You might also like
- Pos CombustionDocument61 pagesPos CombustionigrjaaNo ratings yet
- Tecnologías de Endulzamiento de Gas AmargoDocument17 pagesTecnologías de Endulzamiento de Gas AmargoKarla Johanna Tejeda AlvarezNo ratings yet
- International Journal of Greenhouse Gas Control: Liyuan Deng, May-Britt Ha GGDocument9 pagesInternational Journal of Greenhouse Gas Control: Liyuan Deng, May-Britt Ha GGMiguel RibeiroNo ratings yet
- Substitute SNG From BiomassDocument39 pagesSubstitute SNG From Biomassakgupta1946No ratings yet
- Sixth Annual Conference On Carbon Capture & Sequestration: Co2 Capture Using Dense Hydrogen Transport MembranesDocument14 pagesSixth Annual Conference On Carbon Capture & Sequestration: Co2 Capture Using Dense Hydrogen Transport MembranesththcczdNo ratings yet
- CO2 Separation by Membrane Technologies: Applications and PotentialitiesDocument6 pagesCO2 Separation by Membrane Technologies: Applications and Potentialitiesjeffbush23No ratings yet
- Day 2 Module 16 - 2 Stockholm Convention GuidelinesDocument29 pagesDay 2 Module 16 - 2 Stockholm Convention GuidelinesikkaapriliasetiariniNo ratings yet
- Pereboom Anaerobic Treatment of Chemical Wastewaters ACHEMA 2012Document35 pagesPereboom Anaerobic Treatment of Chemical Wastewaters ACHEMA 2012Alexandru Ignat100% (2)
- Industrial IncineratorDocument16 pagesIndustrial IncineratorAnthony FelixNo ratings yet
- English VRU EvolutionDocument64 pagesEnglish VRU Evolutionsnikolopou2740100% (1)
- BiogasDocument15 pagesBiogasfluturasroz24No ratings yet
- Solvent Vapor Recovery and VOC Emission ControlDocument8 pagesSolvent Vapor Recovery and VOC Emission ControlAnonymous ocCa18RNo ratings yet
- TI ApN EnCal 3000 Biogas enDocument2 pagesTI ApN EnCal 3000 Biogas enAndrew LingsNo ratings yet
- A Novel Route For Converting Aromatics Into Hydrogen Via Steam ReformingDocument8 pagesA Novel Route For Converting Aromatics Into Hydrogen Via Steam ReformingMarcelo Varejão CasarinNo ratings yet
- Final Paper - OttoVelardeBarrantesDocument8 pagesFinal Paper - OttoVelardeBarrantesottovelardeNo ratings yet
- Pol Bref 0807Document314 pagesPol Bref 0807dalia_bitan4847No ratings yet
- 01 30 71 210Document17 pages01 30 71 210Han Han0% (1)
- The Venturi Aeration Process:: Understanding Oxygen Transfer and Wastewater ConditioningDocument23 pagesThe Venturi Aeration Process:: Understanding Oxygen Transfer and Wastewater ConditioningKumarNo ratings yet
- Fundamentals in Anaerobic DigestionDocument35 pagesFundamentals in Anaerobic Digestionڪورائي راشدNo ratings yet
- Griffin LanzaTech - 20 July 2011 MASDocument17 pagesGriffin LanzaTech - 20 July 2011 MASNitin ThakurNo ratings yet
- Control of Vapor Recovery Units (VRU)Document8 pagesControl of Vapor Recovery Units (VRU)Yasmine ياسمينNo ratings yet
- 8 Mattias-Svensson Standards PDFDocument11 pages8 Mattias-Svensson Standards PDFStalinraja DNo ratings yet
- Discussion On White Paper: On The Future of Plasma Science in Environmental, For Gas Conversion and AgricultureDocument20 pagesDiscussion On White Paper: On The Future of Plasma Science in Environmental, For Gas Conversion and AgricultureSi Thu HanNo ratings yet
- The 3-Way Catalytic Converter: A) Invention and Introduction Into Commerce - Impacts and Results B) Barriers NegotiatedDocument64 pagesThe 3-Way Catalytic Converter: A) Invention and Introduction Into Commerce - Impacts and Results B) Barriers NegotiatedsikmmmppsNo ratings yet
