You might also like
- Analysis of Fiber Reinforced Plastic Needle Gate For K.T. WeirsDocument5 pagesAnalysis of Fiber Reinforced Plastic Needle Gate For K.T. WeirsIJIRAE- International Journal of Innovative Research in Advanced EngineeringNo ratings yet
- Blind Flange (10 Bar)Document7 pagesBlind Flange (10 Bar)SyedZainAliNo ratings yet
- Design and Stress Analysis of FRP Composite Pressure VesselDocument8 pagesDesign and Stress Analysis of FRP Composite Pressure VesselIJMTST-Online JournalNo ratings yet
- Through Conduit Gate Valves Slab & ExpandingDocument7 pagesThrough Conduit Gate Valves Slab & ExpandingRockny310No ratings yet
- Basic Calculations PDFDocument1 pageBasic Calculations PDFSanthosh Kumar100% (1)
- bs4994 Case Study PDFDocument4 pagesbs4994 Case Study PDFA.Subin DasNo ratings yet
- Stress Analysis of GRPDocument5 pagesStress Analysis of GRPRomner CordovaNo ratings yet
- NORSOK Piping Details Standard for Instrument ConnectionsDocument41 pagesNORSOK Piping Details Standard for Instrument ConnectionsAli BariNo ratings yet
- Vertical CompressDocument47 pagesVertical CompressSivi NallamothuNo ratings yet
- Zimmerlin PDFDocument87 pagesZimmerlin PDFАндрей ИнгельбергNo ratings yet
- Future Pipe InfoDocument29 pagesFuture Pipe Infomekag94No ratings yet
- Everything You Need to Know About GRP PipesDocument24 pagesEverything You Need to Know About GRP PipesmgjorNo ratings yet
- New - Reinforcement of NozzleDocument31 pagesNew - Reinforcement of Nozzlehardik5818No ratings yet
- Xcalcs: Circular Flat Flanges Without Hubs: 2.7:+looseDocument2 pagesXcalcs: Circular Flat Flanges Without Hubs: 2.7:+looseayushNo ratings yet
- Flow Characteristics in Mixers Agitated by Helical Ribbon Blade ImpellerDocument15 pagesFlow Characteristics in Mixers Agitated by Helical Ribbon Blade Impellerkalyan555No ratings yet
- Application of Bellows Expansion Joints in Piping SystemDocument5 pagesApplication of Bellows Expansion Joints in Piping Systemjlcheefei9258No ratings yet
- Process Industry Basket StrainersDocument27 pagesProcess Industry Basket StrainersmartinnovelNo ratings yet
- Anchor Force CalculationsDocument40 pagesAnchor Force CalculationsImmanuel SNo ratings yet
- Welding Neck Flanges 1Document3 pagesWelding Neck Flanges 1bikkelbobNo ratings yet
- Design of Pressure Vessel NewDocument511 pagesDesign of Pressure Vessel NewneelNo ratings yet
- Ellipsoidal Flange to Circular Conversion DimensionsDocument3 pagesEllipsoidal Flange to Circular Conversion Dimensionsnaveenkumar_madasettNo ratings yet
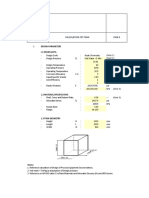
- Calculation Cpi Tank: I. Design Parameters I.1 Design DataDocument5 pagesCalculation Cpi Tank: I. Design Parameters I.1 Design DataikramNo ratings yet
- Vortex Shedding Load On PipingDocument1 pageVortex Shedding Load On Pipingananyo_sengupta100% (1)
- Pressure Vessel Inspection ReportDocument34 pagesPressure Vessel Inspection ReportJinlong SuNo ratings yet
- Natural Bend Radius Cal Rev. C PDFDocument3 pagesNatural Bend Radius Cal Rev. C PDFhamid sobirin100% (2)
- Anchor Bolt CalculationDocument1 pageAnchor Bolt CalculationLcm TnlNo ratings yet
- Storage Tank Design GuidelinesDocument6 pagesStorage Tank Design GuidelinespaaryNo ratings yet
- Increase Allowable Stress CodeDocument9 pagesIncrease Allowable Stress Codewenny_tpdNo ratings yet
- Checking of Collar Bolts in Shear & Bearing: Client: India Eqpt.: Job No. DR No. Rev. Document NumberDocument1 pageChecking of Collar Bolts in Shear & Bearing: Client: India Eqpt.: Job No. DR No. Rev. Document NumbershazanNo ratings yet
