You might also like
- Loss of ContainmentDocument68 pagesLoss of Containmentpetrolhead1No ratings yet
- ED ProcessDocument9 pagesED ProcesskhanasifalamNo ratings yet
- HVAC Cooling Load Procedure Guideline Lo0Document62 pagesHVAC Cooling Load Procedure Guideline Lo0api-385802594% (36)
- Better Feed Entry For DebutanizerDocument5 pagesBetter Feed Entry For DebutanizerM Scott GreenNo ratings yet
- TraysDocument19 pagesTraysShaukat AliNo ratings yet
- Packed Tower Internals PDFDocument32 pagesPacked Tower Internals PDFmehul10941No ratings yet
- Shortcut Methodsofdistillation Design PDFDocument15 pagesShortcut Methodsofdistillation Design PDFAle SanzNo ratings yet
- Distillation Tray Types Operation TRBSHTDocument38 pagesDistillation Tray Types Operation TRBSHTGary JonesNo ratings yet
- ACCA P7 Course NotesDocument263 pagesACCA P7 Course NotessaheerNo ratings yet
- Distillation Column Troubleshooting Part IDocument8 pagesDistillation Column Troubleshooting Part INishat M PatilNo ratings yet
- Column Internals ExplainedDocument9 pagesColumn Internals ExplainedFranklin Santiago Suclla PodestaNo ratings yet
- DS-TI Tower InternalsDocument10 pagesDS-TI Tower Internalschris100% (1)
- Distillation Column InternalsDocument17 pagesDistillation Column InternalsAhmed Omar AmineNo ratings yet
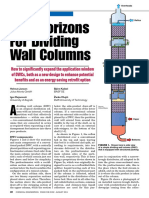
- New Horizons For Dividing Wall ColumnsDocument9 pagesNew Horizons For Dividing Wall ColumnsidmNo ratings yet
- Reboiler Circuit DebottleneckDocument8 pagesReboiler Circuit DebottleneckstreamtNo ratings yet
- Estimation of Relief Load and Realistic Relieving Temperature For Heavy-End Fractionating ColumnsDocument10 pagesEstimation of Relief Load and Realistic Relieving Temperature For Heavy-End Fractionating ColumnssdddNo ratings yet
- CEeNews2 04Document6 pagesCEeNews2 04Antonio MezzopreteNo ratings yet
- Piping Specification BreaksDocument6 pagesPiping Specification BreaksvijeyimusNo ratings yet
- TraysDocument9 pagesTraysElladaNo ratings yet
- Valve TrayDocument3 pagesValve TrayfurqonmaNo ratings yet
- Two Reboiler Simultaneously RunDocument16 pagesTwo Reboiler Simultaneously RunteddyNo ratings yet
- Sieve Tray Column: Design of HC Process Equipments PE 350Document14 pagesSieve Tray Column: Design of HC Process Equipments PE 350Shreya Sahajpal KaushalNo ratings yet
- Significance of Debutanizer Reflux RatioDocument2 pagesSignificance of Debutanizer Reflux RatioMuhammadUsmanSaeedNo ratings yet
- A I Che Weir Loading SPR 2009Document13 pagesA I Che Weir Loading SPR 2009mehul10941No ratings yet
- Types & Design of Tower TraysDocument10 pagesTypes & Design of Tower TraysAlberto AbrajanNo ratings yet
- Reboiler Circuits For Trayed ColumnsDocument40 pagesReboiler Circuits For Trayed ColumnsForcus onNo ratings yet
- Distillation Column InternalsDocument16 pagesDistillation Column InternalsBon Joey BernestoNo ratings yet
- Tray Column Design - FAYFDocument1 pageTray Column Design - FAYFsriman12340% (1)
- Trays and Packed TowersDocument71 pagesTrays and Packed TowersArt G. Enzi100% (1)
- AS.B1EN 1113 - &AA - History - .Layout19 - 4353 PDFDocument20 pagesAS.B1EN 1113 - &AA - History - .Layout19 - 4353 PDFAbednego ZanoNo ratings yet
- FALLSEM2021-22 CHE4001 ETH VL2021220100382 Reference Material I 17-Aug-2021 Lecture-1 (Tray Vs Packed Column)Document62 pagesFALLSEM2021-22 CHE4001 ETH VL2021220100382 Reference Material I 17-Aug-2021 Lecture-1 (Tray Vs Packed Column)sanyukta sinhaNo ratings yet
- H.) Filter Press Feed PumpDocument3 pagesH.) Filter Press Feed PumpMauro RicoNo ratings yet
- Kister - Troubleshoot Packing Maldistribution Upset Part 1, Temperature Surveys and Gamma ScansDocument8 pagesKister - Troubleshoot Packing Maldistribution Upset Part 1, Temperature Surveys and Gamma ScansgonzalezpcjNo ratings yet
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Choosing Trays and Packings For Distillation: Back To BasicsDocument7 pagesChoosing Trays and Packings For Distillation: Back To Basicsmsn1981No ratings yet
- Loss of Containment Manual 2012 PDFDocument68 pagesLoss of Containment Manual 2012 PDFpetrolhead1No ratings yet
- Distillation TowwerDocument154 pagesDistillation TowwerAmmar HashimNo ratings yet
- Ahmed Deyab: Senior Process Engineer Process Simulation ConsultantDocument154 pagesAhmed Deyab: Senior Process Engineer Process Simulation ConsultantHamza AliNo ratings yet
