You might also like
- El Conjunto Consta de Una Barra de Acero CBDocument7 pagesEl Conjunto Consta de Una Barra de Acero CBnelsondenismamani100% (1)
- Documento Acceso Consola Equipos BaDocument9 pagesDocumento Acceso Consola Equipos BaCarlos MoratoNo ratings yet
- Madera de ConstruccionDocument7 pagesMadera de ConstruccionInternet E-conexcionNo ratings yet
- EngelamientoDocument26 pagesEngelamientogarzagaeNo ratings yet
- Ing ApazaDocument4 pagesIng ApazanelsondenismamaniNo ratings yet
- Imforme de Mega Del Caldero UnsaDocument4 pagesImforme de Mega Del Caldero UnsanelsondenismamaniNo ratings yet
- Los Dos Ejercicios Que Ise en La NocheDocument10 pagesLos Dos Ejercicios Que Ise en La Nochenelsondenismamani100% (1)
- Informe ComedorDocument8 pagesInforme ComedornelsondenismamaniNo ratings yet
- Normativa Emitida Por El Ministerio de Energía y MinasDocument17 pagesNormativa Emitida Por El Ministerio de Energía y MinasnelsondenismamaniNo ratings yet
- Mega AcabadoDocument7 pagesMega AcabadonelsondenismamaniNo ratings yet
- Proceso de Fabricación de Las Llantas de CauchoDocument6 pagesProceso de Fabricación de Las Llantas de CauchonelsondenismamaniNo ratings yet
- Procesos de Manufactura 1204179594567789 5Document16 pagesProcesos de Manufactura 1204179594567789 5nelsondenismamaniNo ratings yet
- CARRETE Movil para Cables de Mediana TensionDocument21 pagesCARRETE Movil para Cables de Mediana TensionnelsondenismamaniNo ratings yet
- Inventor Essentials - Diciembre 2013Document1 pageInventor Essentials - Diciembre 2013Mailson Apaza KatataNo ratings yet
- Equilibrio L-VDocument19 pagesEquilibrio L-VBlanca SalazarNo ratings yet
- Grupo 2 Sistema de Evaporacion InundadoDocument2 pagesGrupo 2 Sistema de Evaporacion InundadoDiana Malqui RomeroNo ratings yet
- Cap. 6.0 Plan de Manejo Ambiental Final1Document33 pagesCap. 6.0 Plan de Manejo Ambiental Final1Anonymous th0CMFNo ratings yet
- Oxidacion de Un Clavo de HierroDocument4 pagesOxidacion de Un Clavo de HierroAnonymous UzHl7gYkoNo ratings yet
- Media Queries en CSSDocument7 pagesMedia Queries en CSSzoltak0% (1)
- Determinación de Calor Especifico de Los Alimento1Document4 pagesDeterminación de Calor Especifico de Los Alimento1Magda CapaquiraNo ratings yet
- Suma 2 Num AndroidDocument2 pagesSuma 2 Num AndroidAdleny SánchezNo ratings yet
- Mobiliario Fijo MovilDocument18 pagesMobiliario Fijo MovilJhossep Aderlins Alarcón ManriqueNo ratings yet
- Examen para Ingeniero de CampoDocument11 pagesExamen para Ingeniero de Campoing.matus14No ratings yet
- Pec 1 2022 2023Document10 pagesPec 1 2022 2023FEDERICO JAVIER GARCIA BADORREYNo ratings yet
- Codificador Córdoba ConcordadoDocument17 pagesCodificador Córdoba ConcordadokovalyanziNo ratings yet
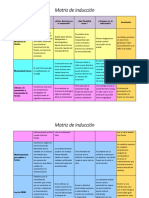
- Matriz de InducciónDocument3 pagesMatriz de InducciónJosue Mazariegos100% (1)
- FA-PR-05 Procedimiento de ImprimacionDocument5 pagesFA-PR-05 Procedimiento de ImprimacionCarlos ArellanoNo ratings yet
- Máquinas de Inducción y de Corriente DirectaDocument15 pagesMáquinas de Inducción y de Corriente DirectaBryan ArturoNo ratings yet
- 01 Procedimiento Reconversión A Doble Pared-RDPDocument9 pages01 Procedimiento Reconversión A Doble Pared-RDPJose Alirio Garcia SalazarNo ratings yet
- Chamis 4Document35 pagesChamis 4anon_395461218No ratings yet
- Presupuesto AnaneaDocument22 pagesPresupuesto AnaneaGeorge ZRNo ratings yet
- Bittorrent Sync: Sincronización Ilimitada y Gratis de ArchivosDocument6 pagesBittorrent Sync: Sincronización Ilimitada y Gratis de ArchivosCesar PachónNo ratings yet
- Materiales de ImpresionDocument41 pagesMateriales de ImpresionVIRIDIANA GALINDO TEJEDANo ratings yet
- C01 2021 Baterías Adblue SkandipowerDocument11 pagesC01 2021 Baterías Adblue SkandipowerLenin CcoriNo ratings yet
- Aplicaciones de La TermoelectricidadDocument3 pagesAplicaciones de La TermoelectricidadJose AmayaNo ratings yet
- Método de ZieglerDocument11 pagesMétodo de ZieglerJames IzquierdoNo ratings yet
- 2015 MAY - Procedimiento de Relubricacion de Rodamientos PDFDocument2 pages2015 MAY - Procedimiento de Relubricacion de Rodamientos PDFjesushuamantunagrandNo ratings yet
- Expocición Teoria de La Absorcion PercutaneaDocument28 pagesExpocición Teoria de La Absorcion Percutaneagoldengirl-andy100% (1)
- Catalogo Euro Web9Document32 pagesCatalogo Euro Web9NELSON ALVAREZNo ratings yet
- Modelo Atomico ActualDocument18 pagesModelo Atomico ActualDiegoNo ratings yet
- Laboratorio-04 Ensayo MetalograficoDocument20 pagesLaboratorio-04 Ensayo MetalograficochristianNo ratings yet