You might also like
- Intro To CFD ProblemDocument1 pageIntro To CFD ProblemlinoNo ratings yet
- Throughput Time Reduction Framework Jms VersionDocument16 pagesThroughput Time Reduction Framework Jms VersionSai Kiran ReddyNo ratings yet
- Iso 7089-Din 125Document8 pagesIso 7089-Din 125serzo75No ratings yet
- Is 5624 - 1993Document8 pagesIs 5624 - 1993Mehta MehulNo ratings yet
- Ansys Example0154 StruDocument37 pagesAnsys Example0154 StrubaronbaronNo ratings yet
- Fea PaperDocument5 pagesFea PaperMehta MehulNo ratings yet
- AlgorDocument7 pagesAlgorMehta MehulNo ratings yet
- Handout Dimension Less Numbers PrintDocument1 pageHandout Dimension Less Numbers PrintMarco García HernándezNo ratings yet
- Twisted Tube Heat Exchanger TechnologyDocument8 pagesTwisted Tube Heat Exchanger TechnologyhuangjlNo ratings yet
- Twisted Tube Heat Exchanger TechnologyDocument8 pagesTwisted Tube Heat Exchanger TechnologyhuangjlNo ratings yet
- Helical Coil Heat Echanger1Document32 pagesHelical Coil Heat Echanger1Chandrasekaran Natarajan100% (1)
- Fea PaperDocument5 pagesFea PaperMehta MehulNo ratings yet
- FRP Lining PDFDocument6 pagesFRP Lining PDFMehta MehulNo ratings yet
- Material 1Document2 pagesMaterial 1Mehta MehulNo ratings yet
- Tube To Tube SheetDocument9 pagesTube To Tube Sheetcmpatel_00100% (2)
- Plate and Frame Heat ExchangersDocument6 pagesPlate and Frame Heat ExchangersAndrés Ramón Linares100% (1)
- TG Startup ProcedureDocument4 pagesTG Startup ProcedureMehta MehulNo ratings yet
- Material 2Document2 pagesMaterial 2Mehta MehulNo ratings yet
- 02 Gas Metal Arc Welding Notes.Document12 pages02 Gas Metal Arc Welding Notes.Mehta MehulNo ratings yet
- Air Leak TestDocument5 pagesAir Leak TestKiran KrishnanNo ratings yet
- Basic Principles of Tube ExpandingDocument8 pagesBasic Principles of Tube ExpandingNasir AbbasNo ratings yet
- 12 - Fatigue of MetalsDocument55 pages12 - Fatigue of Metalsvoldemorts100% (1)
- Vibration in Heat ExchangerDocument4 pagesVibration in Heat ExchangerMehta MehulNo ratings yet
- Filler Metal Selection GuideDocument2 pagesFiller Metal Selection GuideMehta Mehul100% (1)
- Flash Tank InfiormationDocument15 pagesFlash Tank InfiormationMehta MehulNo ratings yet
- Handout Dimension Less Numbers PrintDocument1 pageHandout Dimension Less Numbers PrintMarco García HernándezNo ratings yet
- Effect of Fouling FactorDocument5 pagesEffect of Fouling FactorMehta Mehul100% (1)
- Titanium Heat ExchangersDocument13 pagesTitanium Heat Exchangersxo123456789No ratings yet
- S-N CureveDocument8 pagesS-N CureveMehta MehulNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elmer TutorialsDocument65 pagesElmer TutorialsmariomatoNo ratings yet
- Catálogo EC200DDocument912 pagesCatálogo EC200DCasa da Madeira100% (1)
- Projeto Experimental Fatorial para Aumentar A Produção de Metano Na Digestão de Resíduos LácteosDocument7 pagesProjeto Experimental Fatorial para Aumentar A Produção de Metano Na Digestão de Resíduos LácteosLuís Paulo CardosoNo ratings yet
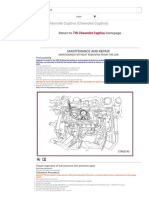
