You might also like
- Leak Versus Rupture Considerations For Steel Low-Stress PipelinesDocument40 pagesLeak Versus Rupture Considerations For Steel Low-Stress Pipelinesmarkus_naslundNo ratings yet
- Simon Frost 2011Document23 pagesSimon Frost 2011bluemasNo ratings yet
- DOT Pipeline RepairsDocument18 pagesDOT Pipeline RepairsSeng HeangNo ratings yet
- Retroclamp Data SheetDocument2 pagesRetroclamp Data SheetDesirée PallottaNo ratings yet
- Reeled Mechanically Lined PipeDocument4 pagesReeled Mechanically Lined Pipedavescott6701No ratings yet
- Detection of Hydrogen AttackDocument4 pagesDetection of Hydrogen AttackAziz MohamedNo ratings yet
- 20550e00 PDFDocument120 pages20550e00 PDFhalim_kaNo ratings yet
- Development of DNV F101Document8 pagesDevelopment of DNV F101E.Kannan S.EhambaramNo ratings yet
- Nesl Training ManualDocument91 pagesNesl Training ManualSOUMYA DEEP CHATTERJEENo ratings yet
- 10080-1-SS-PP-018 - PMI Procedure PDFDocument23 pages10080-1-SS-PP-018 - PMI Procedure PDFDrM Design2No ratings yet
- Selection of Pipe Repair Methods DOT Project 359Document174 pagesSelection of Pipe Repair Methods DOT Project 359Jorge D BalseroNo ratings yet
- 4935-w0 Standard For Purchase of Full-Encirclement Welded Split SleevesDocument3 pages4935-w0 Standard For Purchase of Full-Encirclement Welded Split SleevesLorenaNo ratings yet
- Austenitic High Temperature 153MA 253MA Stainless BrochureDocument16 pagesAustenitic High Temperature 153MA 253MA Stainless BrochurezosternatNo ratings yet
- Header Plug Seal Weld ProcedureDocument2 pagesHeader Plug Seal Weld ProcedureMohd Shafuaaz KassimNo ratings yet
- Hydrogen Bake-Out During In-Service Pressure Vessel Welding - Arun K Soman - Pulse - LinkedInDocument5 pagesHydrogen Bake-Out During In-Service Pressure Vessel Welding - Arun K Soman - Pulse - LinkedInAravindRajendranNo ratings yet
- A Review of Factors Affecting Toughness in Welded Steels PDFDocument23 pagesA Review of Factors Affecting Toughness in Welded Steels PDFsurendarNo ratings yet
- Avoiding Acoustic-Induced VibrationDocument4 pagesAvoiding Acoustic-Induced VibrationRajesh RagoobirNo ratings yet
- Pipeline Fracture ExperienceDocument21 pagesPipeline Fracture ExperienceLuca100% (1)
- Pipeline Repair Procedure Final MR 050112Document35 pagesPipeline Repair Procedure Final MR 050112Sadam Bin Muzammal100% (5)
- Pipeline Buoyancy Analysis and Mitigation MeasuresDocument21 pagesPipeline Buoyancy Analysis and Mitigation MeasuresTOUMI SLIMANE100% (1)
- HIC Testing As Per NACE MR 0275Document3 pagesHIC Testing As Per NACE MR 0275g_sancheti100% (1)
- Microbial-Influenced Corrosion (MIC) On An 18 In. API 5L X52 TrunklineDocument9 pagesMicrobial-Influenced Corrosion (MIC) On An 18 In. API 5L X52 TrunklinePiranha TourniquetNo ratings yet
- Static Calculation of Pipeline Free SpansDocument1 pageStatic Calculation of Pipeline Free SpansMannattil Krishna KumarNo ratings yet
- Corrosion Under Insulation Problems and Solutions: FESI Document 10Document28 pagesCorrosion Under Insulation Problems and Solutions: FESI Document 10Varlyvarlyan100% (1)
- Connectorsubsea 20502 0210 CSS Split Sleeve Repair ClampsDocument2 pagesConnectorsubsea 20502 0210 CSS Split Sleeve Repair ClampsTTNo ratings yet
- Tube Expansion Issues & MethodsDocument4 pagesTube Expansion Issues & MethodsSuleyman HaliciogluNo ratings yet
- Relationship Between The Shear Lip Size and The Fracture ToughnessDocument6 pagesRelationship Between The Shear Lip Size and The Fracture ToughnessLuis LozadaNo ratings yet
- API RP 941 Industry Alert - Carbon Steel Degradation in High Temperature Hydrogen ServiceDocument1 pageAPI RP 941 Industry Alert - Carbon Steel Degradation in High Temperature Hydrogen ServiceVinh Do ThanhNo ratings yet
