You might also like
- Report On Cement MillDocument9 pagesReport On Cement MillYounas Khan100% (1)
- Process Train Ball MillDocument28 pagesProcess Train Ball MillvvijaybhanNo ratings yet
- Process Guidelines for Cement Production OptimizationDocument20 pagesProcess Guidelines for Cement Production OptimizationMKPashaPasha100% (4)
- Cement Separator & Ball Mill OptimizationDocument29 pagesCement Separator & Ball Mill OptimizationAdelezzat OmranNo ratings yet
- Annual Audit of CM 1Document26 pagesAnnual Audit of CM 1Tamer Fathy100% (1)
- Mill Testing Optimisation and TargetingDocument134 pagesMill Testing Optimisation and TargetingArtemMirra90% (10)
- Pyro ProcessingDocument29 pagesPyro ProcessingMKPashaPasha100% (2)
- Separation SBDocument50 pagesSeparation SBSuchismita Bhattacharya Bhaumik100% (4)
- CM 2 Filling DegreeDocument9 pagesCM 2 Filling DegreeElwathig BakhietNo ratings yet
- O-Sepa 750 enDocument29 pagesO-Sepa 750 enEmanuel Widodo50% (2)
- Foundation For Roller PressDocument3 pagesFoundation For Roller PressRollerJonny0% (1)
- 081 - TSP HUA400 20080305 Kiln Audit Dec07Document30 pages081 - TSP HUA400 20080305 Kiln Audit Dec07mkpq100% (2)
- Energy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case StudyDocument12 pagesEnergy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case Study1977julNo ratings yet
- VRM Heat and Mass BalanceDocument1 pageVRM Heat and Mass BalanceRajeshRockNo ratings yet
- GRINDINGDocument45 pagesGRINDINGTOULASSI-ANANI Yves Lolo100% (3)
- Optimization of Vertical roller Mill (VRM) TemperatureDocument2 pagesOptimization of Vertical roller Mill (VRM) TemperatureVijay BhanNo ratings yet
- What Is A Process ControlDocument17 pagesWhat Is A Process ControlpashaNo ratings yet
- Cement Mill: History Materials Ground Temperature Control Ball MillsDocument5 pagesCement Mill: History Materials Ground Temperature Control Ball MillsAli HadiNo ratings yet
- Clinker Cooler OperationDocument5 pagesClinker Cooler OperationJCSNo ratings yet
- QUESTIONNAIRE FOR PYROPROCESSING MODIFICATION COMPANYDocument8 pagesQUESTIONNAIRE FOR PYROPROCESSING MODIFICATION COMPANYVijay BhanNo ratings yet
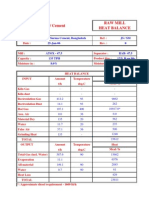
- Raw Mill Heat BalanceDocument1 pageRaw Mill Heat BalanceElwathig Bakhiet100% (1)
- 117 - DWP Difficult Solid Fuel Burning 191207 - RDB&YJBDocument10 pages117 - DWP Difficult Solid Fuel Burning 191207 - RDB&YJBmkpqNo ratings yet
- 3500TPD Cement Plant Heat BalanceDocument2 pages3500TPD Cement Plant Heat BalanceIrshad HussainNo ratings yet
- Factors Influencing The Grinding EfficiencyDocument27 pagesFactors Influencing The Grinding Efficiencynoelbaba71100% (1)
- 031 Introduction Cement Grinding With Ball Mill SystemsDocument4 pages031 Introduction Cement Grinding With Ball Mill SystemsCesar Orlando Guarniz JustinianoNo ratings yet
- B Level Audit For Ball MillDocument27 pagesB Level Audit For Ball MillTin Nguyen100% (1)
- Alk-SO3-Cl Balance - v2.1Document4 pagesAlk-SO3-Cl Balance - v2.1shani5573100% (4)
- Cement Mill Control PDFDocument30 pagesCement Mill Control PDFJackson Vu100% (2)
- Course 3 - Clinker Production: 3.4 CalcinerDocument28 pagesCourse 3 - Clinker Production: 3.4 CalcinerAndreea Ștefura100% (1)
- R A R F U: % Passing Size, M Feed Coarse FinesDocument3 pagesR A R F U: % Passing Size, M Feed Coarse FinesAli HüthütNo ratings yet
- Burning and Nodulization Process of Clinker in The Rotary Kiln As Viewed From The Fine Textures of The Constituent MineralsDocument6 pagesBurning and Nodulization Process of Clinker in The Rotary Kiln As Viewed From The Fine Textures of The Constituent MineralsAnonymous NxpnI6jCNo ratings yet
- Blaine Vs ResiduesDocument3 pagesBlaine Vs ResiduesVisnu Sankar100% (2)
- Grinding Media ConsumptionDocument9 pagesGrinding Media ConsumptionMuhammadNo ratings yet
- 1,2,6a - Flames and Gas FiringDocument29 pages1,2,6a - Flames and Gas FiringMohamed SaadNo ratings yet