- Base Chemicals From Biomass and Intensification of CarbonDocument10 pagesBase Chemicals From Biomass and Intensification of CarbonProbablyсвдсNo ratings yet
- The Analysis of CarbonDioxide in Natural GasDocument4 pagesThe Analysis of CarbonDioxide in Natural GasBimo Gunners RespatiNo ratings yet
- Sulphuric Acid - Process EngineeringDocument12 pagesSulphuric Acid - Process EngineeringChaitanya Potti100% (1)
- Suggestions For The Optimum Process Conditions That Should Be Adopted To Improve The Process DesignDocument2 pagesSuggestions For The Optimum Process Conditions That Should Be Adopted To Improve The Process DesignAddison JuttieNo ratings yet
- RTI's Carbon Capture ExperienceDocument33 pagesRTI's Carbon Capture Experiencerecsco2No ratings yet
- Boiler Retrofit PDFDocument44 pagesBoiler Retrofit PDFTim KuNo ratings yet
- 30 Biogas CleaningDocument3 pages30 Biogas CleaningRichie FrancisNo ratings yet
- Due To The Relatively Low CH4 Percentage in Biogas Around 50Document12 pagesDue To The Relatively Low CH4 Percentage in Biogas Around 50Jane PondulanNo ratings yet
- Biogas: Purification of Biogas For Biomethane ProductionDocument7 pagesBiogas: Purification of Biogas For Biomethane ProductionNicolaNo ratings yet
- Flue Gas 360 PDFDocument2 pagesFlue Gas 360 PDFwatson123No ratings yet
- Dissolved Gas Analysis & Monitoring-GEDocument83 pagesDissolved Gas Analysis & Monitoring-GEbcqbao100% (5)
- Gas ChromatographyDocument25 pagesGas ChromatographyAhmed TaherNo ratings yet
- BVT Polymere ZF 1Document11 pagesBVT Polymere ZF 1Ka HinaNo ratings yet
- Volume Issue (Doi 10.1016 - J.seppur.2013.12.025) PDFDocument14 pagesVolume Issue (Doi 10.1016 - J.seppur.2013.12.025) PDFIka SulistyaningtiyasNo ratings yet
- Gas Networks - Technical OverviewDocument93 pagesGas Networks - Technical OverviewLamHotNo ratings yet
- DMT Making Pressurized Water ScrubbingDocument9 pagesDMT Making Pressurized Water Scrubbingcheme2No ratings yet
- Introduction To Standards Used in Process IndustriesDocument33 pagesIntroduction To Standards Used in Process IndustriesDhanis ParamaguruNo ratings yet
- Advanced Technologies Towards Zero Emissions (Zets) From Coal Fired Plant and Their Introduction in Eu Member StatesDocument23 pagesAdvanced Technologies Towards Zero Emissions (Zets) From Coal Fired Plant and Their Introduction in Eu Member StatesDanielAugustusLimNo ratings yet
- Simulasi NumerikDocument8 pagesSimulasi NumerikDena FirmansyahNo ratings yet
- Refrigerant RetrofittingDocument54 pagesRefrigerant RetrofittingHarpreet Randhawa100% (1)
- Accepted ManuscriptDocument29 pagesAccepted ManuscriptAlek KrótkiNo ratings yet
- GI Dynamics - Enclosed Flare SystemDocument28 pagesGI Dynamics - Enclosed Flare SystemChris van der ZandeNo ratings yet
- CT4485 Exam 31-01-2012 With AnswersDocument7 pagesCT4485 Exam 31-01-2012 With AnswersVali100% (1)
- Solid Waste Management: By: Dr. Mohd Ariffin Abu HassanDocument47 pagesSolid Waste Management: By: Dr. Mohd Ariffin Abu HassanFaiqa Abd Aziz100% (1)
- Biogas Quality UpgradeDocument5 pagesBiogas Quality UpgradeIrWan D'little CloudNo ratings yet
- 1 Procedure: Federal Institute For Material Research and Testing, Germany Federal Environment Agency, GermanyDocument6 pages1 Procedure: Federal Institute For Material Research and Testing, Germany Federal Environment Agency, GermanynickybudauNo ratings yet
