You might also like
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingFrom EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghNo ratings yet
- BGAS 2 Questions-1 PDFDocument33 pagesBGAS 2 Questions-1 PDFShyam Sundar Gayen100% (1)
- Q & A BgasDocument33 pagesQ & A BgasAbdulRahman Mohamed Hanifa86% (7)
- Q A BgasDocument33 pagesQ A BgasAnonymous rpcAOp100% (2)
- Bgas Question and AnswerDocument25 pagesBgas Question and AnswerMohammad Aamir Perwaiz94% (16)
- BGAS Question Answer PrintableDocument2 pagesBGAS Question Answer PrintableSiddiqui Abdul Khaliq100% (1)
- BGAS Question AnswerDocument14 pagesBGAS Question Answerراجہ شہزاد انور100% (1)
- BGas Painting Multiple Choice 2Document17 pagesBGas Painting Multiple Choice 2Abdul Gafoor86% (14)
- CW 01 With AnswersDocument6 pagesCW 01 With AnswersMohammad Aamir Perwaiz100% (3)
- BgasDocument3 pagesBgasHari Babu100% (4)
- Model Examination Grade 2 Ver 2Document6 pagesModel Examination Grade 2 Ver 2moonstar_dmeNo ratings yet
- Bgas g2 QustionDocument32 pagesBgas g2 QustionMina Remon100% (1)
- BGas Painting Inspection Grade 2 Multiple ChoiceDocument12 pagesBGas Painting Inspection Grade 2 Multiple Choicetcagokl93% (43)
- Question BGASDocument17 pagesQuestion BGASAbdulRahman Mohamed Hanifa86% (7)
- Bgas Question and Answer DocumentDocument34 pagesBgas Question and Answer DocumentRaje A is100% (1)
- Model Examination Grade 2 Ver 2Document5 pagesModel Examination Grade 2 Ver 2Muhammad Nasir100% (1)
- Revision Questions - BGASDocument47 pagesRevision Questions - BGASVarun Gill80% (15)
- Bgas Question With AwnserDocument106 pagesBgas Question With Awnserthongmuadong100% (3)
- Model Papers PDFDocument33 pagesModel Papers PDFSeemab Malik85% (20)
- Q & A 3 BgasDocument8 pagesQ & A 3 BgasAbdulRahman Mohamed Hanifa100% (2)
- Paint Notes BgasDocument4 pagesPaint Notes BgasEhsan Khan100% (1)
- Bgas PaintingDocument85 pagesBgas PaintingDandaman92% (12)
- AnswersDocument4 pagesAnswersWaseem YounisNo ratings yet
- GENERAL TEST From Actual BGAS ExamsDocument8 pagesGENERAL TEST From Actual BGAS Examsmahmoud ali100% (1)
- Painting Study NotesDocument243 pagesPainting Study NotesAryan Kaul100% (6)
- B GAS Painting Multiple Choice 2Document9 pagesB GAS Painting Multiple Choice 2Muhammad NasirNo ratings yet
- BGAS QustionDocument47 pagesBGAS QustionAbu Anas M.SalaheldinNo ratings yet
- BGAS Painting Grade 1Document83 pagesBGAS Painting Grade 1Durairaj ANo ratings yet
- New Trial Paper BGasDocument2 pagesNew Trial Paper BGasmoonstar_dme100% (1)
- Painting Inspection Grade 2 P 1: ApixamsDocument12 pagesPainting Inspection Grade 2 P 1: Apixamsmahmoud aliNo ratings yet
- Atc88 Day 1 Hs Master April 2008Document52 pagesAtc88 Day 1 Hs Master April 2008petershankerNo ratings yet
- Chapter by Chapter MCQ PDFDocument196 pagesChapter by Chapter MCQ PDFmahmoud ali100% (1)
- BGas MaterialDocument65 pagesBGas Materialslxanto100% (4)
- BGAS Exame QuestionsDocument16 pagesBGAS Exame Questionsaamirsaddiq100% (4)
- Bgas - TTS MCQ's - Part 2Document32 pagesBgas - TTS MCQ's - Part 2mudassar100% (2)
- BGAS PaperDocument9 pagesBGAS PaperMuhammad AsifNo ratings yet
- Bgas Book (Colour)Document42 pagesBgas Book (Colour)imtiaz100% (1)
- Bgas Notes Level 2Document40 pagesBgas Notes Level 2Buddharaju Kiran100% (1)
- BGAS Short NotesDocument2 pagesBGAS Short NotesSameh Amin80% (5)