- 2010-07 PipeMaterialsDocument32 pages2010-07 PipeMaterialsenjoygurujiNo ratings yet
- Tube Pullout Testing Experience - Final PaperDocument9 pagesTube Pullout Testing Experience - Final PaperRavi AbuwalaNo ratings yet
- T12 X01 004 Maintenance Coating ManualDocument70 pagesT12 X01 004 Maintenance Coating ManualImran VarshaniNo ratings yet
- Effect of Welding Parameters on PE Weld QualityDocument22 pagesEffect of Welding Parameters on PE Weld Qualityvipul anandNo ratings yet
- ASME Sec. IX Interpretations 27171Document95 pagesASME Sec. IX Interpretations 27171Esin DenizNo ratings yet
- Fusion-Bonded Epoxy Coatings, A Technology For Rebar Corrosion PreventionDocument13 pagesFusion-Bonded Epoxy Coatings, A Technology For Rebar Corrosion PreventionMuhamad Hafid ANo ratings yet
- Eni S.p.A. Agip Division Pressure Vessel RequirementsDocument21 pagesEni S.p.A. Agip Division Pressure Vessel Requirementshalim_kaNo ratings yet
- Repairs of Piping Components PDFDocument54 pagesRepairs of Piping Components PDFIshtiaqueNo ratings yet
- Ipc1998-2028 - Repairing Pipe Defects Without Operational Outages With PetrosleeveDocument9 pagesIpc1998-2028 - Repairing Pipe Defects Without Operational Outages With PetrosleeveDietmar WengerNo ratings yet
- PCC 2 What Is PCC 2 and Article of Leak Box On Stream RepairGregDocument12 pagesPCC 2 What Is PCC 2 and Article of Leak Box On Stream RepairGregArif Nur AzizNo ratings yet
- TL-FEA-11!30!2500-SFA Elastic-Plastic Analysis of Swivel Flange Assembly Rev BDocument39 pagesTL-FEA-11!30!2500-SFA Elastic-Plastic Analysis of Swivel Flange Assembly Rev Bicemage1991100% (1)
- The Hic Failure (Dillinger Pipe) : Ahmad A. Al-Ghubini Vid/QmuDocument9 pagesThe Hic Failure (Dillinger Pipe) : Ahmad A. Al-Ghubini Vid/QmuSamuel JohnNo ratings yet
- 03009016001-01-PL-RPT-001-Fitness-for-Purpose (FFP) Assessment Report - Rev C PDFDocument375 pages03009016001-01-PL-RPT-001-Fitness-for-Purpose (FFP) Assessment Report - Rev C PDFSamuel John100% (1)
- Internal inspection calculation guidelinesDocument38 pagesInternal inspection calculation guidelinesAMAL VISHNUNo ratings yet
- Buried Pipeline Lowering in Trench Stress AnalysisDocument9 pagesBuried Pipeline Lowering in Trench Stress AnalysisGhanshyam ShuklaNo ratings yet
- Dissimilar Metal Welding CrackingDocument10 pagesDissimilar Metal Welding CrackingMohd SyafiqNo ratings yet
- FFS AssessmentDocument63 pagesFFS AssessmentZaki KhanNo ratings yet
- Installation Procedure Kamos RTJ GasketDocument16 pagesInstallation Procedure Kamos RTJ Gasketekhwanhakim100% (3)
- Fracture ControlDocument12 pagesFracture ControlleonjoanNo ratings yet
- Oto 99022Document157 pagesOto 99022jobinhoeljovenNo ratings yet
- Installation, Assembly and Test Procedure: Kamos Patented Kammprofil GasketDocument16 pagesInstallation, Assembly and Test Procedure: Kamos Patented Kammprofil Gasketjayhuacat7743No ratings yet
- Fracture ControlDocument11 pagesFracture ControlAdam ThomsonNo ratings yet
- Review of exemptions from postweld heat treatment in fabrication codesDocument46 pagesReview of exemptions from postweld heat treatment in fabrication codesReza GhavamiNo ratings yet
- Heat Exchanger Tube Bundle InspectionDocument3 pagesHeat Exchanger Tube Bundle InspectionVenkatesh Natla100% (4)
- Numerical Simulation of Sleeve Repair Welding on 16Mn Crude Oil PipelinesDocument5 pagesNumerical Simulation of Sleeve Repair Welding on 16Mn Crude Oil PipelinesjangdiniNo ratings yet
- Hydrogen Induced Cracking TestDocument2 pagesHydrogen Induced Cracking TestJayeshNo ratings yet
