet
- Cat Marine Engine ProgramDocument4 pagesCat Marine Engine ProgramRobert BeddingfieldNo ratings yet
- Rizal 6Document11 pagesRizal 6Alexa LeeNo ratings yet
- Drag LinesDocument31 pagesDrag LinesJonas GondimNo ratings yet
- Scada On Hydro Power Plant Cascade - Case StudyDocument49 pagesScada On Hydro Power Plant Cascade - Case StudyRaju KumarNo ratings yet
- q4_tleDocument65 pagesq4_tleAngelica TaerNo ratings yet
- Chapte4 ZamznDocument24 pagesChapte4 ZamznAHMED DARAJNo ratings yet
- Week 6 History Class 6 Chap 3Document8 pagesWeek 6 History Class 6 Chap 3Priya ChughNo ratings yet
- REGULATIONS FOR SHIPSDocument62 pagesREGULATIONS FOR SHIPSBasong SanNo ratings yet
- Dubai UAE InformationDocument28 pagesDubai UAE InformationsefdeniNo ratings yet
- A Study On Financial Analysis of Tri Van Drum AirportDocument81 pagesA Study On Financial Analysis of Tri Van Drum AirportN.MUTHUKUMARAN100% (1)
- Worksheet Modul 6 - Food and Beverage DivisiondDocument10 pagesWorksheet Modul 6 - Food and Beverage DivisiondIAN WIDJAYANo ratings yet
- Heat Transfer Through Extended SurfacesDocument16 pagesHeat Transfer Through Extended SurfaceschawarepNo ratings yet
- (Centrifugal Pump Calculation For DM PW Water To R-401Document20 pages(Centrifugal Pump Calculation For DM PW Water To R-401Ashish PawarNo ratings yet
- Artists Budget TemplateDocument9 pagesArtists Budget TemplateMaia CelloNo ratings yet
- Astm D 2113-14Document20 pagesAstm D 2113-14aswathy annie vargheseNo ratings yet
- Care of Older Adults Notes PT 1Document5 pagesCare of Older Adults Notes PT 1Edson John Demayo100% (1)
- Your First ProgramDocument7 pagesYour First ProgramJosephat MugumbaNo ratings yet
- 63-2003 Local Water District Franchise and Income TaxDocument2 pages63-2003 Local Water District Franchise and Income Taxapi-247793055100% (1)
- Comprehensive Land Use Plan in Municipality of TigbauanDocument4 pagesComprehensive Land Use Plan in Municipality of TigbauanmaygracedigolNo ratings yet
- Practicing Oil AnalysisDocument62 pagesPracticing Oil AnalysisCristian SNo ratings yet
- BRP-1 Final Report Borjan Private LimitedDocument38 pagesBRP-1 Final Report Borjan Private LimitedArsalan IqbalNo ratings yet
- B 7 B 139 Bee 14 Faea 5Document23 pagesB 7 B 139 Bee 14 Faea 5Ola E. MohamedNo ratings yet
- Microbial Contamination Control in The Pharmaceutical IndustryDocument330 pagesMicrobial Contamination Control in The Pharmaceutical IndustryENRIQUE_POMALES683100% (5)
- 842e In001 - en PDocument4 pages842e In001 - en PNilson Eduardo TorresNo ratings yet
- Formation Damage ExamplesDocument89 pagesFormation Damage ExamplesLaurensius Raymond SanjayaNo ratings yet
- BX 560GDocument20 pagesBX 560Gmacanipharoldf6220No ratings yet
- FOOD PRESERVATION CHART FOR CANNING LOW-ACID & ACID FOODSDocument2 pagesFOOD PRESERVATION CHART FOR CANNING LOW-ACID & ACID FOODSjhNo ratings yet
- Exercise 1 and 2 - Revised2Document5 pagesExercise 1 and 2 - Revised2Vivekka Olivia JohnNo ratings yet