You might also like
- Vacuum Pump Sizing PDFDocument1 pageVacuum Pump Sizing PDFLiem NguyenNo ratings yet
- Compressed Air ReceiversDocument6 pagesCompressed Air Receiverstruong sanh NguyenNo ratings yet
- Understanding BlowersDocument11 pagesUnderstanding BlowersJam BabNo ratings yet
- Compressed Air Source BookDocument128 pagesCompressed Air Source Bookgfollert100% (1)
- Atlas Copco - Manual Do Ar Comprimido - Capítulo 5Document17 pagesAtlas Copco - Manual Do Ar Comprimido - Capítulo 5André CarvalhoNo ratings yet
- Compressor and Compressed Air SystemDocument34 pagesCompressor and Compressed Air Systemrashm006ranjanNo ratings yet
- Compressed Air Piping Design Data (Pressure Drop Tables For SCH 40 Steel, Type K & Type L, Fitting Equivalent Length & Required SCFM)Document52 pagesCompressed Air Piping Design Data (Pressure Drop Tables For SCH 40 Steel, Type K & Type L, Fitting Equivalent Length & Required SCFM)rahulrampNo ratings yet
- Compressed Air System Design BasisDocument11 pagesCompressed Air System Design Basiskaruna346100% (2)
- CPK Pump CatalogeDocument16 pagesCPK Pump CatalogeawigaNo ratings yet
- Compressed Air HandbookDocument56 pagesCompressed Air HandbookNguyen Thanh Trung100% (3)
- Compressed Air System Design Guide Rev ADocument13 pagesCompressed Air System Design Guide Rev AKeagan Naidoo100% (4)
- Energy Efficient Compressed Air Systems: GPG385 Good Practice GuideDocument40 pagesEnergy Efficient Compressed Air Systems: GPG385 Good Practice GuideDerek White100% (2)
- ZR - ZT 110-900 BrochureDocument24 pagesZR - ZT 110-900 BrochureSreenivasNo ratings yet
- Design and Specification of A Compressed Air SystemDocument112 pagesDesign and Specification of A Compressed Air SystemCarlosLéo0% (1)
- Compressed Air TutorialDocument16 pagesCompressed Air TutorialTony Eduok100% (2)
- Rightsizing Compressed Air SystemDocument6 pagesRightsizing Compressed Air SystemRahul ChandrawarNo ratings yet
- Fundamentals of Compressed Air and Reciprocating CompressorsDocument60 pagesFundamentals of Compressed Air and Reciprocating CompressorsAmit Kumar Jaiswal100% (1)
- Air Compressor SizingDocument11 pagesAir Compressor Sizingalquin08No ratings yet
- Selecting Right Air DryerDocument7 pagesSelecting Right Air DryerMukund FarjandNo ratings yet
- Designing Compressed Air SystemsDocument8 pagesDesigning Compressed Air SystemsZaki AnwerNo ratings yet
- BlowersDocument58 pagesBlowersmahmad61100% (1)
- Best Practice Guide Compressed AirDocument28 pagesBest Practice Guide Compressed AirGrizz Ly100% (3)
- Fundamentals of Compressed Air and Reciprocating CompressorsDocument115 pagesFundamentals of Compressed Air and Reciprocating CompressorsAmit Kumar JaiswalNo ratings yet
- Training Data For Compressed Air SystemDocument34 pagesTraining Data For Compressed Air Systemshashankvaish100% (9)
- Брошюра - Осушители BdDocument12 pagesБрошюра - Осушители Bdairpart100% (1)
- Compressor Air Intake Quality ImportanceDocument12 pagesCompressor Air Intake Quality Importanceanup_nairNo ratings yet
- Process Design Documentation From Ch29 - Mihir - S HandbookDocument14 pagesProcess Design Documentation From Ch29 - Mihir - S HandbookHa LongNo ratings yet
- Air Receiver SizingDocument4 pagesAir Receiver SizingAnonymous a4Jwz14WNo ratings yet
- Velocity of Compressed AirDocument1 pageVelocity of Compressed AirLucky Karunia Setyawan PratamaNo ratings yet
- Pressed Air System NDocument35 pagesPressed Air System NvmramakrishnanNo ratings yet
- Compressed Air SizingDocument8 pagesCompressed Air Sizingswapnadiph100% (1)
- Atlas Copco OIL-FREE WATER-InJECTED Rotary Screw Compressors AQ 15-55Document16 pagesAtlas Copco OIL-FREE WATER-InJECTED Rotary Screw Compressors AQ 15-55mahdi0% (1)
- System OneDocument4 pagesSystem OnerasottoNo ratings yet
