You might also like
- Japanese KAIZEN/CI Terminology.: GlossaryDocument6 pagesJapanese KAIZEN/CI Terminology.: GlossaryNaga ChaitanyaNo ratings yet
- Worker-Machine Relationship ChartDocument9 pagesWorker-Machine Relationship ChartRegina Jazzmin QuesadaNo ratings yet
- Takt Time: A Guide to the Very Basic Lean CalculationFrom EverandTakt Time: A Guide to the Very Basic Lean CalculationRating: 5 out of 5 stars5/5 (2)
- ESM 425 Lab Wk1 Units WatershedsDocument5 pagesESM 425 Lab Wk1 Units WatershedsOcto ChowNo ratings yet
- Takt Time - Understanding the Core Principle of Lean Manufacturing: Toyota Production System ConceptsFrom EverandTakt Time - Understanding the Core Principle of Lean Manufacturing: Toyota Production System ConceptsRating: 5 out of 5 stars5/5 (1)
- Standardized WorkDocument17 pagesStandardized WorkChristienne Simone De JesusNo ratings yet
- Charts Used in Method StudyDocument13 pagesCharts Used in Method StudyAnonymous 3rajW3TK9No ratings yet
- Basic Kaizen ToolsDocument14 pagesBasic Kaizen ToolsDaffa HanifNo ratings yet
- Lecture-5 Single Machine Scheduling 29aug22Document27 pagesLecture-5 Single Machine Scheduling 29aug22motted groupNo ratings yet
- Flow Unit Lot Size Labour ContentDocument7 pagesFlow Unit Lot Size Labour ContentDeepNo ratings yet
- Principles of Robot Autonomy I: Open-Loop Motion Control and Differential FlatnessDocument25 pagesPrinciples of Robot Autonomy I: Open-Loop Motion Control and Differential FlatnessratjerryNo ratings yet
- Adobe Scan 04 Sep 2023Document13 pagesAdobe Scan 04 Sep 2023Devendra ChaudhariNo ratings yet
- Writing A Process DescriptionDocument10 pagesWriting A Process DescriptionAmir SuhailiNo ratings yet
- AbapDocument2 pagesAbapayeesha409610No ratings yet
- محاضرة ادارة رقم 6Document8 pagesمحاضرة ادارة رقم 6Mortada AlsweedyNo ratings yet
- IEDocument103 pagesIEmchiranthan3No ratings yet
- FHcom Kaizen FormsDocument14 pagesFHcom Kaizen FormsMudasir AwanNo ratings yet
- Fdocuments - in - Recording Techniques Used in Method StudyDocument49 pagesFdocuments - in - Recording Techniques Used in Method StudyManash DeyNo ratings yet
- Industrial Engineering Laboratory ManualDocument27 pagesIndustrial Engineering Laboratory ManualsatishNo ratings yet
- Project CrashingDocument24 pagesProject CrashingVINITHA100% (1)
- Wa0026Document49 pagesWa0026getbibinonline98No ratings yet
- Key Concepts of Supply Chain ManagementDocument28 pagesKey Concepts of Supply Chain ManagementMASROOR ALI SOOMRONo ratings yet
- Act CRDocument14 pagesAct CRomr7No ratings yet
- WSE Unit 3 Diagrams-ChartsDocument48 pagesWSE Unit 3 Diagrams-ChartsVishal MeenaNo ratings yet
- A Ga-Sa Multiobjective Hybrid Search Algorithm For Integrating Lot Sizing and Sequencing in Flow-Line SchedulingDocument12 pagesA Ga-Sa Multiobjective Hybrid Search Algorithm For Integrating Lot Sizing and Sequencing in Flow-Line SchedulingASHWEENA A/P SUNDARNo ratings yet
- Deterministic Performance EstimationDocument36 pagesDeterministic Performance EstimationErwdukNo ratings yet
- Formulas for closed-book OPRE 6302 ExamsDocument4 pagesFormulas for closed-book OPRE 6302 ExamsRj KumarNo ratings yet
- CIRP Annals - Manufacturing Technology: E. Budak (1), E. OzturkDocument4 pagesCIRP Annals - Manufacturing Technology: E. Budak (1), E. Ozturkkuba DefaruNo ratings yet
