You might also like
- Recalcado: tipos, ventajas y desventajasDocument8 pagesRecalcado: tipos, ventajas y desventajasNayarid OcañaNo ratings yet
- Mecanizado Convencional: Parámetros y Cálculo de VelocidadesDocument7 pagesMecanizado Convencional: Parámetros y Cálculo de VelocidadesOrlandoRiosNo ratings yet
- Esmerilado y RectificadoDocument8 pagesEsmerilado y RectificadoLeonardo GonzagaNo ratings yet
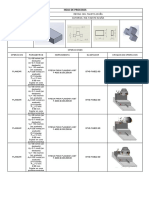
- Hoja de Procesos CigüeñalDocument6 pagesHoja de Procesos CigüeñalAlejandro RamírezNo ratings yet
- Proceso de Manufactura Por Brochado, Mortajado y FresadoDocument45 pagesProceso de Manufactura Por Brochado, Mortajado y FresadoDavidAlfeiroRochaLiizarazo100% (1)
- Esmerilado: proceso de remoción de material con partículas abrasivasDocument48 pagesEsmerilado: proceso de remoción de material con partículas abrasivasMatiasNo ratings yet
- Hoja de ProcesosDocument2 pagesHoja de ProcesosRichard Arizaga100% (1)
- Principales Operaciones de MaquinadoDocument10 pagesPrincipales Operaciones de MaquinadoNAPOLE�N MARCIAL RAMOSNo ratings yet
- Tabla Comparativa .Maquimas y Herramientas Con Arranque de VirutaDocument4 pagesTabla Comparativa .Maquimas y Herramientas Con Arranque de VirutaMarco GorgonioNo ratings yet
- Examen Unidad 4 D Procesos de Conformado Sin Arranque de VirutaDocument3 pagesExamen Unidad 4 D Procesos de Conformado Sin Arranque de VirutaKarenzha Reyes100% (1)
- Test PDFDocument3 pagesTest PDFHugo Villca0% (1)
- Maquinados Convencionales PDFDocument5 pagesMaquinados Convencionales PDFElias Obed Aguilar RosalesNo ratings yet
- Proceso de Maquinado de Engranaje RectoDocument7 pagesProceso de Maquinado de Engranaje RectoGincNo ratings yet
- Mikell Groover - Fundamentos de Manufactura (Espanol)Document33 pagesMikell Groover - Fundamentos de Manufactura (Espanol)Luis Angel Vera Cano100% (3)
- Cabezales Divisores..Document14 pagesCabezales Divisores..דזשהאָנני טאָנאַטאָ33% (3)
- Informe Engranaje Recto y HelicoidalDocument4 pagesInforme Engranaje Recto y HelicoidalJhony Mendoza0% (1)
- Fresado de aluminio en 4 operacionesDocument2 pagesFresado de aluminio en 4 operacionesJhon ValdiviezoNo ratings yet
- Cuestionario Del Capítulo 24Document4 pagesCuestionario Del Capítulo 24Sabrina CastilloNo ratings yet
- Cap 22 Oper. de MecanizadoDocument37 pagesCap 22 Oper. de MecanizadoGilbert Peña100% (1)
- Ejercicios de ToleranciasDocument13 pagesEjercicios de ToleranciasDiana StephanieNo ratings yet
- Unidad 5 Sujetadores Roscados 1Document47 pagesUnidad 5 Sujetadores Roscados 1Isaac García HerreraNo ratings yet
- Fresadora - VC, Va, N, TiempoDocument24 pagesFresadora - VC, Va, N, TiempoPaolo Bardales DiazNo ratings yet
- chSOLUCIONARIO CAP 21. PROCESOS DE SOLDADURA-FUNDAMENTOS DE MANUFACTURA MODERNA-GROOVERDocument13 pageschSOLUCIONARIO CAP 21. PROCESOS DE SOLDADURA-FUNDAMENTOS DE MANUFACTURA MODERNA-GROOVERallanNo ratings yet
- Practica 3 CNCDocument4 pagesPractica 3 CNC04104647623No ratings yet
- Ángulos de CorteDocument11 pagesÁngulos de CorteEduardo CM100% (1)
- Reporte Práctica FresadoraDocument4 pagesReporte Práctica FresadoraGillesVanNewitt100% (1)
- Roscas Unificadas Sistema Ingles, Sistema InternacionalDocument3 pagesRoscas Unificadas Sistema Ingles, Sistema Internacionalgiovanny alvarado100% (1)