- MPS Vertical Roller Mills for Slag GrindingDocument4 pagesMPS Vertical Roller Mills for Slag Grindinglijosh_rexy1983No ratings yet
- Ball Mill Testingjune99Document29 pagesBall Mill Testingjune99Shakil Ahmad83% (6)
- Empty Mill & High Mill KWDocument2 pagesEmpty Mill & High Mill KWjagrut100% (2)
- Audit Reveals Optimization Opportunities for Cement Ball Mill SystemDocument19 pagesAudit Reveals Optimization Opportunities for Cement Ball Mill SystemVijay Bhan100% (2)
- Increasing cement grinding capacity with vertical roller mill technologyDocument7 pagesIncreasing cement grinding capacity with vertical roller mill technologymahreza189100% (2)
- Mod 6Document49 pagesMod 6mkpq100% (1)
- Finish Grinding by Roller PressDocument3 pagesFinish Grinding by Roller PressManish Verma100% (3)
- Flame For Cement Kilns KP Pradeep KumarDocument62 pagesFlame For Cement Kilns KP Pradeep KumarHuyentrang Nguyen100% (1)
- Nozzle Ring Area of Raw MillDocument6 pagesNozzle Ring Area of Raw MillThaigroup CementNo ratings yet
- Cement Grinding Vertical Roller Mills Versus Ball Mills 1654248086Document17 pagesCement Grinding Vertical Roller Mills Versus Ball Mills 1654248086Salah Romdani100% (1)
- Kiln Cooler Heat Mass BalanceDocument84 pagesKiln Cooler Heat Mass BalancePrabhakar Reddy PeramNo ratings yet
- The Effects of Oxygen Enrichment On ClinkerDocument9 pagesThe Effects of Oxygen Enrichment On ClinkerNael100% (1)
- 3 - Ball Mill GrindingDocument78 pages3 - Ball Mill GrindingMega Purnama Zainal91% (11)
- Heat Balance DiagramDocument29 pagesHeat Balance Diagramsanju_cgh100% (2)
- Cement Ball-Mill-Heat-BalanceDocument3 pagesCement Ball-Mill-Heat-Balanceanurag soni100% (1)
- Clinker. Kiln Design and ProcesDocument7 pagesClinker. Kiln Design and Procesrrvc25100% (1)
- Operation of Tube MillsDocument26 pagesOperation of Tube Millshamedmustafa093No ratings yet
- Vertical Roller Mill Process DetailsDocument49 pagesVertical Roller Mill Process Detailsrecai100% (3)
- Vertical Roller Mill Operation and OptimizationDocument49 pagesVertical Roller Mill Operation and OptimizationMKPashaPasha100% (4)
- Vertical Roller Mill System and CircuitDocument58 pagesVertical Roller Mill System and CircuitFasil Ayele60% (5)
- Ball Mill OptimizationDocument7 pagesBall Mill OptimizationWael Fanous100% (1)
- YARN MANUFACTURING STEPSDocument62 pagesYARN MANUFACTURING STEPSPranav Sharma100% (2)
- Fibre Manufacture Process and Cotton Types UsedDocument61 pagesFibre Manufacture Process and Cotton Types UsedPranav SharmaNo ratings yet
- 04 MillingDocument21 pages04 MillingMKPashaPasha100% (1)
- Ketapang Coal Fired Power Plant Ash Handling Operation ManualDocument24 pagesKetapang Coal Fired Power Plant Ash Handling Operation ManualKulata IrminaNo ratings yet
- 5S Thoughts - AllDocument12 pages5S Thoughts - Allssk3712No ratings yet
- EspDocument14 pagesEspssk3712No ratings yet
- iMMR-Intelligent-Motor-Manangement-Relay_CatalogueDocument12 pagesiMMR-Intelligent-Motor-Manangement-Relay_Cataloguessk3712No ratings yet
- Dinesh ResumeDocument2 pagesDinesh Resumessk3712No ratings yet
- Certified Energy Auditor™ Instructions & Application HandbookDocument26 pagesCertified Energy Auditor™ Instructions & Application Handbookssk3712No ratings yet
- Setting Calculation for IDMT RelaysDocument2 pagesSetting Calculation for IDMT Relaysrefaate100% (2)
- AE Selection List 2017Document22 pagesAE Selection List 2017ssk3712No ratings yet
- AE Selection List 2017Document22 pagesAE Selection List 2017ssk3712No ratings yet
- ISP Relay Setting Calculation and Charts-LBDS9 - 15.08.11Document37 pagesISP Relay Setting Calculation and Charts-LBDS9 - 15.08.11Madhu Krishna100% (7)
- El AminDevice CoordinationDocument53 pagesEl AminDevice Coordinationrajinipre-1100% (1)
- Setting Calculation for IDMT RelaysDocument2 pagesSetting Calculation for IDMT Relaysrefaate100% (2)
- HVDCDocument7 pagesHVDCssk3712No ratings yet
- 7.kkchakarvarti BeeDocument51 pages7.kkchakarvarti Beessk37120% (1)