- GM RSPMatch Summary ToolDocument5 pagesGM RSPMatch Summary Toolafsajghfd1No ratings yet
- ASM-Chapter 3 With NotesDocument15 pagesASM-Chapter 3 With NotessmritiNo ratings yet
- Fundamentos Del Flujo Del ProcesoDocument46 pagesFundamentos Del Flujo Del Procesotlatuani1000No ratings yet
- Kaizen ToolsDocument11 pagesKaizen Toolssinghpune19100% (1)
- Capacity Planning The First Encounter With The Bottleneck The Achilles' Heel in The Business ProcessesDocument22 pagesCapacity Planning The First Encounter With The Bottleneck The Achilles' Heel in The Business Processesglen_beckNo ratings yet
- SPE 161767 MS Arps TheoryDocument35 pagesSPE 161767 MS Arps TheoryelmacanonprietoNo ratings yet
- Input Rate (Unit/hr) Throughput Rate Output Rate (Unit/hr) Min (Demand, Capacity)Document3 pagesInput Rate (Unit/hr) Throughput Rate Output Rate (Unit/hr) Min (Demand, Capacity)Tanvi S PurohitNo ratings yet
- Cargo Door: Like An Airlock Door, Only Much Larger. (CostDocument1 pageCargo Door: Like An Airlock Door, Only Much Larger. (CostJP SandersNo ratings yet
- Resource Loading Calculation in Primavera P6Document3 pagesResource Loading Calculation in Primavera P6shahidbolarNo ratings yet
- Lean Terminology: © 2007 Karen Martin & Mike OsterlingDocument10 pagesLean Terminology: © 2007 Karen Martin & Mike OsterlingmiltonhribeiroNo ratings yet
- Thrashing, Paging, Swap FileDocument20 pagesThrashing, Paging, Swap FileKhaira Al HafiNo ratings yet
- Linux - Notes by Jitendra SirDocument125 pagesLinux - Notes by Jitendra SirgoyaltarunNo ratings yet
- Process Analysis Framework for Understanding OperationsDocument3 pagesProcess Analysis Framework for Understanding OperationsAisha Almazrouee92No ratings yet
- Technical English 2 CBDocument128 pagesTechnical English 2 CBBulls VaiNo ratings yet
- 2011-IJNOAE Time-domain Hybrid Method for Simulating Large Amplitude Motions of Ships Advancing in WavesDocument8 pages2011-IJNOAE Time-domain Hybrid Method for Simulating Large Amplitude Motions of Ships Advancing in WavesFrank LiouNo ratings yet
- OrcaFlex Training in DelhiDocument7 pagesOrcaFlex Training in DelhiSruti SmritiNo ratings yet
- Hydrogeology Homework HelpDocument4 pagesHydrogeology Homework Helpg3re2c7y100% (1)
- Real Life Application of DerivativesDocument11 pagesReal Life Application of DerivativesIsmail Hossain NahinNo ratings yet
- Design of Operations Services P2 VEDocument27 pagesDesign of Operations Services P2 VEAbdelhak OuanzouguiNo ratings yet
- Recursive and Iterative AlgorithmsDocument17 pagesRecursive and Iterative AlgorithmsShahzad AshrafNo ratings yet
- 20 Produccion MetricsDocument12 pages20 Produccion MetricsCristopher Jimenez JaramilloNo ratings yet
- Lean ToolboxDocument204 pagesLean ToolboxLukaszNo ratings yet
- "Transportation Engineering" Is The Application of Principles of Engineering, PlanningDocument17 pages"Transportation Engineering" Is The Application of Principles of Engineering, PlanningJoshua TesoroNo ratings yet
- DSA Using Java Quick GuideDocument62 pagesDSA Using Java Quick GuideSacet 2003No ratings yet
- Short Keys and Formulas of ExcelDocument40 pagesShort Keys and Formulas of ExcelSattar CANo ratings yet
- Pragmatic Manufacturing ApproachesDocument20 pagesPragmatic Manufacturing ApproachescoffeegodNo ratings yet
