You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Job Hazard Analysis For Filtration Job)Document3 pagesJob Hazard Analysis For Filtration Job)Chibuzor Samuel100% (1)
- Spyder DT21Document106 pagesSpyder DT21Александр Панкратов100% (1)
- Sirkpompa Optima Ing Brs PDFDocument20 pagesSirkpompa Optima Ing Brs PDFpepa 007No ratings yet
- MultitelDocument27 pagesMultitelŽeljko60% (5)
- 6hym-Ete (0CR10-M63501)Document94 pages6hym-Ete (0CR10-M63501)Febri RoziNo ratings yet
- K33850 Steam Boiler Manual REV ADocument10 pagesK33850 Steam Boiler Manual REV ASUDLAB Suporte TécnicoNo ratings yet
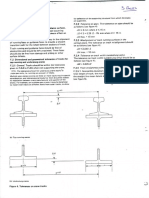
- Modelling of Locomotive Normal Load: 2. Single ValuesDocument5 pagesModelling of Locomotive Normal Load: 2. Single Valuesbarnibar1No ratings yet
- Lecture ME2105 07Document32 pagesLecture ME2105 07aliasuserNo ratings yet
- Development of A Braking Model For Speed Supervision SystemsDocument18 pagesDevelopment of A Braking Model For Speed Supervision SystemsRadomir NesicNo ratings yet
- 03 4 Performance CalculatioDocument5 pages03 4 Performance Calculatiobarnibar1No ratings yet
- AME101 LectureNotesDocument136 pagesAME101 LectureNotesbarnibar1No ratings yet
- Rolling Friction and Rolling ResistanceDocument9 pagesRolling Friction and Rolling Resistancebarnibar1No ratings yet
- Performance CalculatioDocument3 pagesPerformance CalculatioGary MartinNo ratings yet
- Stress PDFDocument13 pagesStress PDF9966197483No ratings yet
- Surface CoatingDocument18 pagesSurface Coatingaaftab ahmed100% (1)
- BS466 TolerancesDocument3 pagesBS466 Tolerancesbarnibar1No ratings yet
- Mcex 01Document1 pageMcex 01barnibar1No ratings yet
- Universal Declaration of Human RightsDocument8 pagesUniversal Declaration of Human RightselectedwessNo ratings yet
- Comparative Study Manufacturing Cost Between EN13445 and ASMEDocument32 pagesComparative Study Manufacturing Cost Between EN13445 and ASMEDries VandezandeNo ratings yet
- Coating For Steelwork PDFDocument16 pagesCoating For Steelwork PDFquiron2014No ratings yet
- Stress PDFDocument13 pagesStress PDF9966197483No ratings yet
- Thermodynamics Worked ExamplesDocument13 pagesThermodynamics Worked ExamplesSalah Salman100% (1)
- Thermodynamics Worked ExamplesDocument13 pagesThermodynamics Worked ExamplesSalah Salman100% (1)
- Cliff's Guide To Changing MK4 Golf Wishbones: 1. Jack CarDocument9 pagesCliff's Guide To Changing MK4 Golf Wishbones: 1. Jack Carbarnibar1No ratings yet
- AutoCAD Text, Dimension and Leader Style SettingsDocument5 pagesAutoCAD Text, Dimension and Leader Style Settingsbarnibar1No ratings yet
- Unit ConversionsDocument9 pagesUnit Conversionsbarnibar1No ratings yet
- Unfire Pressure VesselDocument146 pagesUnfire Pressure Vesselsungkang83% (6)
- Asme B16.5Document11 pagesAsme B16.5jacquesmayol100% (1)
- Metric Prefixes: ET 106 - Intro. To Engineering Technology Unit ConversionsDocument9 pagesMetric Prefixes: ET 106 - Intro. To Engineering Technology Unit Conversionsbarnibar1No ratings yet
- Stress PDFDocument13 pagesStress PDF9966197483No ratings yet
- The Myth and Religion of Osiris The GodDocument7 pagesThe Myth and Religion of Osiris The Godbarnibar1No ratings yet
- Metric Prefixes: ET 106 - Intro. To Engineering Technology Unit ConversionsDocument9 pagesMetric Prefixes: ET 106 - Intro. To Engineering Technology Unit Conversionsbarnibar1No ratings yet