- Amipox GRE Cal Manual Ws HiddDocument20 pagesAmipox GRE Cal Manual Ws HiddrahulNo ratings yet
- Normas de Referencia - Fibra de VidroDocument12 pagesNormas de Referencia - Fibra de Vidroricardobor100% (1)
- GREPipe Systems Marine Industry June 2010Document45 pagesGREPipe Systems Marine Industry June 2010vinonagu100% (1)
- Chibro Press Fit Piping Data SheetDocument5 pagesChibro Press Fit Piping Data SheetBoyd JohnstonNo ratings yet
- Practical Advice On Expansion Joints by Greg PerkinsDocument1 pagePractical Advice On Expansion Joints by Greg Perkinsnaruto256No ratings yet
- RT IOM Eng PDFDocument96 pagesRT IOM Eng PDFsergio catañoNo ratings yet
- Buffer Tank DesignDocument1 pageBuffer Tank DesignSuresh Damu BhadNo ratings yet
- Shell Thickness CalcDocument1 pageShell Thickness CalcDidi KurniadiNo ratings yet
- Asme Sec X 2017Document6 pagesAsme Sec X 2017SARSAN NDTNo ratings yet
- Mitered BendsDocument1 pageMitered BendsTsouki TsoukiNo ratings yet
- Pressure Vessel Calculations ASME SectioDocument11 pagesPressure Vessel Calculations ASME Sectioivan chirinosNo ratings yet
- CFD ApplicationsDocument5 pagesCFD ApplicationsavailmeNo ratings yet
- Basic PV Elite TrainingDocument54 pagesBasic PV Elite TrainingcayovinNo ratings yet
- Asme - Shell External Pressure REV ADocument1 pageAsme - Shell External Pressure REV APohn Myint HanNo ratings yet
- M 269-96 (2008) (Turnbuckles and Shackles)Document25 pagesM 269-96 (2008) (Turnbuckles and Shackles)tran_lamNo ratings yet
- Dynamic Stiffness and Design of Rubber SteelDocument5 pagesDynamic Stiffness and Design of Rubber SteelAngga Fajar SetiawanNo ratings yet
- Pipe Dimensions and Friction FactorDocument24 pagesPipe Dimensions and Friction FactorJuan Pablo ApazaNo ratings yet
- Jis g3456 Grade STPT 410 Pipes PDFDocument1 pageJis g3456 Grade STPT 410 Pipes PDFMitul MehtaNo ratings yet
- Spiral Wound GasketsDocument3 pagesSpiral Wound GasketsHarish GundaNo ratings yet
- Commercial Gas Pipe Sizing PART 2 - Using The Pressure Drop Calculator (PDC)Document12 pagesCommercial Gas Pipe Sizing PART 2 - Using The Pressure Drop Calculator (PDC)Catalin StrugariuNo ratings yet
- Reff: A Text Book of Machine Design - Chapter 10, RS. KHURMIDocument5 pagesReff: A Text Book of Machine Design - Chapter 10, RS. KHURMIAsep MulyadiNo ratings yet
- Shell: Working Pressure of Shell (As Per Ibr 270 & 271 New Amendment)Document1 pageShell: Working Pressure of Shell (As Per Ibr 270 & 271 New Amendment)Karthic KeyanNo ratings yet
- Pipe Dimensions (PLASTICON)Document104 pagesPipe Dimensions (PLASTICON)Branimir JankovicNo ratings yet
- Introduction to FRP Pipes Properties and Applications (With PDFDocument7 pagesIntroduction to FRP Pipes Properties and Applications (With PDFjoecardNo ratings yet
- FRP Pipe BrochureDocument8 pagesFRP Pipe BrochurecrisjhairNo ratings yet
- MECCOCT18-12604: CFRP As A Repair Material For Corrosion Damaged Steel Frame StructuresDocument15 pagesMECCOCT18-12604: CFRP As A Repair Material For Corrosion Damaged Steel Frame StructuresOwais Manzoor MalikNo ratings yet
- Master of Technology (Structural Engineering) Submitted ToDocument66 pagesMaster of Technology (Structural Engineering) Submitted ToANKESH SHRIVASTAVANo ratings yet
- State of The Art Alternatives of Steel Reinforcement in Concrete MixesDocument7 pagesState of The Art Alternatives of Steel Reinforcement in Concrete Mixesحامد عرباسيNo ratings yet
- Wear Analysis of Chromium Carbide Coating On A516 WCB Steel by Plasma Spraying TechniqueDocument12 pagesWear Analysis of Chromium Carbide Coating On A516 WCB Steel by Plasma Spraying TechniqueIJRASETPublicationsNo ratings yet
