You might also like
- SSPC SP 8 00 PicklingDocument2 pagesSSPC SP 8 00 PicklingashfaqbhatNo ratings yet
- SSPC SP8Document2 pagesSSPC SP8longlong3003100% (2)
- SSPC SP8Document2 pagesSSPC SP8Jose AngelNo ratings yet
- SSPC SP3Document2 pagesSSPC SP3hidromecanico78% (9)
- Especificaciones SSPC y Definiciones SP1-SPX PDFDocument32 pagesEspecificaciones SSPC y Definiciones SP1-SPX PDFjorgelunaNo ratings yet
- Zinc Clad IIIDocument4 pagesZinc Clad IIIScott Van PeltNo ratings yet
- Coating Application & Inspection Procedure-Rev 0Document27 pagesCoating Application & Inspection Procedure-Rev 0tinphat100% (1)
- Treatraent (See 6.1)Document26 pagesTreatraent (See 6.1)fordsho95No ratings yet
- Mil DTL 16232GDocument17 pagesMil DTL 16232Grobert_in_ar100% (1)
- Is 2074 Ready Mix Paints PrimingDocument11 pagesIs 2074 Ready Mix Paints PrimingPratik SinhaNo ratings yet
- SSPC-AB-2 Cleanliness of Recycled Ferrous Metallic AbrasivesDocument2 pagesSSPC-AB-2 Cleanliness of Recycled Ferrous Metallic AbrasivesSuriya DueramaeNo ratings yet
- Mil DTL 16232GDocument17 pagesMil DTL 16232GPatrick StanleyNo ratings yet
- Inspection Check List 2Document34 pagesInspection Check List 2r.devendranNo ratings yet
- Astm A780Document4 pagesAstm A780Raúl Venegas Munita100% (5)
- N-9 Contec: Rev. F English 03 / 2011Document16 pagesN-9 Contec: Rev. F English 03 / 2011hazopmanNo ratings yet
- Sspc-Ab 2Document3 pagesSspc-Ab 2HafidzManafNo ratings yet
- Specification For Putty, For Use On Window Frames: July 2011Document5 pagesSpecification For Putty, For Use On Window Frames: July 2011yesvvnNo ratings yet
- SSPC SP3Document2 pagesSSPC SP3Jose AngelNo ratings yet
- Dod P 16232FDocument24 pagesDod P 16232FArturo PalaciosNo ratings yet
- Blasting and Painting Procedure - 1Document6 pagesBlasting and Painting Procedure - 1Azrul Rais64% (11)
- SSPC SP 8 Pickling PDFDocument3 pagesSSPC SP 8 Pickling PDFPipeMelgarejoLopezNo ratings yet
- Astm G85Document13 pagesAstm G85Rajumhaveri Haveri100% (3)
- Painting Scheme StructureDocument10 pagesPainting Scheme StructureVeerapandianNo ratings yet
- BlastpaintDocument12 pagesBlastpaintdeje1726No ratings yet
- SSPC SPDocument32 pagesSSPC SPsflynn79100% (3)
- 3 Coat SpecsDocument4 pages3 Coat SpecsSarathiraja SekarNo ratings yet
- General Specification FOR Material, Fabrication and Installation of StructureDocument58 pagesGeneral Specification FOR Material, Fabrication and Installation of Structuredang_noex56% (9)
- 09 Samss 069Document10 pages09 Samss 069Selvakpm06No ratings yet
- 09 Samss 071Document6 pages09 Samss 071inatt101100% (1)
- Blasting and Painting Procedure 1Document6 pagesBlasting and Painting Procedure 1vishwas salunkheNo ratings yet
- SSPC Ab 3Document6 pagesSSPC Ab 3kishorekumar.animuNo ratings yet
- Acrolon 218 HSDocument4 pagesAcrolon 218 HSAndres MoralesNo ratings yet
- SSPC Paint20Document5 pagesSSPC Paint20vlong3003100% (3)
- QQ P 35CDocument11 pagesQQ P 35Cgeverett2765No ratings yet
- SSPC-SP 16 Brush-Off Blast Cleaning of Non-Ferrous MetalsDocument5 pagesSSPC-SP 16 Brush-Off Blast Cleaning of Non-Ferrous MetalsPablo Ahumada G.No ratings yet