- CNC GeneralidadesDocument17 pagesCNC GeneralidadesUriel Vázquez Sánchez100% (1)
- Preguntas GalgasDocument3 pagesPreguntas GalgasMARIA CAMILA BARRAGAN JUEZNo ratings yet
- Cálculo de Tiempos para El LimadoDocument21 pagesCálculo de Tiempos para El Limadodomepol100% (1)
- Ejercicio ForjaDocument5 pagesEjercicio Forjaandrespulido100% (1)
- Procesos de Manufactura - LimadoraDocument5 pagesProcesos de Manufactura - LimadoraAlvaroGustavoRamónCasasNo ratings yet
- Actividad Diseño de MaquinasDocument4 pagesActividad Diseño de MaquinasMauricio Ramirez0% (1)
- Proceso de Moldeo y Fundición de PolímerosDocument4 pagesProceso de Moldeo y Fundición de Polímerosabel antonio50% (2)
- Afilado de BurilDocument9 pagesAfilado de BurilCarlos PilatasigNo ratings yet
- Estirado de BarrasDocument11 pagesEstirado de BarrasdiegoNo ratings yet
- Factores que influyen en el corte de metalesDocument3 pagesFactores que influyen en el corte de metalesEfrain Hacha Pucho0% (1)
- Proceso de EstiradoDocument7 pagesProceso de Estiradoisabelopz100% (2)
- Ejercicios Tarea 3Document5 pagesEjercicios Tarea 3alonsoNo ratings yet
- Reporte FundiciónDocument5 pagesReporte FundiciónSalva CervantesNo ratings yet
- Parametros de CorteDocument14 pagesParametros de CorteAlan Alvarado ZavalaNo ratings yet
- Ilide - Info Ejercicios Mecanizado PRDocument14 pagesIlide - Info Ejercicios Mecanizado PRIsaias VeizagaNo ratings yet
- Procesos de Fabricacion Por Arranque de VirutaDocument60 pagesProcesos de Fabricacion Por Arranque de VirutaLuis Ricardo Palacios0% (1)
- Proceso de RoscadoDocument4 pagesProceso de RoscadoAlejandroJimenezzGarridoNo ratings yet
- Ejercicios ExtrucionDocument5 pagesEjercicios ExtrucionNadinson RamosNo ratings yet
- Fundicion en Modelo ConsumibleDocument3 pagesFundicion en Modelo ConsumiblePelucheNo ratings yet
- Introducción Al TorneadoDocument11 pagesIntroducción Al TorneadoCarlos Naranjo100% (1)
- Proceso de FresadoDocument26 pagesProceso de FresadoEsteban Quezada NeriNo ratings yet
- Esfuerzos Combinados y Medición de Esfuerzos Pórtico Soportando Una Carga InclinadaDocument14 pagesEsfuerzos Combinados y Medición de Esfuerzos Pórtico Soportando Una Carga InclinadaBrandon Owens100% (1)
- Problemas Resueltos de Tecnología MecánicaDocument35 pagesProblemas Resueltos de Tecnología MecánicalUCHO MAS ASNo ratings yet
- Modelo Teorico de Tension - CorregidoDocument10 pagesModelo Teorico de Tension - CorregidoMaicol Jimenez NayraNo ratings yet
- Cap.5 Relaciones Entre Esfuerzos y DeformacionesDocument10 pagesCap.5 Relaciones Entre Esfuerzos y DeformacionesAngel RuizNo ratings yet
- Resistencia de MaterialesDocument7 pagesResistencia de MaterialesmartinNo ratings yet
- Capitulo 1-CDocument29 pagesCapitulo 1-CIranis E Lugo RodriguezNo ratings yet
- Metalicas 4 FlexiónDocument40 pagesMetalicas 4 Flexiónrogelio barruetaNo ratings yet
- Universidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Mecánica, Asignatura: Procesos de Manufactura IIIDocument16 pagesUniversidad de Los Andes, Facultad de Ingeniería, Escuela de Ingeniería Mecánica, Asignatura: Procesos de Manufactura IIIRogerd González100% (1)
- Informe De, Laminado y TrefiladoDocument17 pagesInforme De, Laminado y TrefiladojcarlooNo ratings yet