- BGAS Level 2 3 Q A Monday To Friday PDFDocument32 pagesBGAS Level 2 3 Q A Monday To Friday PDFSathiyaseelan Sakthi Shanmugam100% (1)
- Bgas gr-2 W AnswerDocument33 pagesBgas gr-2 W AnswerShaji Thomas100% (4)
- BgasDocument3 pagesBgasSenthil Kumar100% (2)
- B Gas Grade 1 Question AnswerDocument17 pagesB Gas Grade 1 Question AnswerBalaji Guru100% (5)
- BGAS Ques With PA10 - AnswerDocument12 pagesBGAS Ques With PA10 - Answer94408644590% (1)
- BgasDocument16 pagesBgasSankar KrishnanNo ratings yet
- CBT QuestionsDocument20 pagesCBT Questionsmohammed amjad ali100% (1)
- MFET 3451 Experiment # 3 Metallography LaboratoryDocument5 pagesMFET 3451 Experiment # 3 Metallography LaboratoryVicky NoomNo ratings yet
- Surface Preparation Standards For Steel Substrates A Critical ReviewDocument5 pagesSurface Preparation Standards For Steel Substrates A Critical ReviewJoseph Darwin Zion100% (1)
- Surface TreatmentDocument24 pagesSurface TreatmentLingarajan RamasamyNo ratings yet
- CTODDocument18 pagesCTODAshley Jackson100% (1)
- COATING Aramco QuestionsDocument24 pagesCOATING Aramco QuestionsDavid Salguero100% (13)
- Site Characterization For Engineering Design And: Construction PurposesDocument14 pagesSite Characterization For Engineering Design And: Construction Purposeslalo111095No ratings yet
- API 570 Questions 07Document20 pagesAPI 570 Questions 07Ravindra S. Jivani100% (1)
- Reservior Petrophysics LabDocument55 pagesReservior Petrophysics Labhussein alsaedeNo ratings yet
- HRN ISO en 12944-1 - Korozivna Zastita Celicnih Konstrukcija Premazima - Dio 1. Osnovne InformacijeDocument32 pagesHRN ISO en 12944-1 - Korozivna Zastita Celicnih Konstrukcija Premazima - Dio 1. Osnovne InformacijeMarko VrcaNo ratings yet
- Qstns 1Document29 pagesQstns 1Shawn Leo100% (2)
- New Development of Anodic Electrocatalysts For Chloral-Alkali IndustryDocument11 pagesNew Development of Anodic Electrocatalysts For Chloral-Alkali Industryfaisal58650No ratings yet
- B-GAS-GRADE - 2-Theory GoodDocument34 pagesB-GAS-GRADE - 2-Theory GoodCERTS100% (1)
- Portland Cement Plastering (Stucco)Document3 pagesPortland Cement Plastering (Stucco)taurus6716No ratings yet
- Vendor List - FormatDocument1 pageVendor List - FormatvalararumugamsNo ratings yet
- Label SlipDocument1 pageLabel SlipvalararumugamsNo ratings yet
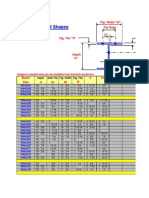
- Stainless Steel Welding Filler Metal Selection Chart: The Harris Products GroupDocument1 pageStainless Steel Welding Filler Metal Selection Chart: The Harris Products GroupvalararumugamsNo ratings yet
- QFM-DT-017-05 Rev.1 - Approved Engineering Projects PVLDocument48 pagesQFM-DT-017-05 Rev.1 - Approved Engineering Projects PVLvalararumugamsNo ratings yet
- MPT Report FormatDocument1 pageMPT Report FormatvalararumugamsNo ratings yet
- Repair Welding ProcedureDocument3 pagesRepair Welding Procedurevalararumugams100% (2)
- Welding Parameter Sheet - PQR - TemplateDocument1 pageWelding Parameter Sheet - PQR - TemplatevalararumugamsNo ratings yet
- Simply Affordable, Easily Portable.: WD ElementsDocument2 pagesSimply Affordable, Easily Portable.: WD ElementsvalararumugamsNo ratings yet
- Welding Parameter Sheet - PQR - TemplateDocument1 pageWelding Parameter Sheet - PQR - TemplatevalararumugamsNo ratings yet
- Steel BookDocument241 pagesSteel BookOmar AlkubaiciNo ratings yet
