You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Absorption ColumnsDocument55 pagesAbsorption ColumnsAudrey Patrick KallaNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- 5 StereoisomersDocument37 pages5 StereoisomersAudrey Patrick KallaNo ratings yet
- Safety and Security Emergency Plan For EVENTDocument11 pagesSafety and Security Emergency Plan For EVENTAudrey Patrick KallaNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Chapter 1 - Process DiagramsDocument36 pagesChapter 1 - Process Diagramsmrajim93No ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Fishbone AnalysisDocument4 pagesFishbone Analysis680105No ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- AbsorptionStripping PDFDocument25 pagesAbsorptionStripping PDFJuan Camilo HenaoNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Ads or PtionDocument141 pagesAds or PtionAudrey Patrick KallaNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Metallurgical Extractions - SL - LLDocument37 pagesMetallurgical Extractions - SL - LLRoger RumbuNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Ads or PtionDocument141 pagesAds or PtionAudrey Patrick KallaNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Ammonia StorageDocument6 pagesAmmonia Storagemsathishkm3911No ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- EiaDocument16 pagesEiaAudrey Patrick KallaNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Transport PhenomenaDocument82 pagesTransport PhenomenaAudrey Patrick KallaNo ratings yet
- Chemical Process DesignDocument93 pagesChemical Process DesignAudrey Patrick Kalla50% (2)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
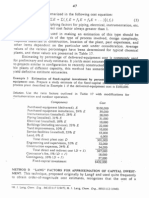
- .Cost EstimationDocument15 pages.Cost EstimationAudrey Patrick KallaNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Rate of ReturnDocument10 pagesRate of ReturnAudrey Patrick KallaNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Unit Operations and Processes in Environmental EngineeringDocument815 pagesUnit Operations and Processes in Environmental EngineeringAudrey Patrick Kalla89% (28)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Cap CostDocument10 pagesCap CostAudrey Patrick KallaNo ratings yet
- Eng Econ SlidesDocument34 pagesEng Econ Slidesاحمد عمر حديدNo ratings yet
- Chapter 10 - QDocument32 pagesChapter 10 - Qmohammedakbar88No ratings yet
- Paint Production Process DiagramDocument4 pagesPaint Production Process DiagramQasim SarwarNo ratings yet
- Design of Heat ExchangersDocument20 pagesDesign of Heat ExchangersSudhir JadhavNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Estimating The Fixed (FCI) and Total Capital Investments (TCI)Document3 pagesEstimating The Fixed (FCI) and Total Capital Investments (TCI)Tony StarkNo ratings yet
- Opeating CostDocument0 pagesOpeating CostAudrey Patrick KallaNo ratings yet
- Heat ExchangerDocument16 pagesHeat ExchangerAudrey Patrick KallaNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- E2 PracticeSolution - Magnetic FieldDocument5 pagesE2 PracticeSolution - Magnetic FieldAudrey Patrick KallaNo ratings yet
- B.tech Project - cpd2014Document85 pagesB.tech Project - cpd2014Audrey Patrick KallaNo ratings yet
- Ch27.magnetic FieldDocument29 pagesCh27.magnetic FieldAudrey Patrick KallaNo ratings yet
- C Section 2 Facility Description - cpd2014Document6 pagesC Section 2 Facility Description - cpd2014Audrey Patrick KallaNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- User Manual APC 250 450 English REV03Document16 pagesUser Manual APC 250 450 English REV03makroNo ratings yet