- OM-1-QuizDocument4 pagesOM-1-Quizadishourie.909No ratings yet
- BarcodeDocument6 pagesBarcodeJang PurkonNo ratings yet
- Bennett Packaging Box Styles ReferenceDocument12 pagesBennett Packaging Box Styles ReferenceFajar SyahrezaNo ratings yet
- Bennett Packaging New Acount Data SheetDocument1 pageBennett Packaging New Acount Data SheetJang PurkonNo ratings yet
- Bennett Packaging Box Styles ReferenceDocument12 pagesBennett Packaging Box Styles ReferenceFajar SyahrezaNo ratings yet
- Italian WWII fighter plane specifications 1941Document2 pagesItalian WWII fighter plane specifications 1941Jang PurkonNo ratings yet
- BarcodeDocument6 pagesBarcodeJang PurkonNo ratings yet
- QFD-based fuzzy MCDM approach for supplier selectionDocument12 pagesQFD-based fuzzy MCDM approach for supplier selectionIman MashayekhNo ratings yet
- Entrepreneur WorkbookDocument5 pagesEntrepreneur WorkbookShendy AcostaNo ratings yet
- Solving business inventory problems with computer systemsDocument2 pagesSolving business inventory problems with computer systemsAbdulhamid HalawaNo ratings yet
- CH 01 (Day 01) PDFDocument7 pagesCH 01 (Day 01) PDFAnonymous yL88JjNo ratings yet
- Cash Receipts JournalDocument2 pagesCash Receipts JournalNabila AyuningtiasNo ratings yet
- Step 3: Incident CategorizationDocument2 pagesStep 3: Incident CategorizationMaheedhar HmpNo ratings yet
- Chapter Summary: Ministry of Education Hoa Sen University Falcuty of MarketingDocument8 pagesChapter Summary: Ministry of Education Hoa Sen University Falcuty of MarketingVy Dương ThảoNo ratings yet
- Total Quality Management: Operations Management R. Dan Reid & Nada R. SandersDocument33 pagesTotal Quality Management: Operations Management R. Dan Reid & Nada R. Sandersmanaswini_routray5012No ratings yet
- Activity - Based - Costing Case SolutionDocument5 pagesActivity - Based - Costing Case SolutionRienk HeegsmaNo ratings yet
- Corporate & Divisional PlanningDocument5 pagesCorporate & Divisional PlanningkajalNo ratings yet
- Case study questions distribution and student assignmentsDocument2 pagesCase study questions distribution and student assignmentsTomi -No ratings yet
- Lecture 7 - Identify Risks: Project Risk Management Ms (PM)Document50 pagesLecture 7 - Identify Risks: Project Risk Management Ms (PM)javeria zahidNo ratings yet
- Cost Profit Volume AnalysisDocument28 pagesCost Profit Volume AnalysisClarice LangitNo ratings yet
- Job Description: Position Location of The Position Roles & ResponsibilitiesDocument2 pagesJob Description: Position Location of The Position Roles & ResponsibilitiesBikramdevPadhiNo ratings yet
- Accountant General Roles in SDLCDocument1 pageAccountant General Roles in SDLCAfaf Naily100% (1)
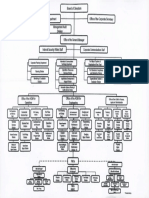
- PPA Organizational ChartDocument1 pagePPA Organizational ChartJohn Wendell Fontanilla FerrerNo ratings yet
- 2494-Article Text-7214-1-10-20230228Document14 pages2494-Article Text-7214-1-10-20230228ImWatch YouNo ratings yet
- Agile Software Engineering Leader in Washington DC Resume Shabbir HussainDocument2 pagesAgile Software Engineering Leader in Washington DC Resume Shabbir HussainShabbir HussainNo ratings yet
- 3 EdiDocument18 pages3 Ediritesh85No ratings yet