- Rust Protection by Metal Preservatives in The Humidity CabinetDocument9 pagesRust Protection by Metal Preservatives in The Humidity CabinettoanvmpetrologxNo ratings yet
- Part 2 Navy e July10Document226 pagesPart 2 Navy e July10Marco MorrisNo ratings yet
- CoatingsDocument13 pagesCoatingsJIDEOLUWAYEMINo ratings yet
- QQ P 416FDocument18 pagesQQ P 416FBryan MartinezNo ratings yet
- MaklvDocument12 pagesMaklvKelz KelzNo ratings yet
- Psi SpecDocument645 pagesPsi SpecManickavasagam Sadasivam100% (3)
- GTL-81-02 Rev 01 Coating and Wrapping of Buried PipingDocument17 pagesGTL-81-02 Rev 01 Coating and Wrapping of Buried Pipingjasminnee100% (2)
- MS 4062 Rev A 2008Document6 pagesMS 4062 Rev A 2008Bartek HajaNo ratings yet
- Industrial Coating ApplicationDocument22 pagesIndustrial Coating ApplicationaamirsaddiqNo ratings yet
- Ogp1 Pintura PDFDocument19 pagesOgp1 Pintura PDFEl_memito100% (1)
- Corrosion and Materials Selection: A Guide for the Chemical and Petroleum IndustriesFrom EverandCorrosion and Materials Selection: A Guide for the Chemical and Petroleum IndustriesNo ratings yet
- Modern Glass CharacterizationFrom EverandModern Glass CharacterizationMario AffatigatoNo ratings yet
- Flat Panel Display ManufacturingFrom EverandFlat Panel Display ManufacturingJun SoukNo ratings yet
- Corrosion: Corrosion ControlFrom EverandCorrosion: Corrosion ControlL L ShreirRating: 5 out of 5 stars5/5 (1)
- Corrosion Control in the Oil and Gas IndustryFrom EverandCorrosion Control in the Oil and Gas IndustryRating: 4 out of 5 stars4/5 (12)
- Advances in Solid Oxide Fuel Cells XFrom EverandAdvances in Solid Oxide Fuel Cells XMihails KusnezoffNo ratings yet
- Advances in Solid Oxide Fuel Cells and Electronic Ceramics IIFrom EverandAdvances in Solid Oxide Fuel Cells and Electronic Ceramics IIMihails KusnezoffNo ratings yet
- Ceramic Materials for Energy Applications VIFrom EverandCeramic Materials for Energy Applications VIHua-Tay LinNo ratings yet
- Fluid Analysis for Mobile Equipment: Condition Monitoring and MaintenanceFrom EverandFluid Analysis for Mobile Equipment: Condition Monitoring and MaintenanceNo ratings yet
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- Handbook for Cleaning for Semiconductor Manufacturing: Fundamentals and ApplicationsFrom EverandHandbook for Cleaning for Semiconductor Manufacturing: Fundamentals and ApplicationsKaren A. ReinhardtNo ratings yet
- Drilling Fluids Processing HandbookFrom EverandDrilling Fluids Processing HandbookRating: 4.5 out of 5 stars4.5/5 (4)
- The Art of Lead Burning: A practical treatise explaining the apparatus and processesFrom EverandThe Art of Lead Burning: A practical treatise explaining the apparatus and processesNo ratings yet
- 75th Conference on Glass Problems: A Collection of Papers Presented at the 75th Conference on Glass Problems, Greater Columbus Convention Center, Columbus, Ohio, November 3-6, 2014From Everand75th Conference on Glass Problems: A Collection of Papers Presented at the 75th Conference on Glass Problems, Greater Columbus Convention Center, Columbus, Ohio, November 3-6, 2014S. K. SundaramNo ratings yet
- 8-Trouble ShottingDocument14 pages8-Trouble Shottingmalika_00No ratings yet
