You might also like
- Esquema Eletrico Iveco Vertis Euro 5 HD 90V18 e HD 130V19Document35 pagesEsquema Eletrico Iveco Vertis Euro 5 HD 90V18 e HD 130V19Alberto Matties88% (8)
- Manual de Treinamento Jhon Deere Serie GDocument232 pagesManual de Treinamento Jhon Deere Serie GThiago Santos91% (11)
- Conceitos básicos de telecomunicações para iniciantesDocument33 pagesConceitos básicos de telecomunicações para iniciantesRafaelRoessler100% (3)
- Cura Dos ChakrasDocument15 pagesCura Dos ChakrasMari67% (3)
- Apostila Catia v5Document45 pagesApostila Catia v5bsimoescristoNo ratings yet
- Resgatando os valores da famíliaDocument72 pagesResgatando os valores da famíliaAlan Wallacy100% (1)
- Aços para Construção de CaldeirasDocument8 pagesAços para Construção de CaldeirasIrvin WilliamNo ratings yet
- Resumao de Integrais Do Responde AiDocument11 pagesResumao de Integrais Do Responde AiHarison PhelypeNo ratings yet
- Questões comentadas PF-PRFDocument71 pagesQuestões comentadas PF-PRFk4r0_oliveira100% (1)
- CÁLCULO LUMINOTÉCNICO RESIDÊNCIADocument11 pagesCÁLCULO LUMINOTÉCNICO RESIDÊNCIAChristiene Oliveira RochaNo ratings yet
- Isolamento térmico e impermeabilização de coberturas em terraçoDocument91 pagesIsolamento térmico e impermeabilização de coberturas em terraçoSantos Cesar Dos Santos César CesarNo ratings yet
- Regência verbal em diferentes variedades linguísticasDocument40 pagesRegência verbal em diferentes variedades linguísticask4r0_oliveira100% (1)
- Rolamento 3DDocument1 pageRolamento 3Dk4r0_oliveiraNo ratings yet
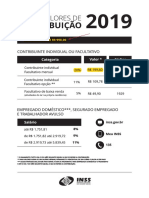
- Novos Valores de Contribuição 2019 A4Document1 pageNovos Valores de Contribuição 2019 A4Ronaldo FernandesNo ratings yet
- A Evolução Da Matemática - Plano de EnsinoDocument3 pagesA Evolução Da Matemática - Plano de Ensinok4r0_oliveiraNo ratings yet
- MBA em Gestão Business ProcessDocument39 pagesMBA em Gestão Business Processk4r0_oliveiraNo ratings yet
- Alguns Modos de Ver e Conceber o Ensino Da Matemática No BrasilDocument38 pagesAlguns Modos de Ver e Conceber o Ensino Da Matemática No BrasilJacqueline SatikoNo ratings yet
- Curso SAP ABAP e BPMDocument10 pagesCurso SAP ABAP e BPMcharlesjungbeckNo ratings yet
- Historia MatematicaDocument11 pagesHistoria MatematicakfsylvaNo ratings yet
- Edital Completo - Serviço Autônomo de Água e Esgoto de Jacareí - Saae-SpDocument43 pagesEdital Completo - Serviço Autônomo de Água e Esgoto de Jacareí - Saae-Spk4r0_oliveiraNo ratings yet
- Exercício Part DesignDocument14 pagesExercício Part Designk4r0_oliveiraNo ratings yet
- O Papel de Cloud Computing Na Indústria 4.0Document1 pageO Papel de Cloud Computing Na Indústria 4.0k4r0_oliveiraNo ratings yet
- Probabilidade - EBC I Prof. Douglas LéoDocument7 pagesProbabilidade - EBC I Prof. Douglas Léok4r0_oliveiraNo ratings yet
- Campo Elétrico: Força por Unidade de CargaDocument18 pagesCampo Elétrico: Força por Unidade de CargaLivialbinoNo ratings yet
- Pneummaqhid 12emna Ed PDFDocument1 pagePneummaqhid 12emna Ed PDFk4r0_oliveiraNo ratings yet
- Raciocínio lógico IBGE 2016Document14 pagesRaciocínio lógico IBGE 2016k4r0_oliveiraNo ratings yet
- Aula - Estudos de Linguagens e CódigosDocument22 pagesAula - Estudos de Linguagens e Códigosk4r0_oliveiraNo ratings yet
- CP CONITEC 13 2018 Experiencia Opiniao Agalsidase Alfa e Beta para Doena de Fabry1Document340 pagesCP CONITEC 13 2018 Experiencia Opiniao Agalsidase Alfa e Beta para Doena de Fabry1k4r0_oliveiraNo ratings yet
- Ativa+º+úo Do Office Professional Plus 2013Document5 pagesAtiva+º+úo Do Office Professional Plus 2013k4r0_oliveiraNo ratings yet
- Pneummaqhid 12emna Ed PDFDocument1 pagePneummaqhid 12emna Ed PDFk4r0_oliveiraNo ratings yet