- Guide To Savings: Compressed Air SystemsDocument8 pagesGuide To Savings: Compressed Air Systemsjaime100% (1)
- Compressed Air SystemDocument11 pagesCompressed Air SystemsandystaysNo ratings yet
- Reciprocating Air Compressor PDFDocument2 pagesReciprocating Air Compressor PDFmoha19841100% (1)
- Root BlowerDocument1 pageRoot Blowersushant_jhawerNo ratings yet
- Xylem Guide To BlowersDocument11 pagesXylem Guide To BlowersAmal KaNo ratings yet
- Oil-Free Rotary Screw Compressors: ZR 300-750 & ZR 400-900 VSDDocument16 pagesOil-Free Rotary Screw Compressors: ZR 300-750 & ZR 400-900 VSDElsa Dewi100% (1)
- Best Practice Catalog: Compressed Air SystemsDocument28 pagesBest Practice Catalog: Compressed Air SystemsHamoNo ratings yet
- Compressors and Compressed Air SystemsDocument24 pagesCompressors and Compressed Air SystemsjimmyshaNo ratings yet
- Compressors and Compressed Air SystemsDocument24 pagesCompressors and Compressed Air SystemsVinay PanditNo ratings yet
- Air Compressor ReportDocument63 pagesAir Compressor ReportVineet Jason82% (17)
- Centrifugal Compressors: A Seminar ReportDocument32 pagesCentrifugal Compressors: A Seminar ReportGayathri ShastryNo ratings yet
- Introduction To CompressorsDocument30 pagesIntroduction To CompressorsSriram SuryaNo ratings yet
- 6 Compressed Air Systems 2-1Document29 pages6 Compressed Air Systems 2-1Omar AhmedNo ratings yet
- Air Compressor ReportDocument51 pagesAir Compressor Reportvinay muleyNo ratings yet
- Compressed Air Energy Efficiency PDFDocument95 pagesCompressed Air Energy Efficiency PDFYASSERHENDY80100% (2)
- CompressorDocument63 pagesCompressorRajneesh Patel100% (1)
- Compressors - O & M-Manual - CompressorsDocument64 pagesCompressors - O & M-Manual - CompressorsJuned Hamid KhanNo ratings yet
- Piston Air Compressor FunctionalityDocument4 pagesPiston Air Compressor FunctionalityRadhe kumawatNo ratings yet
- Rotary Screw CompressorDocument19 pagesRotary Screw CompressorDeidre RobertsNo ratings yet
- Pneumatic Forging MachineDocument28 pagesPneumatic Forging MachineSaravanan Viswakarma83% (6)
- Livelo Adrian - ME Lab 2 - Activity#3Document11 pagesLivelo Adrian - ME Lab 2 - Activity#3Adrian LiveloNo ratings yet
- Case Study Compressed AirDocument8 pagesCase Study Compressed AirDinia Saleh100% (1)
- Reciprocating: CompressorDocument12 pagesReciprocating: CompressorAkbar HartawanNo ratings yet
- Refrigeration Term Paper FinalDocument24 pagesRefrigeration Term Paper FinalyassinNo ratings yet
- UNIT-IV Pneumatic System & It's Components Marks 14Document14 pagesUNIT-IV Pneumatic System & It's Components Marks 14Chaitanya YengeNo ratings yet
- A Gas Compressor Is A Mechanical Device That Increases The Pressure of A Gas by Reducing Its VolumeDocument8 pagesA Gas Compressor Is A Mechanical Device That Increases The Pressure of A Gas by Reducing Its VolumeSRIREKHA100% (1)
- Air Compressors: 1.1 Working PrincipleDocument10 pagesAir Compressors: 1.1 Working PrincipleKONDERU RAJKUMARNo ratings yet
- Pressure-Enthalpy Diagram: S 1.9 S Specific Entropy, KJ/KG K T Temperature, ºCDocument1 pagePressure-Enthalpy Diagram: S 1.9 S Specific Entropy, KJ/KG K T Temperature, ºCLeonardo OliveiraNo ratings yet
- SwayDocument1 pageSwayfestradavNo ratings yet
- Technical Reference Guide Fastenal K Factor and MoreDocument62 pagesTechnical Reference Guide Fastenal K Factor and Moredlight0No ratings yet
- Magnetic Inspection AidsDocument4 pagesMagnetic Inspection AidsfestradavNo ratings yet
- Tabla de Clasificación de Maquinaria Según ISO 10816-1Document1 pageTabla de Clasificación de Maquinaria Según ISO 10816-1festradav0% (1)
- Recommended Initial Alram Ge - 872639Document4 pagesRecommended Initial Alram Ge - 872639kjapasha100% (1)
- Service Manual FLUKE 51-52-53 - 54Document28 pagesService Manual FLUKE 51-52-53 - 54festradavNo ratings yet
- Duralabel ManualDocument24 pagesDuralabel ManualfestradavNo ratings yet