- Assignment Submission Details: Program / Semester Specialization Course Name Course CodeDocument1 pageAssignment Submission Details: Program / Semester Specialization Course Name Course Codemalika_00No ratings yet
- ListDocument1 pageListmalika_00No ratings yet
- Tl-wr941nd User GuideDocument113 pagesTl-wr941nd User Guidemalika_00No ratings yet
- Pipings CalculationDocument6 pagesPipings CalculationZoebairNo ratings yet
- Z 002 DP 2556556Document38 pagesZ 002 DP 2556556malika_00No ratings yet
- Campbell Reece Biology 10th Free PDFDocument7 pagesCampbell Reece Biology 10th Free PDFmalika_00100% (1)
- Construction Standard For Large Welded Low Pressure Storage TanksDocument16 pagesConstruction Standard For Large Welded Low Pressure Storage TanksSuleyman HaliciogluNo ratings yet
- Esr97er089 (Relieve Valve)Document17 pagesEsr97er089 (Relieve Valve)malika_00No ratings yet
- gs110 1Document12 pagesgs110 1malika_00No ratings yet
- Saes X 800Document18 pagesSaes X 800malika_00No ratings yet
- Winterisation - Low 44-2Document15 pagesWinterisation - Low 44-2malika_00No ratings yet
- !about Saes1Document1 page!about Saes1Janakiraman MalligaNo ratings yet
- Wed Sep 30 18:17:18 1998 Wed Sep 30 18:17:18 1998Document1 pageWed Sep 30 18:17:18 1998 Wed Sep 30 18:17:18 1998malika_00No ratings yet
- 01 Saip 06Document7 pages01 Saip 06malika_00No ratings yet
- RphazopDocument37 pagesRphazopmalika_00No ratings yet
- 00 Saip 12Document8 pages00 Saip 12aamirtec301No ratings yet
- 32 Saip 11Document9 pages32 Saip 11malika_00No ratings yet
- 32 Saip 11Document9 pages32 Saip 11malika_00No ratings yet
- 00 Saip 72Document6 pages00 Saip 72aamirtec301No ratings yet
- !about SaipDocument1 page!about SaipMuhammad Nasir SiddiqueNo ratings yet
- 01 Saip 02Document6 pages01 Saip 02malika_00No ratings yet
- !indx SaipDocument2 pages!indx Saipimrankhan22No ratings yet
- 00 Saip 72Document6 pages00 Saip 72aamirtec301No ratings yet
- 12 Saip 50Document5 pages12 Saip 50malika_00No ratings yet
- Inspection Procedure: 00-SAIP-10 21 December 2005 Non-Conformance Reports Document Responsibility: Inspection DepartmentDocument8 pagesInspection Procedure: 00-SAIP-10 21 December 2005 Non-Conformance Reports Document Responsibility: Inspection Departmentaamirtec301100% (1)
- 15 Saip 50Document5 pages15 Saip 50malika_00No ratings yet
- 15 Saip 51Document5 pages15 Saip 51malika_00No ratings yet
- 02 Saip 01Document6 pages02 Saip 01malika_00No ratings yet
- 00 Saip 06Document4 pages00 Saip 06YongBolitz Vbfz100% (1)
- June 2017 Question Paper 21Document20 pagesJune 2017 Question Paper 21KaifNo ratings yet
- Koskinen2015 PDFDocument200 pagesKoskinen2015 PDFNastase DamianNo ratings yet
- Prelim Exam (Reviewer Answer Key)Document3 pagesPrelim Exam (Reviewer Answer Key)ravenNo ratings yet
- 3472-3473 Ibuprofen TabletsDocument2 pages3472-3473 Ibuprofen TabletsOmeyya TanveerNo ratings yet
- Solder PasteDocument4 pagesSolder PasteLiyakathali KoorithodiNo ratings yet
- 05 Petrucci10e CSMDocument45 pages05 Petrucci10e CSMAlexNo ratings yet
- ClassificationDocument4 pagesClassificationAbishai O MuzavaziNo ratings yet
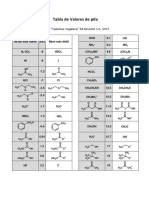
