You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- British Enfield Rifles - NRA - 2004Document28 pagesBritish Enfield Rifles - NRA - 2004giuliva67100% (8)
- Advanced Mechanical Drafting Position Tolerance ZonesDocument14 pagesAdvanced Mechanical Drafting Position Tolerance ZonesdramiltNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Jigs and FixturesDocument96 pagesJigs and Fixturesva3ttn100% (3)
- PrecastDocument124 pagesPrecastnorrysonNo ratings yet
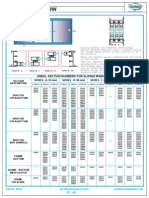
- 21) Sliding Window SectionsDocument39 pages21) Sliding Window SectionsTarun Kaw100% (2)
- N33 9 4 2015-04-15Document7 pagesN33 9 4 2015-04-15Anonymous 7ZTcBnNo ratings yet
- 2011 03 02 Kelly Valves Family Low 01Document4 pages2011 03 02 Kelly Valves Family Low 01Sasan AbbasiNo ratings yet
- Clinical ReportsDocument6 pagesClinical ReportsnorrysonNo ratings yet
- 3-Frame Profile ADocument1 page3-Frame Profile AnorrysonNo ratings yet
- Open GTSDocument2 pagesOpen GTSnorrysonNo ratings yet
- Gen ArtDocument0 pagesGen ArtnorrysonNo ratings yet
- 3 C 459 P PreDocument62 pages3 C 459 P PrenorrysonNo ratings yet
- BahanDocument10 pagesBahannorrysonNo ratings yet
- Body Language 101.Document3 pagesBody Language 101.norrysonNo ratings yet
- 1 Beam DeflectionDocument5 pages1 Beam DeflectionqazilaNo ratings yet
- Gantry Girders Industrial Building Frames: Elective Iii - Advanced Steel Structure Viii Sem (Civil) Question BankDocument6 pagesGantry Girders Industrial Building Frames: Elective Iii - Advanced Steel Structure Viii Sem (Civil) Question BankNagaraj RaoNo ratings yet
- Subcontractor Agreement: To: Name and Location Here)Document1 pageSubcontractor Agreement: To: Name and Location Here)norrysonNo ratings yet
- Assembly Instructions For SAF-D-GRID Receptacle: Crimp ToolingDocument2 pagesAssembly Instructions For SAF-D-GRID Receptacle: Crimp ToolingnorrysonNo ratings yet
- 22) Window SectionsDocument29 pages22) Window SectionsnorrysonNo ratings yet
- 6014LangTesting EvalutationDocument3 pages6014LangTesting EvalutationnorrysonNo ratings yet
- ACC Panel Manufacturing Specs Pan PacificDocument17 pagesACC Panel Manufacturing Specs Pan PacificSandesh RaneNo ratings yet
- Language Testing - John H.a.L. de JONGDocument107 pagesLanguage Testing - John H.a.L. de JONGEzio AuditoreNo ratings yet
- 6014LangTesting EvalutationDocument3 pages6014LangTesting EvalutationnorrysonNo ratings yet
- Ejss 7 2 05Document13 pagesEjss 7 2 05norrysonNo ratings yet
- WrightDocument4 pagesWrightnorrysonNo ratings yet
- 1867 Accident AnalysisDocument8 pages1867 Accident AnalysisnorrysonNo ratings yet
- Oem Replacement Catalogue: Wear Steel Parts For Oem Get EquipmentDocument160 pagesOem Replacement Catalogue: Wear Steel Parts For Oem Get EquipmentmazuckNo ratings yet
- LSA502Main enDocument20 pagesLSA502Main enmliugongNo ratings yet
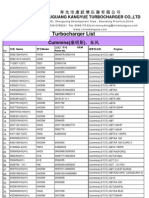
- Turbo List of KangyueDocument13 pagesTurbo List of Kangyuemmc83No ratings yet
- Manufacture Terry Towels PakistanDocument10 pagesManufacture Terry Towels PakistanAli HaiderNo ratings yet
- Technical ReportDocument6 pagesTechnical ReportAzrul AzimNo ratings yet
- Micro Machining-Module 3Document36 pagesMicro Machining-Module 3rejeesh_rajendranNo ratings yet
- Reverse Edm Collective Electrodes in Micro EcmDocument5 pagesReverse Edm Collective Electrodes in Micro EcmInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Turning MTSDocument62 pagesTurning MTSmetalservis2009No ratings yet
- The Guns of John M. BrowningDocument2 pagesThe Guns of John M. Browningblowmeasshole1911No ratings yet
- G-Codes and M-Functions - MillingDocument1 pageG-Codes and M-Functions - MillingNauman KhanNo ratings yet
- Silhouette 1000 PDFDocument2 pagesSilhouette 1000 PDFCarlos PadillaNo ratings yet
- Man Pro Lab Exp No. 7 Working Principle of A Shaper MachineDocument8 pagesMan Pro Lab Exp No. 7 Working Principle of A Shaper Machinefotick100% (1)
- PVV 540 PumpDocument14 pagesPVV 540 PumpMONANo ratings yet
- Lahti L-39 Anti-Tank RifleDocument2 pagesLahti L-39 Anti-Tank RifleAndrea MatteuzziNo ratings yet
- Presentation About Drilling MachineDocument33 pagesPresentation About Drilling Machinefadyah yulitaNo ratings yet
- Cost/ Crankshaft Calculation On OP 10 (Centre Drilling)Document16 pagesCost/ Crankshaft Calculation On OP 10 (Centre Drilling)azadNo ratings yet
- Energy Distribution Systems AdvantagesDocument7 pagesEnergy Distribution Systems AdvantagesVíctor CasadoNo ratings yet
- YAYi Equipments ListDocument4 pagesYAYi Equipments ListKevin Roni Salinas YanceNo ratings yet
- Low Cost Automation Tutorial - Technical Tutorial.Document1 pageLow Cost Automation Tutorial - Technical Tutorial.manbkkNo ratings yet
- Concept Mill 450 en PDFDocument6 pagesConcept Mill 450 en PDFLê TíNo ratings yet
- ME6402 Manufacturing Technology IIDocument10 pagesME6402 Manufacturing Technology IIprasanthprpNo ratings yet
- H 5226 8307 02 A Productivity Active Editor ProDocument7 pagesH 5226 8307 02 A Productivity Active Editor ProRelu ChiruNo ratings yet
- Advanced Lathe Milling Report Batch 2Document3 pagesAdvanced Lathe Milling Report Batch 2Tony SutrisnoNo ratings yet
- Line Boring ToolsDocument8 pagesLine Boring ToolsMalik Uddin ZahirNo ratings yet