- Dissimilar Metal Weldability Concepts Alber SadekDocument45 pagesDissimilar Metal Weldability Concepts Alber SadekMohammad AliNo ratings yet
- API 5ct Grade k55 TubingsDocument1 pageAPI 5ct Grade k55 TubingsMitul MehtaNo ratings yet
- Integrity Assessment of Pressure VesselDocument6 pagesIntegrity Assessment of Pressure Vesselmrb193100% (1)
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsFrom EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNo ratings yet
- Fundamentals - ValvesDocument52 pagesFundamentals - Valvesapi-3808778100% (2)
- Lathe Machine OperationDocument68 pagesLathe Machine OperationKarthick N100% (8)
- Valve Academy Focus on Flow ControlDocument6 pagesValve Academy Focus on Flow Controlgmg210981No ratings yet
- Isolation Valves - Linear MovementDocument9 pagesIsolation Valves - Linear MovementEmad A.AhmadNo ratings yet
- Arc Welding and Magnetic Blow EWF Doc 41 PDFDocument1 pageArc Welding and Magnetic Blow EWF Doc 41 PDFEmad A.AhmadNo ratings yet
- Boiler Safety & Relief ValvesDocument3 pagesBoiler Safety & Relief ValvesEmad A.AhmadNo ratings yet
- Testandrepairpressuresafetyvalves - FlattenedDocument3 pagesTestandrepairpressuresafetyvalves - FlattenedEmad A.AhmadNo ratings yet
- Isolation Valves - Linear MovementDocument9 pagesIsolation Valves - Linear MovementEmad A.AhmadNo ratings yet
- U-tube and Fixed Tubesheet Design MethodsDocument20 pagesU-tube and Fixed Tubesheet Design MethodsEmad A.Ahmad100% (1)
- Cold Cracking in WeldingDocument1 pageCold Cracking in WeldingEmad A.Ahmad50% (2)
- Work Clothing CodeDocument3 pagesWork Clothing CodeEmad A.AhmadNo ratings yet
- Gas Tungsten Arc WeldingDocument13 pagesGas Tungsten Arc WeldingEmad A.AhmadNo ratings yet
- Hardness Testing MethodsDocument25 pagesHardness Testing MethodsSagun AlmarioNo ratings yet
- Metallography Reveals Weld MicrostructureDocument5 pagesMetallography Reveals Weld MicrostructureJoseph Alexander BorgNo ratings yet
- AppSphereweldingk PDFDocument2 pagesAppSphereweldingk PDFEmad A.AhmadNo ratings yet
- Piping Vibration Screening PDFDocument3 pagesPiping Vibration Screening PDFEmad A.AhmadNo ratings yet
- Welding PreheatDocument2 pagesWelding PreheatsjmudaNo ratings yet
- Hot Metal Skills Arc Welding GuideDocument12 pagesHot Metal Skills Arc Welding Guideaddayesudas100% (1)
- Omputer Based Welding Training System PDFDocument10 pagesOmputer Based Welding Training System PDFEmad A.AhmadNo ratings yet
- 78 Lamellar TearingDocument1 page78 Lamellar Tearingrathish14uNo ratings yet
- Hardness Testing MethodsDocument25 pagesHardness Testing MethodsSagun AlmarioNo ratings yet
- Arc Welding ReadingDocument16 pagesArc Welding ReadingJessica S. MellNo ratings yet
- A Study of Effect of Groove Angle On Angular Distortion and Impact Strength Inbutt Weld PDFDocument3 pagesA Study of Effect of Groove Angle On Angular Distortion and Impact Strength Inbutt Weld PDFEmad A.AhmadNo ratings yet
- Piping Vibration Screening PDFDocument3 pagesPiping Vibration Screening PDFEmad A.AhmadNo ratings yet
- Fatigue Life Prediction of Cruciform Joints Falling at The Weld Toe WJ - 1992 - 08 - s269 PDFDocument8 pagesFatigue Life Prediction of Cruciform Joints Falling at The Weld Toe WJ - 1992 - 08 - s269 PDFEmad A.AhmadNo ratings yet
- Technical Basis and Application of New Rules On Fracture PDFDocument8 pagesTechnical Basis and Application of New Rules On Fracture PDFEmad A.AhmadNo ratings yet
- WJ 1974 09 s401 PDFDocument10 pagesWJ 1974 09 s401 PDFEmad A.AhmadNo ratings yet
- Ten-Questions-That-Must-Be-Answered-Befor 1 PDFDocument4 pagesTen-Questions-That-Must-Be-Answered-Befor 1 PDFEmad A.AhmadNo ratings yet