- Water Standards 2007Document36 pagesWater Standards 2007roman663No ratings yet
- Cansolve TechnologiesDocument10 pagesCansolve TechnologiesBongibethu Msekeli HlabanoNo ratings yet
- Natural Gas As A Chemical FeedstockDocument25 pagesNatural Gas As A Chemical FeedstockharshNo ratings yet
- Total Mercury CEMS PRESENTATION MAY2014Document37 pagesTotal Mercury CEMS PRESENTATION MAY2014IMTB MumbaiNo ratings yet
- Treating Technologies of Shell Global Solutions For Natural Gas and Refinery Gas StreamsDocument19 pagesTreating Technologies of Shell Global Solutions For Natural Gas and Refinery Gas StreamsPrasad ChakkrapaniNo ratings yet
- A Review of The Primary Measures For Tar Elimination in Biomass Gasification ProcessesDocument16 pagesA Review of The Primary Measures For Tar Elimination in Biomass Gasification ProcessescokavoliNo ratings yet
- Research and Development of CO Capture and Storage Technologies in Fossil Fuel Power PlantsDocument4 pagesResearch and Development of CO Capture and Storage Technologies in Fossil Fuel Power PlantsLuana BarretoNo ratings yet
- CO2 Recovery: Improved Performance With A Newly Developed SystemDocument14 pagesCO2 Recovery: Improved Performance With A Newly Developed SystemstopbotheringmeNo ratings yet
- DGADocument47 pagesDGAAbdullah GhannamNo ratings yet
- Modeling, Control, and Optimization of Natural Gas Processing PlantsFrom EverandModeling, Control, and Optimization of Natural Gas Processing PlantsRating: 5 out of 5 stars5/5 (1)
- Power Generation From MSW of Haridwar CityDocument22 pagesPower Generation From MSW of Haridwar CityJose Jorge FontalvoNo ratings yet
- Enex Renewable Projects in Europe, Americas & AsiaDocument23 pagesEnex Renewable Projects in Europe, Americas & AsiaJose Jorge FontalvoNo ratings yet
- Removal of Hydrogen Sulfide (H2S) From Biogas by Adsorption MethodDocument5 pagesRemoval of Hydrogen Sulfide (H2S) From Biogas by Adsorption MethodJose Jorge Fontalvo100% (1)
- Bio Methane From Dairy Waste Full ReportDocument282 pagesBio Methane From Dairy Waste Full ReportsimplaxoNo ratings yet
- Exergetic and Economic Comparison of ORC and Kalina Cycle For Low Temperature Enhanced Geothermal System in BrazilDocument11 pagesExergetic and Economic Comparison of ORC and Kalina Cycle For Low Temperature Enhanced Geothermal System in BrazilJose Jorge FontalvoNo ratings yet
- Design of A Low Resistance Grounding System For A Hydro-Electric Plant Located On Highly Resistive SoilsDocument9 pagesDesign of A Low Resistance Grounding System For A Hydro-Electric Plant Located On Highly Resistive SoilsJose Jorge FontalvoNo ratings yet
- What We Need IsDocument11 pagesWhat We Need IsJess Scott100% (2)
- Phase 1 - Food Grade PP Report - 0Document82 pagesPhase 1 - Food Grade PP Report - 0Jan BennerNo ratings yet
- Medical Devices Wire and Cable Portfolio: Cables You Trust. Service You DeserveDocument56 pagesMedical Devices Wire and Cable Portfolio: Cables You Trust. Service You DeservenmmMJKJNo ratings yet
- Table of Nema Magnet Wire SpecificationsDocument1 pageTable of Nema Magnet Wire Specificationshuynh thi y viNo ratings yet
- Disinfectant OverviewDocument21 pagesDisinfectant OverviewGovindanayagi PattabiramanNo ratings yet