- Tabla de Valores de Pka: S. Ege "Química Orgánica" Ed Reverté S.A. 1997Document7 pagesTabla de Valores de Pka: S. Ege "Química Orgánica" Ed Reverté S.A. 1997loaca95No ratings yet
- Isolation of Allylpyrocatechol HPLCDocument7 pagesIsolation of Allylpyrocatechol HPLCaqeelaNo ratings yet
- Nanofiltration and Ultrafiltration Ceramic Membranes For Food Processing A Mini Review 2155 9589 1000140 PDFDocument13 pagesNanofiltration and Ultrafiltration Ceramic Membranes For Food Processing A Mini Review 2155 9589 1000140 PDFGaneshNo ratings yet
- 1 s2.0 S2214785322011403 MainDocument27 pages1 s2.0 S2214785322011403 MainC Chenna RaiduNo ratings yet
- Extraction of Caffeine From Tea LeavesDocument4 pagesExtraction of Caffeine From Tea Leavesale hopeju200950% (2)
- GRAVIMETRICDocument11 pagesGRAVIMETRIC;'SiLeNt';No ratings yet
- Qatar Food and Agricultural Import Regulations and StandardsDocument24 pagesQatar Food and Agricultural Import Regulations and StandardssazaliNo ratings yet
- An Analytical Experiment For General Chemistry: Ascorbic Acid As A Standard For Iodometric TitrationsDocument7 pagesAn Analytical Experiment For General Chemistry: Ascorbic Acid As A Standard For Iodometric TitrationsniltonNo ratings yet
- Indian Association of Chemistry Teachers: National Standard Examination in Chemistry (Nsec) 2018-19Document27 pagesIndian Association of Chemistry Teachers: National Standard Examination in Chemistry (Nsec) 2018-19sankalp somaniNo ratings yet
- Geological Materials Used in Construction:: Metamorphic RocksDocument3 pagesGeological Materials Used in Construction:: Metamorphic RocksMuhammadRohanAfzalNo ratings yet
- STPM Chemistry Practical Experiment 1 2012Document4 pagesSTPM Chemistry Practical Experiment 1 2012Ning Jie Lee85% (47)
- Introduction To Drilling FluidsDocument23 pagesIntroduction To Drilling FluidszeidisuckNo ratings yet
- Safety Data Sheet: 1. IdentificationDocument7 pagesSafety Data Sheet: 1. Identificationsharmi2011No ratings yet
- Acid Pickling Procedure Rev.c1Document6 pagesAcid Pickling Procedure Rev.c1hannanNo ratings yet
- Bresle Kit Chloride Test Kit Sp7310 m44Document6 pagesBresle Kit Chloride Test Kit Sp7310 m44nnuekNo ratings yet
- NMAT PRACTICE SET 0619 - Rationale - TEST D. ChemistryDocument10 pagesNMAT PRACTICE SET 0619 - Rationale - TEST D. ChemistryMianella RosalesNo ratings yet
- Application of MetalsDocument132 pagesApplication of MetalsMohammed Ashiq0% (1)
- Prof. K.K.Pant Department of Chemical Engineering IIT DelhiDocument17 pagesProf. K.K.Pant Department of Chemical Engineering IIT DelhiMehul VarshneyNo ratings yet
- Kesehatan Perumahan Dan LingkunganDocument22 pagesKesehatan Perumahan Dan LingkunganMustafa TataNo ratings yet
- ThreeDotZero Filament ComparisonDocument1 pageThreeDotZero Filament Comparison3D MESHNo ratings yet
- ChemistryDocument2 pagesChemistryniloNo ratings yet
- Important Reactions For Jee AspirantsDocument29 pagesImportant Reactions For Jee AspirantsSourabh KumarNo ratings yet
- Week#3 - Olefins Production - Steam Cracking - AnnotatedDocument27 pagesWeek#3 - Olefins Production - Steam Cracking - AnnotatedAgus WahyudhiNo ratings yet