You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
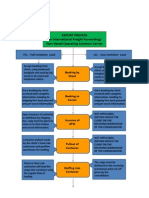
- NVOCC-IfF Export ProcessDocument3 pagesNVOCC-IfF Export ProcessMICHELLE M. CO100% (2)
- Unit 9 On The WatchDocument10 pagesUnit 9 On The WatchmytnameNo ratings yet
- Containers in Non-Cellular ShipsDocument7 pagesContainers in Non-Cellular ShipschildofheavenNo ratings yet
- 1 Material Handling and Identification TechnologiesDocument75 pages1 Material Handling and Identification TechnologiesPavan Teja100% (1)
- Logistic Quiz Answer RevisionDocument24 pagesLogistic Quiz Answer RevisionChip choiNo ratings yet
- LG Himanshu TulshyanDocument22 pagesLG Himanshu TulshyanHimanshu TulshyanNo ratings yet
- Factory Planning Manual PDF FreeDocument421 pagesFactory Planning Manual PDF FreeAakash DharshanNo ratings yet
- DGD para DiligenciarDocument1 pageDGD para DiligenciarMarlon Martinez CNo ratings yet
- Urban Infrastructure PresentationDocument19 pagesUrban Infrastructure PresentationMani sandeep NatarajaNo ratings yet
- Products: Trucks and Prime MoversDocument3 pagesProducts: Trucks and Prime MoversTalha Khalid100% (1)
- Sales Management Course Panda Sachdev 2259Document1,408 pagesSales Management Course Panda Sachdev 2259raachyeta_sharmaNo ratings yet
- Report On SquireDocument21 pagesReport On SquireNiladri HasanNo ratings yet
- Implementation of Lean Principles To Improve The Operations of A Sales Warehouse in The Manufacturing IndustryDocument9 pagesImplementation of Lean Principles To Improve The Operations of A Sales Warehouse in The Manufacturing Industryb4rtm4nNo ratings yet
- CH 01Document28 pagesCH 01Xuân HoàngNo ratings yet
- Service and Rate Guide VN en 2022Document24 pagesService and Rate Guide VN en 2022Đạt Trầm QuangNo ratings yet
- Short Vocabulary Test (Culture-Transportation)Document1 pageShort Vocabulary Test (Culture-Transportation)Dejan LazicNo ratings yet
- Loading and UnloadingDocument3 pagesLoading and UnloadingMargaret FordNo ratings yet
- PPT - 59072 - SAP - MC4 - Consumer Products - Factsheet - EN PDFDocument1 pagePPT - 59072 - SAP - MC4 - Consumer Products - Factsheet - EN PDFTomTomNo ratings yet
- Global TransportationDocument63 pagesGlobal TransportationmanjupadmaNo ratings yet
- Incoterm VocabDocument2 pagesIncoterm VocabXiao QiNo ratings yet
- Case Problem Chapter 11Document3 pagesCase Problem Chapter 11Anggi Gayatri Setiawan100% (2)
- MGT603 Final Term Solved Papers 08 Papers SolvedDocument83 pagesMGT603 Final Term Solved Papers 08 Papers SolvedMurad Khan100% (1)
- Impact of E-Supply Chain On Supply Chain Management of Retail Malls in Nagpur. (SYNOPSIS)Document11 pagesImpact of E-Supply Chain On Supply Chain Management of Retail Malls in Nagpur. (SYNOPSIS)Deepak Singh100% (2)
- Steve MunerantzDocument2 pagesSteve Munerantzapi-77481521No ratings yet
- Porter 5 Forces MbaDocument6 pagesPorter 5 Forces Mbamuhammadamad8930No ratings yet
- Literature ReviewDocument14 pagesLiterature Reviewniftiangautam70% (2)
- COVID-19 Resurgence Plan June 2021 June 2022Document38 pagesCOVID-19 Resurgence Plan June 2021 June 2022African Centre for Media ExcellenceNo ratings yet
- GMP Session 8: - E-Business and ERP - Information System and Information Technology StrategyDocument18 pagesGMP Session 8: - E-Business and ERP - Information System and Information Technology StrategyNishant JainNo ratings yet
- Issd Warehouse ManagementDocument14 pagesIssd Warehouse ManagementJayakumar NJNo ratings yet
- Week 6: ACCG3001 Organisational Planning and Control Tutorial In-Class Exercise - Student HandoutDocument6 pagesWeek 6: ACCG3001 Organisational Planning and Control Tutorial In-Class Exercise - Student Handoutdwkwhdq dwdNo ratings yet