- PranayamDocument5 pagesPranayamSoni Mishra TiwariNo ratings yet
- 142electricalinterviewquestionsandanswerspdf 150402211059 Conversion Gate01Document50 pages142electricalinterviewquestionsandanswerspdf 150402211059 Conversion Gate01Humaid ShaikhNo ratings yet
- EO/AO Application FormDocument3 pagesEO/AO Application Formssk3712No ratings yet
- High Voltage EngineeringDocument8 pagesHigh Voltage Engineeringssk3712No ratings yet
- HVDC & FactsDocument8 pagesHVDC & Factsssk3712No ratings yet
- Gojan Educational InstitutionsDocument1 pageGojan Educational Institutionsssk3712No ratings yet
- Compiler Design (2170701) : Epartment of Omputer NgineeringDocument3 pagesCompiler Design (2170701) : Epartment of Omputer NgineeringRancho ChauhanNo ratings yet
- Hydraulic Cylinder Joints: Understanding Loads and DesignDocument16 pagesHydraulic Cylinder Joints: Understanding Loads and DesignVinaySeebaNo ratings yet
- Tst170 03 RUP Testing DisciplineDocument26 pagesTst170 03 RUP Testing DisciplineMARYMP88No ratings yet
- Anderson PDFDocument7 pagesAnderson PDFChristian MavarezNo ratings yet
- 431510nt PDFDocument14 pages431510nt PDFkbryantperez2012No ratings yet
- Ideal Institute of Engineering: Industrial RoboticsDocument10 pagesIdeal Institute of Engineering: Industrial RoboticsSoumik DasNo ratings yet
- UDI Productcatalogue 2015Document4 pagesUDI Productcatalogue 2015Ryan TayNo ratings yet
- The Netherlands: Vehicle Technology DivisionDocument24 pagesThe Netherlands: Vehicle Technology DivisionВасилий ТретьяковNo ratings yet
- Common Wealth Games Medal ChartDocument9 pagesCommon Wealth Games Medal ChartSanyaNo ratings yet
- Pakistan HandicraftsDocument19 pagesPakistan HandicraftsabdullahkhalilgNo ratings yet
- mp4 Manual PDFDocument162 pagesmp4 Manual PDFStella AntoniouNo ratings yet
- Supor Operation Manual Dcy2 (1) .781.suporssv1.1b E - 131207Document163 pagesSupor Operation Manual Dcy2 (1) .781.suporssv1.1b E - 131207Victor Sandoval50% (2)
- InventionsDocument7 pagesInventionsapi-340148167100% (1)
- Solid Waste ManagementDocument4 pagesSolid Waste ManagementAshish DeotaleNo ratings yet
- Chapter 5: Solid Waste ManagementDocument40 pagesChapter 5: Solid Waste ManagementRehan IbrahimNo ratings yet
- Database ScriptsDocument111 pagesDatabase ScriptsVikas GaurNo ratings yet
- Anshul BhelDocument96 pagesAnshul BhelMessieurs Avinash PurohitNo ratings yet
- Ligaya NG Buhay EnsembleDocument2 pagesLigaya NG Buhay EnsembleFrinzess VelascoNo ratings yet
- OSCA Individual AssignmentDocument33 pagesOSCA Individual AssignmentVincent LimNo ratings yet
- Timeouts PT8.5xDocument21 pagesTimeouts PT8.5xJack WangNo ratings yet
- API 620 Vs API 650 Steel Oil Storage TanksDocument2 pagesAPI 620 Vs API 650 Steel Oil Storage TanksBogdan ChivulescuNo ratings yet
- Calculation Framework GuideDocument126 pagesCalculation Framework GuidedeeptiakkaNo ratings yet
- Auto Parts Manufacturing in China: Ibisworld Industry ReportDocument33 pagesAuto Parts Manufacturing in China: Ibisworld Industry ReportSaira BanuNo ratings yet
- Free English Goals Worksheet Speak English With Vanessa PDFDocument4 pagesFree English Goals Worksheet Speak English With Vanessa PDFpluviophile100% (3)
- Industry 4.0 CourseDocument49 pagesIndustry 4.0 CourseThiruvengadam CNo ratings yet
- Petrobras FPSO Carioca MV30: Inspection and Test Plan (Pump & Package) For PBA-1135 A/BDocument11 pagesPetrobras FPSO Carioca MV30: Inspection and Test Plan (Pump & Package) For PBA-1135 A/BAliasgar100% (1)
- Module 7: Resolving Network Connectivity IssuesDocument54 pagesModule 7: Resolving Network Connectivity IssuesJosé MarquesNo ratings yet
- Samsung ML-1710 Recarga PDFDocument6 pagesSamsung ML-1710 Recarga PDFarkittoNo ratings yet
- Terra Point White PaperDocument10 pagesTerra Point White Paperobi SalamNo ratings yet
- Memory Performance Guidelines For Dell PowerEdge 12thDocument47 pagesMemory Performance Guidelines For Dell PowerEdge 12thHuỳnh Hữu ToànNo ratings yet