- Pengaruh Konfigurasi Wrapping Fiber Reinforced Polimer (FRP) Terhadap Kinerja Hasil Retrofit Balok Pipa Baja Wiryanto Dewobroto, Lanny Hidayat, Thomas WijayaDocument12 pagesPengaruh Konfigurasi Wrapping Fiber Reinforced Polimer (FRP) Terhadap Kinerja Hasil Retrofit Balok Pipa Baja Wiryanto Dewobroto, Lanny Hidayat, Thomas WijayaAlvin PurmawinataNo ratings yet
- Ultrasonic Testing (Ut) : Level IiDocument24 pagesUltrasonic Testing (Ut) : Level IiAhmed El MorsyNo ratings yet
- Phase Diagram of a Three-Component Liquid SystemDocument7 pagesPhase Diagram of a Three-Component Liquid SystemEllaine TejadaNo ratings yet
- Light Weight ConcreteDocument15 pagesLight Weight ConcreteGia 2k17No ratings yet
- Types of Microtomes & PartsDocument7 pagesTypes of Microtomes & PartsWhite WolfNo ratings yet
- Homework 03Document4 pagesHomework 03PARVATHY ANILNo ratings yet
- Introduction To Quantizer and Llyod Max QuantizerDocument10 pagesIntroduction To Quantizer and Llyod Max QuantizerNeha SenguptaNo ratings yet
- Metallic ChemistryDocument14 pagesMetallic ChemistryEko Budi PrasetioNo ratings yet
- Minor Project For Civil EngineeringDocument52 pagesMinor Project For Civil EngineeringRupesh GenesisNo ratings yet
- Mechanical DesignDocument34 pagesMechanical DesignNiki LaudaNo ratings yet
- Math Test Item FSC Part 2Document38 pagesMath Test Item FSC Part 2Fakhar AbbasNo ratings yet
- 1 - YOKOGAWA FCN CPU Module Basic NFCP0100-S05 PDFDocument13 pages1 - YOKOGAWA FCN CPU Module Basic NFCP0100-S05 PDFHenry Alfaro BermudezNo ratings yet
- Form Four Maths Schemes of WorkDocument15 pagesForm Four Maths Schemes of Workckjoshua819100% (1)
- Glass production process guideDocument10 pagesGlass production process guideSumbul Ahsum HaleemNo ratings yet
- Ohm's Law: Current is Directly Proportional to VoltageDocument5 pagesOhm's Law: Current is Directly Proportional to VoltageLawrence DecanoNo ratings yet
- AISC DG11 ExamplesDocument7 pagesAISC DG11 ExamplesMarcel Toruño MendezNo ratings yet
- 4aap Method PhenolDocument5 pages4aap Method PhenolhitessshhhNo ratings yet
- REINFORCED BEAM DESIGNDocument18 pagesREINFORCED BEAM DESIGNrose ann claveriaNo ratings yet
- Kritam - Portal and Cantilever Method2Document8 pagesKritam - Portal and Cantilever Method2KritamMaharjanNo ratings yet
- ASTMD2444 FixedImpactDocument8 pagesASTMD2444 FixedImpactGerardo Lopez GochiNo ratings yet
- Visual Function ExperimentDocument3 pagesVisual Function Experimentim. EliasNo ratings yet
- Theory of Hydraulic ModelsDocument283 pagesTheory of Hydraulic ModelsEdward Julian Sanchez TrujilloNo ratings yet
- Ashby Jones - Engineering Materials - Vol.1 - NeckingDocument5 pagesAshby Jones - Engineering Materials - Vol.1 - NeckingpippaNo ratings yet
- Final Internship Report NewDocument68 pagesFinal Internship Report NewMahanthesh kori100% (1)
- MeteoDocument282 pagesMeteoSafira ArafahNo ratings yet
- NatmDocument10 pagesNatmCamyla clarineteNo ratings yet
- A New Process of Gas-Assisted Injection Molding For Faster CoolingDocument6 pagesA New Process of Gas-Assisted Injection Molding For Faster CoolingChandresh MotkaNo ratings yet
- LC HL Physics 2021Document28 pagesLC HL Physics 2021sarahNo ratings yet
- Cubic Spline TutorialDocument4 pagesCubic Spline TutorialMichael MOuireNo ratings yet
- CFD Modeling and Control of an Industrial Steam Methane Reforming ReactorDocument15 pagesCFD Modeling and Control of an Industrial Steam Methane Reforming Reactorcholila_tamzysiNo ratings yet
- Derivative of Product and QuotientDocument18 pagesDerivative of Product and QuotientBretana joanNo ratings yet