You might also like
- Manual Central Light CP2000 PDFDocument2 pagesManual Central Light CP2000 PDFAltair ChavesNo ratings yet
- Livro ADM DA PRODUÇÃO (Operações Industriais e de Serviços)Document375 pagesLivro ADM DA PRODUÇÃO (Operações Industriais e de Serviços)ezekielpacheco100% (1)
- Aplicações das cônicas na arquiteturaDocument16 pagesAplicações das cônicas na arquiteturaLaisa SantiagoNo ratings yet
- Lista de Materiais HidrossanitarioDocument1 pageLista de Materiais HidrossanitariobrunoNo ratings yet
- 3D Printing OverhangDocument7 pages3D Printing OverhangSANDRO OLIVEIRANo ratings yet
- White DragonDocument1 pageWhite DragonFormidav van den BraekNo ratings yet
- 1556652784calculadora Custo Impressao LaserDocument3 pages1556652784calculadora Custo Impressao Laserbonte01No ratings yet
- Aprenda a criar encaixes para peças 3D utilizando o MeshmixerDocument15 pagesAprenda a criar encaixes para peças 3D utilizando o Meshmixerbonte01No ratings yet
- Sekibune 1 150-2Document3 pagesSekibune 1 150-2bonte01100% (1)
- Ebook Gestao RiscoDocument23 pagesEbook Gestao Riscoleandrorosadas001No ratings yet
- Patologia de ConstruçõesDocument45 pagesPatologia de ConstruçõesIgor TorresNo ratings yet
- Prevencao e Recuperacao de FalhasDocument7 pagesPrevencao e Recuperacao de Falhasbonte01No ratings yet
- Filosofia MedievalDocument29 pagesFilosofia Medievalbonte01No ratings yet
- MD Carlos Gestao Estrategica Da Qualidade PDFDocument78 pagesMD Carlos Gestao Estrategica Da Qualidade PDFbonte01No ratings yet
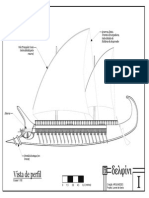
- Trirreme 01Document3 pagesTrirreme 01bonte01No ratings yet
- Manual HP Laser Pro MFP125ADocument132 pagesManual HP Laser Pro MFP125AGelsonNo ratings yet
- Gestao Por Processos FNQ PDFDocument26 pagesGestao Por Processos FNQ PDFIlma AlmeidaNo ratings yet
- Filosofia MedievalDocument29 pagesFilosofia Medievalbonte01No ratings yet
- AMATA+ +Guia+de+MadeirasDocument56 pagesAMATA+ +Guia+de+MadeirasAnízio Luiz Freitas de MesquitaNo ratings yet
- O Que É Um Purgador de Vapor - TLVDocument4 pagesO Que É Um Purgador de Vapor - TLVbonte01No ratings yet
- Red Dragon3Document1 pageRed Dragon3bonte01No ratings yet
- Escurecimento de latas de alumínio em processos de aquecimentoDocument2 pagesEscurecimento de latas de alumínio em processos de aquecimentobonte01No ratings yet
- CatalogoDocument17 pagesCatalogobonte01No ratings yet
- A História Dos Purgadores de Vapor #2 - TLVDocument5 pagesA História Dos Purgadores de Vapor #2 - TLVbonte01No ratings yet
- MASP - Metodologia de Análise e Solução de ProblemasDocument136 pagesMASP - Metodologia de Análise e Solução de ProblemasFernando Assunção CardosoNo ratings yet
- A História Dos Purgadores de Vapor #1 - TLVDocument4 pagesA História Dos Purgadores de Vapor #1 - TLVbonte01No ratings yet
- Como fazer um Plano de Ação 5W2HDocument3 pagesComo fazer um Plano de Ação 5W2Hbonte01No ratings yet
- 4 Dicas Matadoras para Envolver Colaboradores Na Implementa+º+úo de Sistema de Gest+úoDocument4 pages4 Dicas Matadoras para Envolver Colaboradores Na Implementa+º+úo de Sistema de Gest+úobonte01No ratings yet
- 5 Dicas para Obter Sucesso Na Implanta+º+úo de Um Software de Gest+úo EmpresarialDocument2 pages5 Dicas para Obter Sucesso Na Implanta+º+úo de Um Software de Gest+úo Empresarialbonte01No ratings yet
- Gestão Da QualidadeDocument130 pagesGestão Da QualidadeCatRobertaNo ratings yet