- Welding SymbolsDocument78 pagesWelding Symbolsuttamtm100% (1)
- Of of With About From With of at in To To of For of With On With of For at of For To To To To About For About For To (-)Document1 pageOf of With About From With of at in To To of For of With On With of For at of For To To To To About For About For To (-)barnibar1No ratings yet
- Introduction To Isometric DrawingsDocument10 pagesIntroduction To Isometric Drawingsbarnibar1No ratings yet
- Machine & Site Information: 399095675.xlsx HoursDocument23 pagesMachine & Site Information: 399095675.xlsx HoursAntonio CastilloNo ratings yet
- DL650K9Document187 pagesDL650K9Juan Abraham AjpopNo ratings yet
- WHO VBC 89.970 enDocument24 pagesWHO VBC 89.970 en'ucha' SikumbangNo ratings yet
- Bearing Mounting - SKF Drive Up MethodDocument5 pagesBearing Mounting - SKF Drive Up Methodkuruvillaj2217No ratings yet
- Single Stage Inline Fire Pumps: Fairbanks NijhuisDocument4 pagesSingle Stage Inline Fire Pumps: Fairbanks NijhuisDiego MorenoNo ratings yet
- KD6114 KD6114Z: Wuxi Kipor Power Co., LTDDocument2 pagesKD6114 KD6114Z: Wuxi Kipor Power Co., LTDConstantinBogdanNo ratings yet
- BA180E D328 Diesel Driven - Data Sheet BA180E D328 - enDocument6 pagesBA180E D328 Diesel Driven - Data Sheet BA180E D328 - enJuan Jose MagañaNo ratings yet
- Specification Sheet: Split System Air ConditionerDocument6 pagesSpecification Sheet: Split System Air ConditionerByronNo ratings yet
- Norsok U-Cr-005 Subsea Production Control SystemsDocument25 pagesNorsok U-Cr-005 Subsea Production Control SystemscristianoclemNo ratings yet
- Goulds Pumps O & MDocument52 pagesGoulds Pumps O & Msatishbabuyadav100% (1)
- 3239F600T Parts ListDocument7 pages3239F600T Parts ListLIONN ONESOLUTIONNo ratings yet
- EX160LCDocument9 pagesEX160LCAndres CaviedesNo ratings yet
- Fresenius 2008 Hemodialysis System - Calibration ProceduresDocument84 pagesFresenius 2008 Hemodialysis System - Calibration ProceduresALEXANDRE SANTOSNo ratings yet
- Inverter Compressor Technology For Refrigerator (Reciprocating) PDFDocument7 pagesInverter Compressor Technology For Refrigerator (Reciprocating) PDFel_george0079491No ratings yet
- Subject: "Old" Service Bulletin IndexDocument11 pagesSubject: "Old" Service Bulletin IndexjussmeeeNo ratings yet
- C1250 D2R Partes (Ing)Document68 pagesC1250 D2R Partes (Ing)Marcelo QuispeNo ratings yet
- Dynamic Absolute Kinematic ViSCOSITYDocument11 pagesDynamic Absolute Kinematic ViSCOSITYzfrlNo ratings yet
- MN081Document7 pagesMN081TimmyJuriNo ratings yet
- 385 DDHF Centrifugal Pumps 1Document2 pages385 DDHF Centrifugal Pumps 1Staman1988No ratings yet
- Ash Handling System Operetaion and Maintenance InstructionDocument162 pagesAsh Handling System Operetaion and Maintenance InstructionHari PrasadNo ratings yet
- Lit gx200 DataDocument4 pagesLit gx200 DataPatrick BrilhanteNo ratings yet
- Steam Turbine Fast Cooling Down of The Turbine OperationDocument1 pageSteam Turbine Fast Cooling Down of The Turbine Operationparthibanemails5779No ratings yet
- BMP High Pressure Piston PumpsDocument24 pagesBMP High Pressure Piston PumpsJayakrishnan RadhakrishnanNo ratings yet
- Mekflu Lect4A Basic Pump and PumpingDocument42 pagesMekflu Lect4A Basic Pump and Pumpingbima0407No ratings yet