- Production SystemsDocument24 pagesProduction SystemsAsad KhanNo ratings yet
- EHP3 - Reporting FinancialsDocument12 pagesEHP3 - Reporting FinancialsRamana ParuchuriNo ratings yet
- Chapter 7 Entry Strategies and Organizational StructuresDocument36 pagesChapter 7 Entry Strategies and Organizational StructuresAMAL WAHYU FATIHAH BINTI ABDUL RAHMAN BB20110906No ratings yet
- Maynor Devonte Final ATSDocument3 pagesMaynor Devonte Final ATSaminatjenius71No ratings yet
- Supply Chain ManagementDocument13 pagesSupply Chain Managementvimal100% (1)
- NOSS 2013-Mech Draught Svcs Mgt-L5 MC-080-5 2013Document252 pagesNOSS 2013-Mech Draught Svcs Mgt-L5 MC-080-5 2013zairulNo ratings yet
- Axel Maclean Marketing Analyst ResumeDocument1 pageAxel Maclean Marketing Analyst ResumeeminesindNo ratings yet
- Dynata Panel Partnership ProgramDocument2 pagesDynata Panel Partnership Programkamalapati tiwariNo ratings yet
- MATCHING DEMAND AND SUPPLYDocument9 pagesMATCHING DEMAND AND SUPPLYnaggappanr14No ratings yet
- Causal Analysis and Resolution ProcedureDocument4 pagesCausal Analysis and Resolution ProcedureLuk OystNo ratings yet
- Cost Accounting Assignment 2Document4 pagesCost Accounting Assignment 2leeroy mekiNo ratings yet
- The Coaching Habit: Say Less, Ask More & Change the Way You Lead ForeverFrom EverandThe Coaching Habit: Say Less, Ask More & Change the Way You Lead ForeverRating: 4.5 out of 5 stars4.5/5 (186)
- Brain Rules (Updated and Expanded): 12 Principles for Surviving and Thriving at Work, Home, and SchoolFrom EverandBrain Rules (Updated and Expanded): 12 Principles for Surviving and Thriving at Work, Home, and SchoolRating: 4 out of 5 stars4/5 (702)
- The 7 Habits of Highly Effective PeopleFrom EverandThe 7 Habits of Highly Effective PeopleRating: 4 out of 5 stars4/5 (2564)
- The Millionaire Fastlane: Crack the Code to Wealth and Live Rich for a LifetimeFrom EverandThe Millionaire Fastlane: Crack the Code to Wealth and Live Rich for a LifetimeRating: 4 out of 5 stars4/5 (1)
- TED Talks: The Official TED Guide to Public SpeakingFrom EverandTED Talks: The Official TED Guide to Public SpeakingRating: 4.5 out of 5 stars4.5/5 (210)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- The First Minute: How to start conversations that get resultsFrom EverandThe First Minute: How to start conversations that get resultsRating: 4.5 out of 5 stars4.5/5 (55)
- Summary: The 5AM Club: Own Your Morning. Elevate Your Life. by Robin Sharma: Key Takeaways, Summary & AnalysisFrom EverandSummary: The 5AM Club: Own Your Morning. Elevate Your Life. by Robin Sharma: Key Takeaways, Summary & AnalysisRating: 4.5 out of 5 stars4.5/5 (22)
- How to Talk to Anyone at Work: 72 Little Tricks for Big Success Communicating on the JobFrom EverandHow to Talk to Anyone at Work: 72 Little Tricks for Big Success Communicating on the JobRating: 4.5 out of 5 stars4.5/5 (36)
- Spark: How to Lead Yourself and Others to Greater SuccessFrom EverandSpark: How to Lead Yourself and Others to Greater SuccessRating: 4.5 out of 5 stars4.5/5 (130)
- Summary of Steven Bartlett's The Diary of a CEOFrom EverandSummary of Steven Bartlett's The Diary of a CEORating: 5 out of 5 stars5/5 (3)
- Think Remarkable: 9 Paths to Transform Your Life and Make a DifferenceFrom EverandThink Remarkable: 9 Paths to Transform Your Life and Make a DifferenceNo ratings yet