- EEI CorporationDocument4 pagesEEI CorporationHJTANNo ratings yet
- Cigre Canada 2009 Sca2 - v2Document14 pagesCigre Canada 2009 Sca2 - v2btd2011No ratings yet
- KL150 Detailed SpecsDocument3 pagesKL150 Detailed Specsben100% (1)
- Holiday Pcwi Dc30 15indDocument18 pagesHoliday Pcwi Dc30 15indjulio cesar medinaNo ratings yet
- 98a2 EDC Toronto Green Industries Directory Edition 1 - 19 Jun 19Document19 pages98a2 EDC Toronto Green Industries Directory Edition 1 - 19 Jun 19Danish ShaikhNo ratings yet
- Panel Specifications: Manual Electric Flame Front Generator: CoronaDocument1 pagePanel Specifications: Manual Electric Flame Front Generator: CoronaOscarNo ratings yet
- Pipe Bending Machine ManufacturerDocument13 pagesPipe Bending Machine ManufacturerS.N. ENTERPRISES PIPE BENDING100% (1)
- PT. Harindo Prima Kreasi: Formal Corporate OfferDocument1 pagePT. Harindo Prima Kreasi: Formal Corporate OfferSatish Babu NutakkiNo ratings yet
- Preparing For The FutureDocument5 pagesPreparing For The FutureRaghu RamanNo ratings yet
- CILDocument31 pagesCILHemant GaurkarNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 2-A-GNLW363CD Standard Decanter CentrifugeDocument6 pages2-A-GNLW363CD Standard Decanter CentrifugeGeorgeNo ratings yet
- Sahil Peerzada Triggers Business Venture in CyprusDocument2 pagesSahil Peerzada Triggers Business Venture in CyprusGabrielMorreNo ratings yet
- 2019copyoftips Taps VendorsDocument520 pages2019copyoftips Taps VendorsKiran K Ashok0% (1)
- The ABCs of Geothermal SystemsDocument3 pagesThe ABCs of Geothermal SystemsRon MacKinnonNo ratings yet
- Ventilation of Transformer RoomDocument4 pagesVentilation of Transformer Roomsauro100% (1)
- 30 Advanced English Verbs: Vocabulary & Pronunciation Lesson & QuizDocument4 pages30 Advanced English Verbs: Vocabulary & Pronunciation Lesson & QuizHamza AfzalNo ratings yet
- Hikon Group of CompaniesDocument4 pagesHikon Group of CompaniesNikhil NarayananNo ratings yet
- Sail BOKARODocument9 pagesSail BOKAROanushkaNo ratings yet
- Nikita Green BankingDocument51 pagesNikita Green BankingAbdul Rasheed100% (1)
- IDT Clothing Pvt. Ltd. Garment Factory-Pagaon (Bhivandi)Document28 pagesIDT Clothing Pvt. Ltd. Garment Factory-Pagaon (Bhivandi)Bina AdhikariNo ratings yet
- Generator MaintenanceDocument24 pagesGenerator MaintenancePablo Gaspar D'Agostini Amengual100% (9)
- UPQCDocument12 pagesUPQCG Vignesh GvsNo ratings yet
- Practical Guide EnMS Implementation PDFDocument78 pagesPractical Guide EnMS Implementation PDFvidya_artiNo ratings yet
- Proposal On Role of Micro Hydro-Power Development in NepalDocument34 pagesProposal On Role of Micro Hydro-Power Development in NepalAakar ArrjyalNo ratings yet
- Agra SCPDocument92 pagesAgra SCPAnimesh AhaskarNo ratings yet
- GearboxDocument5 pagesGearboxakshaybj4396100% (1)
- Tesla Dissertation ThesisDocument47 pagesTesla Dissertation ThesisKingGeorgeVIINo ratings yet
- ChotukoolDocument19 pagesChotukoolYash AgarwalNo ratings yet
- Secrets of the Millionaire Mind: Mastering the Inner Game of WealthFrom EverandSecrets of the Millionaire Mind: Mastering the Inner Game of WealthRating: 4.5 out of 5 stars4.5/5 (197)
- The Game: Penetrating the Secret Society of Pickup ArtistsFrom EverandThe Game: Penetrating the Secret Society of Pickup ArtistsRating: 4 out of 5 stars4/5 (131)
- Proof of Heaven: A Neurosurgeon's Journey into the AfterlifeFrom EverandProof of Heaven: A Neurosurgeon's Journey into the AfterlifeRating: 3.5 out of 5 stars3.5/5 (165)