- Ejercicios de Integrales y Ecuaciones Integrales-DiferencialesFrom EverandEjercicios de Integrales y Ecuaciones Integrales-DiferencialesNo ratings yet
- TransformadoresDocument9 pagesTransformadoresjgmaestrer5861No ratings yet
- Diseño de EjesDocument48 pagesDiseño de EjesWilson YucraNo ratings yet
- Informe Final de Estructuras Metalicas 1 DownloableDocument34 pagesInforme Final de Estructuras Metalicas 1 DownloableWilson YucraNo ratings yet
- Nueva Norma de Tableros de Baja Tension PDFDocument64 pagesNueva Norma de Tableros de Baja Tension PDFRoberto GuzmanNo ratings yet
- Tableros eléctricos certificados IEC 61439Document21 pagesTableros eléctricos certificados IEC 61439Gerard Taip AliagaNo ratings yet
- Transform AdoresDocument14 pagesTransform AdoresGherson D. Toro MelendrezNo ratings yet
- ComolohacelaingenieraDocument27 pagesComolohacelaingenieraCarlos Montañez MontenegroNo ratings yet
- L03 FallasEstaticas EjemplosDocument12 pagesL03 FallasEstaticas EjemplosWilson YucraNo ratings yet
- Plantilla Informe Coordinacion de Protecciones Proyecto XXXDocument5 pagesPlantilla Informe Coordinacion de Protecciones Proyecto XXXGelver Torres RodríguezNo ratings yet
- Diseño MaquinasDocument16 pagesDiseño MaquinasWilson YucraNo ratings yet
- IEC 61439-3-2012.en - EsDocument49 pagesIEC 61439-3-2012.en - EsRoyer Ccosi100% (3)
- Lista Precios 2019Document147 pagesLista Precios 2019Diego PulidoNo ratings yet
- Ejercicios Resistencia CortanteDocument6 pagesEjercicios Resistencia CortanteWilson YucraNo ratings yet
- Catalogo Octubre 2019Document129 pagesCatalogo Octubre 2019Wilson YucraNo ratings yet
- Elementos de Control y ManiobraDocument34 pagesElementos de Control y ManiobraWilson Yucra100% (1)
- HerramientasDocument3 pagesHerramientasWilson YucraNo ratings yet
- Capitulo 1 Introduccion A La Mecatronica PDFDocument24 pagesCapitulo 1 Introduccion A La Mecatronica PDFMNo ratings yet
- Plan de ClaseDocument3 pagesPlan de ClaseWilson YucraNo ratings yet
- Motores AsincronosDocument20 pagesMotores AsincronosFrancisco CaveroNo ratings yet
- Diploma DoDocument41 pagesDiploma DoAndrea Quispe TitoNo ratings yet
- Formulario Maquinas AsincronasDocument3 pagesFormulario Maquinas AsincronasWilson YucraNo ratings yet
- Ethernet 1 PDFDocument118 pagesEthernet 1 PDFSergio CázaresNo ratings yet
- CONTENIDOS Analiticos FINALES (Parte 1) RM 82-17 PDFDocument272 pagesCONTENIDOS Analiticos FINALES (Parte 1) RM 82-17 PDFWilson YucraNo ratings yet
- Ejercicio 22Document5 pagesEjercicio 22Wilson YucraNo ratings yet
- Unidades Temática Base Mecanicánica IndustrialDocument50 pagesUnidades Temática Base Mecanicánica IndustrialWilson YucraNo ratings yet
- Tableros ElectricosDocument24 pagesTableros ElectricosWilson YucraNo ratings yet
- CONTENIDOS Analiticos FINALES (Parte 1) RM 82-17 PDFDocument272 pagesCONTENIDOS Analiticos FINALES (Parte 1) RM 82-17 PDFWilson YucraNo ratings yet
- Motor EsDocument52 pagesMotor EsWilson YucraNo ratings yet
- Control Numérico Por Computadora (CNC)Document54 pagesControl Numérico Por Computadora (CNC)Wilson YucraNo ratings yet
- Introducción a la programación y control numérico por computadora (CNC) enDocument54 pagesIntroducción a la programación y control numérico por computadora (CNC) enWilson YucraNo ratings yet