You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Apd125c 6Document4 pagesApd125c 6selvamejiaNo ratings yet
- Lab 2Document5 pagesLab 2Adeem Hassan KhanNo ratings yet
- Flexibility FactorsDocument61 pagesFlexibility FactorsCarlos BorgesNo ratings yet
- Least Cost PathDocument29 pagesLeast Cost PathGaneshan ParamathmaNo ratings yet
- Gate FTDocument51 pagesGate FTjayavardhanaNo ratings yet
- MTHS2007 Formula SheetwithtablescorrectedDocument3 pagesMTHS2007 Formula SheetwithtablescorrectedBenjamin OpokuNo ratings yet
- ValveTypesSelection - ControlsWikiDocument42 pagesValveTypesSelection - ControlsWikiMayur PatelNo ratings yet
- LNG Receiving Terminals: BY CH - Satvika 16021A2545Document24 pagesLNG Receiving Terminals: BY CH - Satvika 16021A2545Ram Charan Konidela100% (1)
- Nortje Desiree 2002 PDFDocument328 pagesNortje Desiree 2002 PDFAtul KulkarniNo ratings yet
- YIN CSE578 Lec1 Lab Tests and Behaviour 2019Document37 pagesYIN CSE578 Lec1 Lab Tests and Behaviour 2019wei zhongNo ratings yet
- Analysis and Design of Asynchronous Sequential CircuitsDocument30 pagesAnalysis and Design of Asynchronous Sequential CircuitsBeulah JacksonNo ratings yet
- Notes On Set Theory and Probability Theory: Michelle AlexopoulosDocument37 pagesNotes On Set Theory and Probability Theory: Michelle AlexopoulosArXlan XahirNo ratings yet
- Electrical and Electronic Measurements and InstrumentationDocument12 pagesElectrical and Electronic Measurements and InstrumentationKarthik VNo ratings yet
- Gates Timing Belt Product TrainingDocument25 pagesGates Timing Belt Product TrainingRoberto FernandesNo ratings yet
- Documentazione Tubo A Raggi X Tube Documentation Documentation Du TubeDocument4 pagesDocumentazione Tubo A Raggi X Tube Documentation Documentation Du Tubecamq827No ratings yet
- ApatitDocument9 pagesApatittrinh xuan hiepNo ratings yet
- Mathematics (T) Coursework: Title: Mathematical Investigation (Am - GM)Document1 pageMathematics (T) Coursework: Title: Mathematical Investigation (Am - GM)Elil MathhyNo ratings yet
- Max31856 PDFDocument30 pagesMax31856 PDFDiego Fernando ArpiNo ratings yet
- Logistic Regression EBayDocument10 pagesLogistic Regression EBayPrateek ShuklaNo ratings yet
- Umass Lowell Computer Science 91.503: Graduate AlgorithmsDocument46 pagesUmass Lowell Computer Science 91.503: Graduate AlgorithmsShivam AtriNo ratings yet
- All1 58Document61 pagesAll1 58arisNo ratings yet
- Laws of Electric Circuits: R.Jayapragash, Associate Professor, SELECT 1Document25 pagesLaws of Electric Circuits: R.Jayapragash, Associate Professor, SELECT 1Devansh BhardwajNo ratings yet
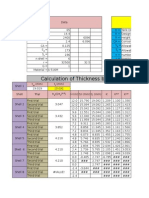
- Tank Design CalculationDocument20 pagesTank Design CalculationHairil HerliansyahNo ratings yet
- NotDocument47 pagesNotAnup MauryaNo ratings yet
- Stepper Motors VsServo MotorsDocument2 pagesStepper Motors VsServo MotorsEhab MohamedNo ratings yet
- Calculus OnlineDocument2 pagesCalculus Onlineapi-427949627No ratings yet
- 2017 - OPUS Quant Advanced PDFDocument205 pages2017 - OPUS Quant Advanced PDFIngeniero Alfonzo Díaz Guzmán100% (1)
- Chapter 2: Chemicals, Apparatus, and Unit Operations of Analytical ChemistryDocument28 pagesChapter 2: Chemicals, Apparatus, and Unit Operations of Analytical Chemistryangela100% (2)
- MechatronicsDocument61 pagesMechatronicsSajitha ManuNo ratings yet
- Subject Review of IB 2023 Year - 1 - P2-2Document66 pagesSubject Review of IB 2023 Year - 1 - P2-2Duru SavdaNo ratings yet