- Entorse e FraturaDocument5 pagesEntorse e Fraturabonte01No ratings yet
- 5W2H para "Planos de Ação"Document2 pages5W2H para "Planos de Ação"bonte01No ratings yet
- Base para Relógio Comparador FerrumDocument1 pageBase para Relógio Comparador Ferrumbonte01No ratings yet
- BannerDocument1 pageBannerWagner VieiraNo ratings yet
- Procedimento: Rev. G Out / 99Document6 pagesProcedimento: Rev. G Out / 99Torus EngenhariaNo ratings yet
- Teste AvaliaçãoDocument4 pagesTeste AvaliaçãoNuno MilitãoNo ratings yet
- O investimento anual em treinamento e desenvolvimento no BrasilDocument16 pagesO investimento anual em treinamento e desenvolvimento no BrasilDouglas Oliveira QueirozNo ratings yet
- Taxista recebe gorjeta generosa de passageiro nos EUADocument4 pagesTaxista recebe gorjeta generosa de passageiro nos EUADaniele MonteiroNo ratings yet
- Circular InformativaDocument2 pagesCircular InformativaMarta SilvaNo ratings yet
- Relatório-Experimento 7Document2 pagesRelatório-Experimento 7Samuel LimaNo ratings yet
- Manual de Manobras - (WWW - Canalpiloto.com - BR)Document31 pagesManual de Manobras - (WWW - Canalpiloto.com - BR)Denis CarvalhoNo ratings yet
- Relatorio 2024Document19 pagesRelatorio 2024Arielle MairaNo ratings yet
- Modelo Parecer AmbientalDocument12 pagesModelo Parecer AmbientalAdriana FachimNo ratings yet
- FSR500 ManualDocument148 pagesFSR500 ManualLeandro instruments musicNo ratings yet
- (IME) Distribuição EletronicaDocument2 pages(IME) Distribuição Eletronicalia junsNo ratings yet
- 100 Questoes de CombinatoriaDocument7 pages100 Questoes de CombinatoriaBruno Ricardo100% (1)
- Diário revela sonhos e conflitos de adolescenteDocument5 pagesDiário revela sonhos e conflitos de adolescenteCauã Ferreira Tenório da SilvaNo ratings yet
- Método de concentração por sedimentação espontânea para detecção de parasitas em amostras fecaisDocument6 pagesMétodo de concentração por sedimentação espontânea para detecção de parasitas em amostras fecaisBruno da Silva PrestesNo ratings yet
- Sobre A Definição de MedicinaDocument7 pagesSobre A Definição de MedicinaMsaluizNo ratings yet
- Certificado Digital EmissãoDocument3 pagesCertificado Digital EmissãoNiltonNo ratings yet
- KNTLU Job ApplicationDocument3 pagesKNTLU Job ApplicationJaime Francisco SimithNo ratings yet
- Crenças e Costumes Nativo - SDocument21 pagesCrenças e Costumes Nativo - Sneirsouza100% (1)
- Compreendendo A Terapia de CasalDocument1 pageCompreendendo A Terapia de CasalAnderson Souza Capacitar Gestor Salvador100% (4)
- Mecanismo de Crise Psicológica Sílvia Campino P 2Document38 pagesMecanismo de Crise Psicológica Sílvia Campino P 2Carmo de SousaNo ratings yet
- Circuitos AnestesicosnDocument41 pagesCircuitos Anestesicosncaza_nova032282No ratings yet
- Manual Do Instrutor 2013 - Decex - 16ago2013Document107 pagesManual Do Instrutor 2013 - Decex - 16ago2013Ricardo Alves BarbosaNo ratings yet
- Matemática Básica (Nivelamento)Document158 pagesMatemática Básica (Nivelamento)Mag MagnocesarNo ratings yet
- 293 Questões para PortuguesDocument273 pages293 Questões para PortuguesNilton Júnior100% (1)
- 7 Fundamentos de Enfermagem 013726 101231Document671 pages7 Fundamentos de Enfermagem 013726 101231inaciodossantosmacuacua901No ratings yet
- Cordeiro Cabos - Cortox e HeprocordDocument4 pagesCordeiro Cabos - Cortox e HeprocordMichel Augusto VillaNo ratings yet