- Practice Test Aws API 1104-2001Document10 pagesPractice Test Aws API 1104-2001Michael J Chandik90% (21)
- Catálogo Seal MasterDocument91 pagesCatálogo Seal Masterfestradav100% (4)
- Part B - Viscous FlowDocument68 pagesPart B - Viscous FlowSamNo ratings yet
- Xavier University - Ateneo de Cagayan University College of Engineering Electronics Engineering DepartmentDocument9 pagesXavier University - Ateneo de Cagayan University College of Engineering Electronics Engineering DepartmentMor DepRzNo ratings yet
- Causality Bernhard SchölkopfDocument169 pagesCausality Bernhard SchölkopfQingsong GuoNo ratings yet
- Electric Motor Problems & Diagnostic TechniquesDocument12 pagesElectric Motor Problems & Diagnostic Techniquesjuanca249No ratings yet
- Monitored Natural Attenuation Toolkit For Evaluation 1 and 2 - Combined FINAL PDFDocument176 pagesMonitored Natural Attenuation Toolkit For Evaluation 1 and 2 - Combined FINAL PDFcaraballoaleNo ratings yet
- Edo Arte ExoskeletonDocument54 pagesEdo Arte ExoskeletonBlanca RiosNo ratings yet
- Ferro CementDocument236 pagesFerro Cementpbharadwaj545No ratings yet
- Basic Concepts: Introduction To Composite DesignDocument10 pagesBasic Concepts: Introduction To Composite DesignraviciviltNo ratings yet
- Firewater Hydraulic Study Report Detailed Engineering Design Oml-24 Crude Storage Tanks and De-Watering ProjectDocument22 pagesFirewater Hydraulic Study Report Detailed Engineering Design Oml-24 Crude Storage Tanks and De-Watering ProjectPatrick AyanNo ratings yet
- Mankenberg Float ValvesDocument28 pagesMankenberg Float ValvescartarNo ratings yet
- Air Compressor Summary ListDocument4 pagesAir Compressor Summary ListAlvin Smith100% (1)
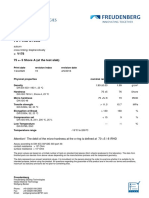
- FST - 70 FKM 37508 enDocument2 pagesFST - 70 FKM 37508 enXavierNo ratings yet
- Example Design of A Cold-Formed Steel Lipped Channel Wall Stud in Compression PDFDocument4 pagesExample Design of A Cold-Formed Steel Lipped Channel Wall Stud in Compression PDFOprisor Costin100% (1)
- Musica Universalis First DraftDocument78 pagesMusica Universalis First DraftWilliam1091No ratings yet
- 8.8 Boiler Efficiency TestDocument17 pages8.8 Boiler Efficiency TestRINJUNo ratings yet
- Unit Plan M7 S.Y. 2020 2021Document14 pagesUnit Plan M7 S.Y. 2020 2021dan teNo ratings yet
- Introduction To Open-End SpinningDocument25 pagesIntroduction To Open-End SpinningGarmentLearnerNo ratings yet
- CPRF Analysis PDFDocument8 pagesCPRF Analysis PDFMohd FirojNo ratings yet
- Laboratory Report - EvaporationDocument14 pagesLaboratory Report - EvaporationWayne Tandingan0% (1)
- Laboratory Experimental Testing of InertersDocument6 pagesLaboratory Experimental Testing of Inertersนิติพล ไชยวงศ์No ratings yet
- Frac To GraphyDocument639 pagesFrac To GraphyBHARANINo ratings yet
- Soil Structure Interaction Under Dynamic LoadingDocument9 pagesSoil Structure Interaction Under Dynamic LoadingonurumanNo ratings yet
- Chapter1 Electrostatic 2016 ReviewedDocument98 pagesChapter1 Electrostatic 2016 ReviewedSyaza IzzatyNo ratings yet
- Soil CompactionDocument24 pagesSoil Compactionsyah123No ratings yet
- HARDNESSDocument42 pagesHARDNESSNicole Andrei BaldozaNo ratings yet
- Concrete Mathematics: A Foundation For Computer Science: Articles You May Be Interested inDocument3 pagesConcrete Mathematics: A Foundation For Computer Science: Articles You May Be Interested inmaruns004No ratings yet
- RosemountDocument24 pagesRosemountVirgilio VillonNo ratings yet
- Artigo - Thermodynamics of Fluid-Phase Equilibria For Standard Chemical Engineering OperationsDocument24 pagesArtigo - Thermodynamics of Fluid-Phase Equilibria For Standard Chemical Engineering OperationsJoseCastilhoNo ratings yet
- Directions Sense Quiz 12Document16 pagesDirections Sense Quiz 12Arijit GhoshNo ratings yet