- Natural Gas FractionationDocument28 pagesNatural Gas Fractionationmohamed100% (1)
- Heat Exchanger PerformanceDocument6 pagesHeat Exchanger Performanceramadoss_alwar7307No ratings yet
- Design Review of AbsorbersDocument46 pagesDesign Review of AbsorbersAngelik MoralesNo ratings yet
- Distillation Final RevDocument118 pagesDistillation Final Revgad480No ratings yet
- Truobleshooting Refinery Vacuum TowerDocument33 pagesTruobleshooting Refinery Vacuum TowerGUZMAN0% (1)
- Design of Valve TrayDocument4 pagesDesign of Valve TrayVirendra BhagatNo ratings yet
- Packing Selection Guide For Packed ColumnsDocument44 pagesPacking Selection Guide For Packed ColumnsZain Ul AbideenNo ratings yet
- Energy Systems Presentation MaterialDocument208 pagesEnergy Systems Presentation MaterialLuis Enrique Leyva OvalleNo ratings yet
- Multipass Tray DesignDocument12 pagesMultipass Tray DesignAyoun Ul HaqueNo ratings yet
- Hydrogen Peroxide Caustic Soda.Document7 pagesHydrogen Peroxide Caustic Soda.Richard.nlNo ratings yet
- Leading Tray TechnologyDocument20 pagesLeading Tray TechnologyMatt Agonya100% (2)
- Inspecting Fractionation TowersDocument11 pagesInspecting Fractionation Towersjafo_211100% (1)
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- Control Valve Calculation SpreadsheetDocument1 pageControl Valve Calculation Spreadsheetpetrolhead1No ratings yet
- General Guidelines For Distillation ColumnDocument23 pagesGeneral Guidelines For Distillation ColumnCristinaNo ratings yet
- Distillation Column DesignDocument7 pagesDistillation Column DesignTouhidBinAnwarNo ratings yet
- Types of Plate and Their ApplicationDocument5 pagesTypes of Plate and Their ApplicationHuda ShahNo ratings yet
- DesigningVacuumtower (VDU)Document26 pagesDesigningVacuumtower (VDU)Bilal KhanNo ratings yet
- Thermosiphon ReboilersDocument3 pagesThermosiphon ReboilersMuhammadNo ratings yet
- Basics of Distillation: V. K. KapoorDocument62 pagesBasics of Distillation: V. K. Kapoorstardeepakrati100% (1)
- Reboiler Case StudyDocument6 pagesReboiler Case StudyamlhrdsNo ratings yet
- Reboilers & VaporisersDocument17 pagesReboilers & VaporisersKamran MalikNo ratings yet
- Boiler Dan ReboilerDocument15 pagesBoiler Dan ReboilerLia SeptianaNo ratings yet
- Distillation Column InternalsDocument7 pagesDistillation Column InternalsRicardo BecNo ratings yet
- Handbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28From EverandHandbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28No ratings yet
- Tower Tray Oil and Gas IndustryDocument11 pagesTower Tray Oil and Gas IndustryHeet PatelNo ratings yet
- Tray DevicesDocument11 pagesTray DevicesCelestine OzokechiNo ratings yet
- HP InformationDocument84 pagesHP Informationpetrolhead1No ratings yet
- Auto - Recir V CV Minimum FlowDocument3 pagesAuto - Recir V CV Minimum Flowpetrolhead1No ratings yet
- Press 4Document2 pagesPress 4PKNo ratings yet
- 2 Channel Relay SchematicDocument1 page2 Channel Relay Schematicpetrolhead1No ratings yet
- Pump Flowrate Control PDFDocument76 pagesPump Flowrate Control PDFpetrolhead1No ratings yet
- Duct Distribution PDFDocument59 pagesDuct Distribution PDFKarthikeyan SankarrajanNo ratings yet
- Gaseous Oxygen ServiceDocument4 pagesGaseous Oxygen Servicepetrolhead1No ratings yet
- Diva Steam FlowmeterDocument2 pagesDiva Steam Flowmeterpetrolhead1No ratings yet
- Piper Alpha Public InquiryDocument266 pagesPiper Alpha Public Inquirypetrolhead1No ratings yet
- Pump Basic RulesDocument5 pagesPump Basic RulesMaria Precious Paula LapizarNo ratings yet
- Water HammerDocument34 pagesWater Hammerpetrolhead1No ratings yet
- ATEX Flyer ElectromachDocument1 pageATEX Flyer Electromachhubert_veltenNo ratings yet
- Pipe Schedule and Thickness PDFDocument2 pagesPipe Schedule and Thickness PDFskychurch100% (1)
- Velocity HeadDocument3 pagesVelocity HeadnikitaNo ratings yet
- Treatment ProcessesDocument36 pagesTreatment ProcessesFree_Beating_HeartNo ratings yet
- Algeria CPF OverviewDocument5 pagesAlgeria CPF Overviewpetrolhead1No ratings yet
- Treatment ProcessesDocument36 pagesTreatment ProcessesFree_Beating_HeartNo ratings yet
- Partial Volume Vertical CylinderDocument1 pagePartial Volume Vertical Cylinderpetrolhead1No ratings yet
- Pipe Schedule and Thickness PDFDocument2 pagesPipe Schedule and Thickness PDFskychurch100% (1)
- Pipe Schedule and Thickness PDFDocument2 pagesPipe Schedule and Thickness PDFskychurch100% (1)