You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Matt Briel ThesisDocument49 pagesMatt Briel ThesisaleaubrNo ratings yet
- F= Π X Dt3 X Τk 8Xdmxk: Technical InformationDocument6 pagesF= Π X Dt3 X Τk 8Xdmxk: Technical InformationaleaubrNo ratings yet
- Lighting The WayDocument68 pagesLighting The WayParag DeshmukhNo ratings yet
- WCE2008 pp985-991Document7 pagesWCE2008 pp985-991aleaubrNo ratings yet
- ThesisDocument39 pagesThesiskannan100% (2)
- CETIM - Concentration ContraintesDocument36 pagesCETIM - Concentration Contraintesaleaubr100% (1)
- Gear Guide 060817Document0 pagesGear Guide 060817Anonymous oAbjbl4HNo ratings yet
- Standard Stock Springs Catalogue 13 - English Id1107Document226 pagesStandard Stock Springs Catalogue 13 - English Id1107aleaubrNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- RF Energy Harvesting in Relay NetworksDocument44 pagesRF Energy Harvesting in Relay NetworksYeshwanthSuraNo ratings yet
- The Boat Traveled 92.5 Feet.: Angle of ElevationDocument5 pagesThe Boat Traveled 92.5 Feet.: Angle of ElevationMNo ratings yet
- Csat Test 1 AnswersDocument11 pagesCsat Test 1 Answersrahul kumarNo ratings yet
- A Comparison of Subspace Methods For Sylvester Equations: Mathematics InstituteDocument9 pagesA Comparison of Subspace Methods For Sylvester Equations: Mathematics InstituteDurga SivakumarNo ratings yet
- Stack, Queue and Recursion in Data StructureDocument26 pagesStack, Queue and Recursion in Data Structurechitvan KumarNo ratings yet
- Solving Problems by Searching: Artificial IntelligenceDocument43 pagesSolving Problems by Searching: Artificial IntelligenceDai TrongNo ratings yet
- Maxwell's EquationsDocument19 pagesMaxwell's EquationsEr Ashish Baheti100% (1)
- How Rebar Distribution Affects Concrete Beam Flexural StrengthDocument10 pagesHow Rebar Distribution Affects Concrete Beam Flexural Strengthtoma97No ratings yet
- Chapter 2Document48 pagesChapter 2lianne lizardoNo ratings yet
- Calculate stock indices and returnsDocument5 pagesCalculate stock indices and returnsSiddhant AggarwalNo ratings yet
- Chapter 13 Test BankDocument44 pagesChapter 13 Test BankMIKASANo ratings yet
- Patch Antenna Design Tutorial With CST Microwave - Electronics Engineering TutorialsDocument13 pagesPatch Antenna Design Tutorial With CST Microwave - Electronics Engineering TutorialsMuthuKumaranNo ratings yet
- Detailed Lesson Plan on Subtracting 2-3 Digit NumbersDocument7 pagesDetailed Lesson Plan on Subtracting 2-3 Digit NumbersNhor Jehan SaydinNo ratings yet
- Chapter Test 2 ReviewDocument23 pagesChapter Test 2 ReviewSheila Mae AsuelaNo ratings yet
- Chapter 1ADocument35 pagesChapter 1ASandip GaikwadNo ratings yet
- Fatigue Analysis in Ansys WorkbenchDocument14 pagesFatigue Analysis in Ansys WorkbenchAshokkumar VelloreNo ratings yet
- Preparation of Vector Group DiffDocument5 pagesPreparation of Vector Group DiffvenkateshbitraNo ratings yet
- Demand: - Demand (D) Is A Schedule That Shows The Various Amounts of ProductDocument2 pagesDemand: - Demand (D) Is A Schedule That Shows The Various Amounts of ProductRaymond Phillip Maria DatuonNo ratings yet
- Kindergarten 2D and 3D Shapes PDFDocument33 pagesKindergarten 2D and 3D Shapes PDFAibegim Abdyldabekova100% (1)
- CISE-302-Linear-Control-Systems-Lab-Manual 1Document22 pagesCISE-302-Linear-Control-Systems-Lab-Manual 1ffffffNo ratings yet
- Report Hydrological Analysis FinalDocument11 pagesReport Hydrological Analysis Finalapi-279600936No ratings yet
- Werner Miller - Deal, Mix and SpellDocument10 pagesWerner Miller - Deal, Mix and Spellclubhippo100No ratings yet
- 06 CSL38 Manual LDDocument9 pages06 CSL38 Manual LDJoshua Daniel RajNo ratings yet
- Selection, Bubble, Insertion Sorts & Linear Binary Search ExplainedDocument5 pagesSelection, Bubble, Insertion Sorts & Linear Binary Search ExplainedAndrew MagdyNo ratings yet
- Table of Common Laplace TransformsDocument2 pagesTable of Common Laplace TransformsJohn Carlo SacramentoNo ratings yet
- Factorials Permutations and Combinations Answer KeyDocument4 pagesFactorials Permutations and Combinations Answer KeyAlrian Jay SampalayNo ratings yet
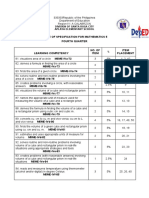
- 4th Periodical Test in Math 5-NewDocument9 pages4th Periodical Test in Math 5-NewMitchz Trinos100% (2)
- Workshop User Guide of GrafcetDocument150 pagesWorkshop User Guide of GrafcetJames HabibNo ratings yet