- NADCAP Checklist ListingDocument6 pagesNADCAP Checklist ListingMajid Shakeel100% (2)
- Weld InspectionDocument2 pagesWeld Inspectionsequeiradiver1No ratings yet
- Lab 02 - Surface GrindingDocument13 pagesLab 02 - Surface GrindingShahminan ShahNo ratings yet
- MAKALAH Pengolahan LogamDocument21 pagesMAKALAH Pengolahan Logamrahmat taufikNo ratings yet
- Common Machining Operations: KalpakjianDocument22 pagesCommon Machining Operations: Kalpakjianirinuca12No ratings yet
- Extrusion Vs DrawingDocument2 pagesExtrusion Vs DrawingGeezerNo ratings yet
- Experimental Modal Analysis by Peter AvitabileDocument25 pagesExperimental Modal Analysis by Peter AvitabileRanjit Kadlag PatilNo ratings yet
- Adding and Altering: Surface FinishingDocument11 pagesAdding and Altering: Surface FinishingVijay Raj PuniaNo ratings yet
- Coating For Drilling HoleDocument4 pagesCoating For Drilling HoleramdhaniNo ratings yet
- Glossary of Casting TerminologyDocument12 pagesGlossary of Casting TerminologyNonameNo ratings yet
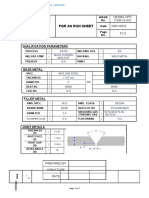
- PQR As Run SheetDocument2 pagesPQR As Run SheetAhmed ElsharkawNo ratings yet
- Preguntas Cap 27 Manufactura ModernaDocument2 pagesPreguntas Cap 27 Manufactura ModernaJavierNo ratings yet
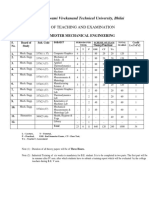
- 4th Semester MechanicalDocument4 pages4th Semester MechanicalrrathoreNo ratings yet
- Metal Machining and Automation (ME 3201)Document15 pagesMetal Machining and Automation (ME 3201)kasam santhosh prathikNo ratings yet
- Tabela de Peso Parafusos Sextavados A325Document5 pagesTabela de Peso Parafusos Sextavados A325w.araujo.xxxxNo ratings yet
- NAS1581 GenuineAircraftHardwareDocument2 pagesNAS1581 GenuineAircraftHardwareBogdan RusuNo ratings yet
- Blow MoldingDocument17 pagesBlow MoldingNilanjana MishraNo ratings yet
- Technology of Machine Tools: Diamond, Ceramic, and Cermet Cutting ToolsDocument44 pagesTechnology of Machine Tools: Diamond, Ceramic, and Cermet Cutting ToolsAnibal DazaNo ratings yet
- Nomenclature Plastique ActualiséeDocument15 pagesNomenclature Plastique ActualiséeSoufiane RatiNo ratings yet
- 1.2.4 HDG - Painting Issues PDFDocument2 pages1.2.4 HDG - Painting Issues PDFAnonymous 1AAjd0No ratings yet
- Gujarat Technological UniversityDocument1 pageGujarat Technological UniversityBhagirath sinh ZalaNo ratings yet
- Notes 4 Facilitating Learner Centered TeachingDocument7 pagesNotes 4 Facilitating Learner Centered TeachingRose Ann Solitaire JimenezNo ratings yet
- Assignment Unit 1Document6 pagesAssignment Unit 1samar sultanNo ratings yet
- ASTM A536 Ductile Iron Grades PDFDocument1 pageASTM A536 Ductile Iron Grades PDFIksan MustofaNo ratings yet
- 3mtm Industrial Paint Prep and Finishing Solutions CatalogDocument16 pages3mtm Industrial Paint Prep and Finishing Solutions Catalogfebrin rohmanNo ratings yet
- Underwater WeldingDocument14 pagesUnderwater Weldingsayuuishot50% (2)
- Iare Amp Lecture NotesDocument98 pagesIare Amp Lecture NotesDeepika PandeyNo ratings yet
- Workshop Technology by Anu ShresthaDocument561 pagesWorkshop Technology by Anu ShresthaPrabhat Khewa Limbu100% (1)
- Offset PrintingDocument15 pagesOffset PrintingCuteAngel06No ratings yet
- Lec6w Processintegration Ee143 CTNDocument15 pagesLec6w Processintegration Ee143 CTNstansilawNo ratings yet