- Informatica - Correios - Extensivo - Aula 00 - Slides - CorreiosDocument11 pagesInformatica - Correios - Extensivo - Aula 00 - Slides - Correiosk4r0_oliveiraNo ratings yet
- Npa 10-2006 Torqbeam - RevisadaDocument7 pagesNpa 10-2006 Torqbeam - Revisadak4r0_oliveiraNo ratings yet
- Estudo Dos Conhecimentos Tecnicos CENSO AGROPECUARIO 2017Document8 pagesEstudo Dos Conhecimentos Tecnicos CENSO AGROPECUARIO 2017Joab SouzaNo ratings yet
- AtualidadesDocument75 pagesAtualidadesDani CastroNo ratings yet
- Pneummaqhid 12emna EdDocument1 pagePneummaqhid 12emna Edk4r0_oliveiraNo ratings yet
- Formatação de artigos para revista científicaDocument7 pagesFormatação de artigos para revista científicak4r0_oliveiraNo ratings yet
- Higiene e Segurança Do Trabalho - Seção 1Document26 pagesHigiene e Segurança Do Trabalho - Seção 1k4r0_oliveiraNo ratings yet
- Plano de Negócios Do Pólo Da TilapiaDocument83 pagesPlano de Negócios Do Pólo Da TilapiaCláudio Silva50% (2)
- Hfen10 Teste Final 2 ResolucaoDocument1 pageHfen10 Teste Final 2 Resolucaofilipa50% (2)
- Relatório Fisica Exp I - Lançamento HorizontalDocument14 pagesRelatório Fisica Exp I - Lançamento HorizontaljulianoNo ratings yet
- Manual Guia FR 10-02-22 SiteDocument2 pagesManual Guia FR 10-02-22 SiteRodrigo ZanettiNo ratings yet
- Refrigeração ParcialDocument3 pagesRefrigeração ParcialRenato FilhoNo ratings yet
- Introdução aos conceitos básicos de físicaDocument126 pagesIntrodução aos conceitos básicos de físicacutiacelNo ratings yet
- Trocador de Calor FTII P2 G3Document19 pagesTrocador de Calor FTII P2 G3Gabriel SatoNo ratings yet
- Semeadura - CristalizaçãoDocument3 pagesSemeadura - CristalizaçãoGustavo ZagoNo ratings yet
- Resolucao Da Lista de Exercicios 3 - Calculos Estequiometricos - Parte 2 - 1 Bimestre 2013 - 2 SeriesDocument4 pagesResolucao Da Lista de Exercicios 3 - Calculos Estequiometricos - Parte 2 - 1 Bimestre 2013 - 2 SeriesRafael CostaNo ratings yet
- Detalhamento de equipamentos de consumidores de arDocument85 pagesDetalhamento de equipamentos de consumidores de arJopalionNo ratings yet
- Equilíbrio EletroquímicaDocument26 pagesEquilíbrio EletroquímicaHeloiseNo ratings yet
- 3852Document40 pages3852RODRIGO_RALONo ratings yet
- Exercício Ma1Document8 pagesExercício Ma1Henry MorenoNo ratings yet
- Leiautes Da EFD-Reinf v1.4 - Anexo I - TabelasDocument65 pagesLeiautes Da EFD-Reinf v1.4 - Anexo I - TabelasSidnei JosephikNo ratings yet
- SPM1202A caixa acústica ativa de alta potência e resposta planaDocument1 pageSPM1202A caixa acústica ativa de alta potência e resposta planaAlex DumontNo ratings yet
- Resultado Final CP Qtpa 2021Document2 pagesResultado Final CP Qtpa 2021Felipe MedinaNo ratings yet
- Recuperação SecundáriaDocument12 pagesRecuperação SecundáriaDélcio Dos SantosNo ratings yet
- Equipamentos para Trabalho em AlturaDocument17 pagesEquipamentos para Trabalho em AlturaAlessandro Antunes de AmorimNo ratings yet
- Suportes Painéis SolaresDocument31 pagesSuportes Painéis SolaresEdison MarquesNo ratings yet
- Documento Auxiliar Da Nota Fiscal de Energia Elétrica EletrônicaDocument2 pagesDocumento Auxiliar Da Nota Fiscal de Energia Elétrica EletrônicaalexNo ratings yet
- Soldagem SMAW - ELETRODO REVESTIDODocument5 pagesSoldagem SMAW - ELETRODO REVESTIDOLimaNo ratings yet
- Manual Stampcor Plus e Stampcor JuniorDocument20 pagesManual Stampcor Plus e Stampcor JuniorArionMage100% (3)
- Orçamento Ultralar Mudanças Aproveitamento de Carga - SR Cleber - São Paulo SP X Olinda PeDocument3 pagesOrçamento Ultralar Mudanças Aproveitamento de Carga - SR Cleber - São Paulo SP X Olinda PeCleber RodriguesNo ratings yet