- Chevrolet Captiva Service Manual. MAINTENANCE AND REPAIR.Document57 pagesChevrolet Captiva Service Manual. MAINTENANCE AND REPAIR.krisdiarto@gmail.com96% (23)
- Cost BreakdownDocument241 pagesCost Breakdownbilisuma sebokaNo ratings yet
- Nupack User Guide 3.2Document44 pagesNupack User Guide 3.2Dicastelgandolfo VchNo ratings yet
- CS1 Course OutlineDocument2 pagesCS1 Course Outlineapi-27149177No ratings yet
- ViO80 1A PDFDocument2 pagesViO80 1A PDFTomislav1998No ratings yet
- NextCloud OnlyOffice PDFDocument89 pagesNextCloud OnlyOffice PDFOmar Gallegos Vazquez100% (1)
- Lab Manual CS AmplifierDocument10 pagesLab Manual CS Amplifieramey bhirangeNo ratings yet
- Business Plan On Plastic Recycling & ManufacturingDocument19 pagesBusiness Plan On Plastic Recycling & ManufacturingSah Sanjiv KumarNo ratings yet
- Pure Sine Wave Inverter For House BackupDocument44 pagesPure Sine Wave Inverter For House BackupKrista Jackson100% (1)
- A35 Ostetricia Ginecologia PDFDocument8 pagesA35 Ostetricia Ginecologia PDFAarthiNo ratings yet
- Catalog C60H-DCDocument6 pagesCatalog C60H-DCNae MocioiNo ratings yet
- Continuous Thread Stud Double End Stud ADocument11 pagesContinuous Thread Stud Double End Stud AMarius Mihai Buzduga0% (1)
- Chapter 14 - Storm and Sanitary Analysis PDFDocument41 pagesChapter 14 - Storm and Sanitary Analysis PDFdobridorinNo ratings yet
- UntitledDocument107 pagesUntitledniko_seppanenNo ratings yet
- (Pasig) Certificate of OccupancyDocument12 pages(Pasig) Certificate of OccupancyAndrew MarasiganNo ratings yet
- Technical Brochure Metal Ceilings V100-V200-en EUDocument12 pagesTechnical Brochure Metal Ceilings V100-V200-en EUNicu PotîngNo ratings yet
- Module 3 Density Altitude ExperimentDocument3 pagesModule 3 Density Altitude ExperimentIvan100% (1)
- Nirma University Institute of Technology B.Tech. in Mechanical Engineering Semester IVDocument2 pagesNirma University Institute of Technology B.Tech. in Mechanical Engineering Semester IVKartik aminNo ratings yet
- NEOCLASSICAL CITY PlanningDocument10 pagesNEOCLASSICAL CITY PlanningAfrahNo ratings yet
- ACI 517-2R-87 Standard Specification For Tolerances For Accelerated Curing at Atmospheric PressureDocument17 pagesACI 517-2R-87 Standard Specification For Tolerances For Accelerated Curing at Atmospheric PressureKiramat ShahNo ratings yet
- Single Aisle Technical Training Manual T1 (CFM 56) (LVL 2&3) LightsDocument44 pagesSingle Aisle Technical Training Manual T1 (CFM 56) (LVL 2&3) LightsarunNo ratings yet
- Dry ContactsDocument2 pagesDry ContactsDiwakar MishraNo ratings yet
- Led Linear Emergency 2021Document4 pagesLed Linear Emergency 2021Sugumaran LakshmananNo ratings yet
- ESPRIT Milling Tutorial 02Document11 pagesESPRIT Milling Tutorial 02Sandaruwan සුජීවNo ratings yet
- EVI DC Inverter Technical Manual 2 Capacity TableDocument67 pagesEVI DC Inverter Technical Manual 2 Capacity TableMouyed Al QasemNo ratings yet
- NEMA Premium CatalogDocument38 pagesNEMA Premium CatalogPedro SanchezNo ratings yet
- EnglishDocument6 pagesEnglishThineswary Siva naiduNo ratings yet