You might also like
- Ball Mill Audit and OptimizationDocument82 pagesBall Mill Audit and Optimizationanrulo100% (4)
- Flotation 2Document15 pagesFlotation 2anruloNo ratings yet
- Diaphragm SuggestionDocument16 pagesDiaphragm SuggestionanruloNo ratings yet
- Power Drawn by Grinding MediaDocument5 pagesPower Drawn by Grinding MediaanruloNo ratings yet
- Flotation 2Document15 pagesFlotation 2anruloNo ratings yet
- Wear Tests On Grinding BallsDocument31 pagesWear Tests On Grinding BallsMartín UcedaNo ratings yet
- Sintercast Vs HardfacingDocument21 pagesSintercast Vs Hardfacinganrulo75% (4)
- Improving copper recovery through grinding mediaDocument12 pagesImproving copper recovery through grinding mediaanruloNo ratings yet
- Balls For MiningDocument1 pageBalls For MininganruloNo ratings yet
- Grinding FundamentalsDocument49 pagesGrinding FundamentalsanruloNo ratings yet
- Advances in Fine GrindingDocument7 pagesAdvances in Fine GrindinganruloNo ratings yet
- Sintercast Vs Hardfacing PDFDocument21 pagesSintercast Vs Hardfacing PDFanruloNo ratings yet
- Grinding Technology of Limestone With Ball MillsDocument16 pagesGrinding Technology of Limestone With Ball MillsanruloNo ratings yet
- Wear of Grinding Media in The Mineral Processing Industry - An OverviewDocument6 pagesWear of Grinding Media in The Mineral Processing Industry - An OverviewanruloNo ratings yet
- HoromillDocument17 pagesHoromillanrulo100% (1)
- Stirred Ball MillsDocument10 pagesStirred Ball MillsanruloNo ratings yet
- Benefits of Hi CR in Copper Process2Document6 pagesBenefits of Hi CR in Copper Process2anruloNo ratings yet
- DEM Method For Liner WearDocument6 pagesDEM Method For Liner WearanruloNo ratings yet
- Corrosion Rates of GM in Mill WaterDocument18 pagesCorrosion Rates of GM in Mill WateranruloNo ratings yet
- Copper Recovery Using Leach Solvent Elect Row Inning ExtractionDocument6 pagesCopper Recovery Using Leach Solvent Elect Row Inning Extractionstefanov.mail3860No ratings yet
- Grinding Media Composition and QualityDocument8 pagesGrinding Media Composition and QualityanruloNo ratings yet
- The effect of specific selection function on dry clinker grinding efficiency in a batch ball millDocument23 pagesThe effect of specific selection function on dry clinker grinding efficiency in a batch ball millTin NguyenNo ratings yet
- WEAR-The Wear Behaviour of Hi-ChromiumDocument13 pagesWEAR-The Wear Behaviour of Hi-ChromiumanruloNo ratings yet
- Wear Tests On Grinding BallsDocument31 pagesWear Tests On Grinding BallsMartín UcedaNo ratings yet
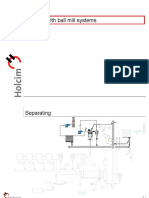
- Grinding With Ball Mill Systems: SeparatingDocument64 pagesGrinding With Ball Mill Systems: SeparatingVishnu Vardhan . C100% (3)
- Copper: Propierties and AplicationsDocument24 pagesCopper: Propierties and AplicationsanruloNo ratings yet
- The Relative Importance of Erosion and Corrosion On Metal Loss in Ball MillingDocument9 pagesThe Relative Importance of Erosion and Corrosion On Metal Loss in Ball MillinganruloNo ratings yet
- Main Types of Crushers 02Document9 pagesMain Types of Crushers 02anruloNo ratings yet
- DEM Method For Liner WearDocument6 pagesDEM Method For Liner WearanruloNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Ore Accounting - Revenue Assumptions MECO 4210 2023Document62 pagesOre Accounting - Revenue Assumptions MECO 4210 2023Martin ChikumbeniNo ratings yet
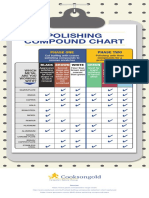
- Polishing Compound Chart: Phase OneDocument1 pagePolishing Compound Chart: Phase Onemihai moldovanNo ratings yet
- Unit 5 Module 2Document10 pagesUnit 5 Module 2Zhaena Julien BalceNo ratings yet