- Utilization of Banana Fiber For Making Wrapping Paper: Nitesh BaraiyaDocument13 pagesUtilization of Banana Fiber For Making Wrapping Paper: Nitesh BaraiyaMrugank Trivedi50% (2)
- Analysis of Wheat Germ Acid Phosphatase Lab Week 6Document5 pagesAnalysis of Wheat Germ Acid Phosphatase Lab Week 6Jay PatelNo ratings yet
- Classification Tests For Carboxylic Acid and DerivativesDocument4 pagesClassification Tests For Carboxylic Acid and DerivativesAngeli CrisolNo ratings yet
- GRANT PROPOSAL - Asphalt Reclamation Through Revegetation and PhytoremediationDocument5 pagesGRANT PROPOSAL - Asphalt Reclamation Through Revegetation and PhytoremediationRick LeBrasseurNo ratings yet
- Molecules 23 02767Document13 pagesMolecules 23 02767srinivasarao meneniNo ratings yet
- Introduction To Ogranic ChemistryDocument33 pagesIntroduction To Ogranic ChemistrySuryani JumatNo ratings yet
- 1987 - Agrapidis-Paloympis and Nash - The Effect of Solvents On The Ultraviolet Absorbance of SunscreensDocument13 pages1987 - Agrapidis-Paloympis and Nash - The Effect of Solvents On The Ultraviolet Absorbance of SunscreensymiyazyNo ratings yet
- Chemistry Regents ReviewDocument14 pagesChemistry Regents Reviewanon-121055100% (8)
- CatecholaminesDocument30 pagesCatecholaminesashutoshkafle100% (1)
- ASTM Standards For Laboratory Reagent Water (ASTM D1193-91)Document4 pagesASTM Standards For Laboratory Reagent Water (ASTM D1193-91)sakalidhasavasan100% (1)
- Chem-Xii-2 QPDocument8 pagesChem-Xii-2 QPSourav BhowalNo ratings yet
- COSING - Annex V LISTA DE PRESEVATIVOS PERMITIDOS EN COSMETICOSDocument7 pagesCOSING - Annex V LISTA DE PRESEVATIVOS PERMITIDOS EN COSMETICOSCelia Valle DiazNo ratings yet
- 78444Document7 pages78444Silambarasan SivalingamNo ratings yet
- General Biology 2Document398 pagesGeneral Biology 2Joyae ChavezNo ratings yet
- Kinetics MCQDocument57 pagesKinetics MCQNg Swee Loong Steven100% (2)
- Advanced in CatalysisDocument315 pagesAdvanced in CatalysisMg MagnesiumNo ratings yet
- Essence BB Sun Balm 3Document1 pageEssence BB Sun Balm 3Olayinka OladapoNo ratings yet
- Dr. Saleem CVDocument8 pagesDr. Saleem CVazeb514No ratings yet
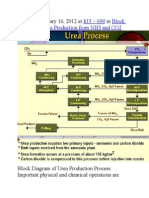
- Published January 16, 2012 at In: 813 × 699 Block Diagram of Urea Production From NH3 and CO2Document9 pagesPublished January 16, 2012 at In: 813 × 699 Block Diagram of Urea Production From NH3 and CO2himanshuchawla654No ratings yet
- Resistance Values of Structural and Finish Materials: Material R-Value Material R-ValueDocument1 pageResistance Values of Structural and Finish Materials: Material R-Value Material R-ValueRiyas UdheenNo ratings yet
- LabDocument4 pagesLabapi-2818620680% (1)
- Pyxis SP-910 Portable Procedures Manual PDFDocument286 pagesPyxis SP-910 Portable Procedures Manual PDFKarthikNo ratings yet
- FYREWASH F2 - (GB) - Vs8.6.engDocument11 pagesFYREWASH F2 - (GB) - Vs8.6.engsyahril boonieNo ratings yet
- T5. Polymeric Anti Redeposition (Clariant)Document16 pagesT5. Polymeric Anti Redeposition (Clariant)Maria Ofelia Toloza Vaca100% (1)
- Bottle Gourd Peel Extract (Lagenaria Siceraria) As An Alternative Liquid Fertilizer For Spring Onion (Allium Fistulosum)Document14 pagesBottle Gourd Peel Extract (Lagenaria Siceraria) As An Alternative Liquid Fertilizer For Spring Onion (Allium Fistulosum)Jenie SoncioNo ratings yet