- Ten Questions That Must Be Answered BeforDocument3 pagesTen Questions That Must Be Answered BeforEmad A.AhmadNo ratings yet
- RC 7Document7 pagesRC 7ianiroy13No ratings yet
- Checklist Pekerjaan Spun PileDocument1 pageChecklist Pekerjaan Spun PileBudhi Kurniawan100% (1)
- CHMG 131 - Course Outline Spring 2017 PDFDocument2 pagesCHMG 131 - Course Outline Spring 2017 PDFFuad EsberNo ratings yet
- Sae - Ams 2759-7B - 01.14Document15 pagesSae - Ams 2759-7B - 01.14Fahri YüzerNo ratings yet
- Wave & Oscillation AS levelDocument22 pagesWave & Oscillation AS levelDewan Olin Chotepadae0% (1)
- Chem Grade 10 WK 3Document5 pagesChem Grade 10 WK 3Anasatcia Mcpherson 9c FNo ratings yet
- and its resistivity is 8.8 x 10 Ωm.: Electromagnetic force on wireDocument3 pagesand its resistivity is 8.8 x 10 Ωm.: Electromagnetic force on wireMuhamad Zahwan AnwarNo ratings yet
- BS Iso 16063-1-1998+a1-2016 - (2018-01-19 - 01-28-23 PM) PDFDocument30 pagesBS Iso 16063-1-1998+a1-2016 - (2018-01-19 - 01-28-23 PM) PDFKrit JiamjirochNo ratings yet
- Numerical Investigation and Design of Aluminum Alloy Circular HollowDocument13 pagesNumerical Investigation and Design of Aluminum Alloy Circular HollowDjordjeDjNo ratings yet
- Difference Between Dry Type Transformers VsDocument4 pagesDifference Between Dry Type Transformers Vsmilad rouhiniaNo ratings yet
- Accurate Calculation of Free Energy Changes Upon Amino Acid MutationDocument29 pagesAccurate Calculation of Free Energy Changes Upon Amino Acid MutationThales FreireNo ratings yet
- The Earth by TELEMAC: Sébastien E. Bourban, Michael S. Turnbull and Alan J. CooperDocument8 pagesThe Earth by TELEMAC: Sébastien E. Bourban, Michael S. Turnbull and Alan J. CooperCHANDAN MAITYNo ratings yet
- Ranpelen PP Random Copolymer: DescriptionDocument2 pagesRanpelen PP Random Copolymer: DescriptionVu Thanh ThuongNo ratings yet
- Major Earthquake and Volcano HotspotsDocument41 pagesMajor Earthquake and Volcano HotspotsClark Justine LigaoNo ratings yet
- TakengonDocument11 pagesTakengonTeguh PriadiNo ratings yet
- Chapter 18 ElectrochemistryDocument17 pagesChapter 18 ElectrochemistryNefliNo ratings yet
- Chapter 4: Control Volume AnalysisDocument26 pagesChapter 4: Control Volume AnalysisFeras AbdullaNo ratings yet
- Vectors - Practice Sheet - Arjuna Neet 2024Document4 pagesVectors - Practice Sheet - Arjuna Neet 2024kumar ashvikNo ratings yet
- Chapter 7: Quiz: Mohammed Alfaraj - May 23, 2021 7:05:43 PMDocument8 pagesChapter 7: Quiz: Mohammed Alfaraj - May 23, 2021 7:05:43 PMusama666No ratings yet
- 120B SyllabusDocument2 pages120B SyllabusAngela LeeNo ratings yet
- Spectroscopic Atlas 2 0 EnglishDocument124 pagesSpectroscopic Atlas 2 0 Englishspj_uhNo ratings yet
- Vidyakankar Rotational MechanicsDocument4 pagesVidyakankar Rotational MechanicsVikalp JoshiNo ratings yet
- Precipitation AnalysisDocument38 pagesPrecipitation AnalysisMahmoud I. MahmoudNo ratings yet
- Physical Properties of Carton Box - A To ZDocument20 pagesPhysical Properties of Carton Box - A To ZPiyush MishraNo ratings yet
- Nmea 0183 Sentences Not Recommended For New DesignsDocument19 pagesNmea 0183 Sentences Not Recommended For New DesignsyleuppiNo ratings yet
- Physics FormulasDocument10 pagesPhysics FormulasMichael Uleau80% (5)
- CRE NotesDocument103 pagesCRE NotesShagun DahiyaNo ratings yet
- PT Statika Mitra Sarana Compressive Strength TestDocument6 pagesPT Statika Mitra Sarana Compressive Strength Testfajar sNo ratings yet
- Biot Response SpectrumDocument10 pagesBiot Response SpectrumMacNo ratings yet
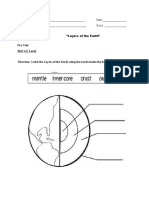
- Worksheets LS2 Layers of The EarthDocument7 pagesWorksheets LS2 Layers of The EarthAngeline Panaligan Ansela100% (1)