- LEEA Correspondence Courses: Assignment 1.3Document3 pagesLEEA Correspondence Courses: Assignment 1.3Primelift Safety Resources LimitedNo ratings yet
- What I Know Pages 24-26 ANSWEREDCoronel, leerusselJ.11ABMATHENADocument2 pagesWhat I Know Pages 24-26 ANSWEREDCoronel, leerusselJ.11ABMATHENALee Russel CoronelNo ratings yet
- Interview QuestionDocument22 pagesInterview QuestionsugeshNo ratings yet
- High-Strength Carbon-Manganese Steel of Structural Quality: Standard Specification ForDocument3 pagesHigh-Strength Carbon-Manganese Steel of Structural Quality: Standard Specification Forprajakt_pieNo ratings yet
- Kuyumculuk İngi̇li̇zce Teri̇mlerDocument12 pagesKuyumculuk İngi̇li̇zce Teri̇mlerbirgulNo ratings yet
- Inplant Training Chapter 1 To 7Document67 pagesInplant Training Chapter 1 To 7Vaishnavi K GowdaNo ratings yet
- Wrought Cobalt-20Chromium-15Tungsten-10Nickel Alloy For Surgical Implant Applications (UNS R30605)Document4 pagesWrought Cobalt-20Chromium-15Tungsten-10Nickel Alloy For Surgical Implant Applications (UNS R30605)ajay nigamNo ratings yet
- VRC Aerospace.v6 PDFDocument2 pagesVRC Aerospace.v6 PDFdocturboNo ratings yet
- Choosing The Best Pocket Knife: Knife Steel Composition ChartDocument12 pagesChoosing The Best Pocket Knife: Knife Steel Composition ChartNguyễn Thống NhấtNo ratings yet
- Chemical Element Synthetic Metal Periodic Table Isotope: Technetium (TC)Document2 pagesChemical Element Synthetic Metal Periodic Table Isotope: Technetium (TC)Maria Patricia Angela MoslaresNo ratings yet
- AluminumDocument4 pagesAluminumMartyn PereiraNo ratings yet
- Economic Geology, v. 113, Pp. 163-192: ©2018 Society of Economic Geologists, IncDocument30 pagesEconomic Geology, v. 113, Pp. 163-192: ©2018 Society of Economic Geologists, IncRAUL MONTESINOSNo ratings yet
- Cambridge International General Certificate of Secondary EducationDocument16 pagesCambridge International General Certificate of Secondary EducationOmar MongyNo ratings yet
- Brazing Soldering Paste Screen VersionDocument28 pagesBrazing Soldering Paste Screen VersionTecnoserv Ingenieros S.A:No ratings yet
- Cambridge International General Certificate of Secondary Education (9-1)Document20 pagesCambridge International General Certificate of Secondary Education (9-1)Pranav BISUMBHERNo ratings yet
- Types of Alum: ReportDocument2 pagesTypes of Alum: ReportAhmed KoroNo ratings yet
- Grade 310S PDFDocument6 pagesGrade 310S PDFpktienNo ratings yet
- JCSF Engineering DefinitionsDocument19 pagesJCSF Engineering DefinitionsMarcial Jr. MilitanteNo ratings yet
- 6070 Lab Ex 7 DrukDocument10 pages6070 Lab Ex 7 DrukДмитрий БарановNo ratings yet
- Chapter 2-Metal Casting ProcessesDocument87 pagesChapter 2-Metal Casting ProcessesSeab PisethNo ratings yet
- Average Shear Strength of Materials PDFDocument1 pageAverage Shear Strength of Materials PDFSathish KumarNo ratings yet
- Modulus of RigidityDocument2 pagesModulus of RigidityghoshliyaNo ratings yet
- 4.7 Transition ElementsDocument12 pages4.7 Transition ElementsNursaiyidah RoniNo ratings yet
- Astm b649 1995Document6 pagesAstm b649 1995Greg YeeNo ratings yet
- KORLOY Product Catalog - English: Aerospace Industry Automotive Industry Railway Industry Medical IndustryDocument1,333 pagesKORLOY Product Catalog - English: Aerospace Industry Automotive Industry Railway Industry Medical IndustryD3nnSGTAVNo ratings yet
- Aerospace Material SpecificationDocument6 pagesAerospace Material SpecificationadiNo ratings yet
- Reactivity Series - Reactions of Metals Summaried Into A Table PDFDocument1 pageReactivity Series - Reactions of Metals Summaried Into A Table PDFVictoria KairooNo ratings yet