- An Ugly Truth: Inside Facebook's Battle for DominationFrom EverandAn Ugly Truth: Inside Facebook's Battle for DominationRating: 4 out of 5 stars4/5 (33)
- Billion Dollar Lessons: What You Can Learn from the Most Inexcusable Business Failures of the Last Twenty-five YearsFrom EverandBillion Dollar Lessons: What You Can Learn from the Most Inexcusable Business Failures of the Last Twenty-five YearsRating: 4.5 out of 5 stars4.5/5 (52)
- How to Win Friends and Influence People: Updated For the Next Generation of LeadersFrom EverandHow to Win Friends and Influence People: Updated For the Next Generation of LeadersRating: 5 out of 5 stars5/5 (150)
- Follow The Leader: A Collection Of The Best Lectures On LeadershipFrom EverandFollow The Leader: A Collection Of The Best Lectures On LeadershipRating: 5 out of 5 stars5/5 (122)
- Scaling Up: How a Few Companies Make It...and Why the Rest Don't, Rockefeller Habits 2.0From EverandScaling Up: How a Few Companies Make It...and Why the Rest Don't, Rockefeller Habits 2.0No ratings yet
- The Catalyst: How to Change Anyone's MindFrom EverandThe Catalyst: How to Change Anyone's MindRating: 4.5 out of 5 stars4.5/5 (272)
- 7 Principles of Transformational Leadership: Create a Mindset of Passion, Innovation, and GrowthFrom Everand7 Principles of Transformational Leadership: Create a Mindset of Passion, Innovation, and GrowthRating: 5 out of 5 stars5/5 (51)
- Overcoming Fake Talk: How to Hold REAL Conversations that Create Respect, Build Relationships, and Get ResultsFrom EverandOvercoming Fake Talk: How to Hold REAL Conversations that Create Respect, Build Relationships, and Get ResultsRating: 4.5 out of 5 stars4.5/5 (3)
- Leadership Skills that Inspire Incredible ResultsFrom EverandLeadership Skills that Inspire Incredible ResultsRating: 4.5 out of 5 stars4.5/5 (11)
- Cultures of Growth: How the New Science of Mindset Can Transform Individuals, Teams, and OrganizationsFrom EverandCultures of Growth: How the New Science of Mindset Can Transform Individuals, Teams, and OrganizationsNo ratings yet
- Leadership and Self-Deception: Getting out of the BoxFrom EverandLeadership and Self-Deception: Getting out of the BoxRating: 5 out of 5 stars5/5 (155)
- How To Win Friends And Influence PeopleFrom EverandHow To Win Friends And Influence PeopleRating: 4.5 out of 5 stars4.5/5 (6510)
- The 4 Disciplines of Execution: Revised and Updated: Achieving Your Wildly Important GoalsFrom EverandThe 4 Disciplines of Execution: Revised and Updated: Achieving Your Wildly Important GoalsRating: 4.5 out of 5 stars4.5/5 (48)
- How the World Sees You: Discover Your Highest Value Through the Science of FascinationFrom EverandHow the World Sees You: Discover Your Highest Value Through the Science of FascinationRating: 4 out of 5 stars4/5 (7)
- Work Stronger: Habits for More Energy, Less Stress, and Higher Performance at WorkFrom EverandWork Stronger: Habits for More Energy, Less Stress, and Higher Performance at WorkRating: 4.5 out of 5 stars4.5/5 (12)
- Creating Competitive Advantage: How to be Strategically Ahead in Changing MarketsFrom EverandCreating Competitive Advantage: How to be Strategically Ahead in Changing MarketsRating: 5 out of 5 stars5/5 (2)