You might also like
- 800D SeriesDocument3 pages800D Seriesvkeie0206No ratings yet
- Tumble Dryer T232 - 256 8 110 KGDocument5 pagesTumble Dryer T232 - 256 8 110 KGHiranthaGunarathneNo ratings yet
- PRES-E-03 Electrical Equipment - Motor & GeneratorDocument2 pagesPRES-E-03 Electrical Equipment - Motor & GeneratorsalamlinNo ratings yet
- K-FLEX HVAC Applications Installation ManualDocument63 pagesK-FLEX HVAC Applications Installation ManualMohammad TaheriNo ratings yet
- Saudi Aramco Inspection ChecklistDocument2 pagesSaudi Aramco Inspection Checklistphilipyap100% (1)
- Factors Contributing To Foarming Crude OilDocument11 pagesFactors Contributing To Foarming Crude OilSang Duong Van100% (1)
- Grade Certificate 004dp44Document1 pageGrade Certificate 004dp44Krishna Aashray EximNo ratings yet
- Equipment Specification Project - RFQ - #: XXXXXX XXXXX ES-223116Document17 pagesEquipment Specification Project - RFQ - #: XXXXXX XXXXX ES-223116Calin SeraphimNo ratings yet
- Gate & Globe PDFDocument0 pagesGate & Globe PDFZoebairNo ratings yet
- Start-Up Check ListDocument3 pagesStart-Up Check ListgustavoespinosamNo ratings yet
- Broiler Preventive Maintenance ChecklistDocument5 pagesBroiler Preventive Maintenance ChecklistFaysbuk KotoNo ratings yet
- Lub-Oil en 1602Document19 pagesLub-Oil en 1602Raúl Oscar LedesmaNo ratings yet
- Desmet Ballestra India PVT LTD: Inspection Test PlanDocument2 pagesDesmet Ballestra India PVT LTD: Inspection Test Plansameer patilNo ratings yet
- Testing and Adjusting Adjusting Valve ClearanceDocument8 pagesTesting and Adjusting Adjusting Valve ClearanceJose Cruz Martinez MedinaNo ratings yet
- Saudi Aramco Inspection Checklist: Insl-Review Qualifications For Insulation Installers SAIC-N-2002 25-May-05Document1 pageSaudi Aramco Inspection Checklist: Insl-Review Qualifications For Insulation Installers SAIC-N-2002 25-May-05philipyapNo ratings yet
- Orbinox VG08 Knife Gate ValveDocument8 pagesOrbinox VG08 Knife Gate ValveYorkistNo ratings yet
- Tipping Cylinder Leakage 15,700 OMR TR00097 2011 6 Year/ 3-AXLEDocument47 pagesTipping Cylinder Leakage 15,700 OMR TR00097 2011 6 Year/ 3-AXLEHari Hara SuthanNo ratings yet
- QAP For Conical StrainerDocument2 pagesQAP For Conical StrainersatishchidrewarNo ratings yet
- Hydro TestDocument1 pageHydro TestMilan BanerjeeNo ratings yet
- Mueller Water Distribution Products BrochureDocument12 pagesMueller Water Distribution Products BrochureForum PompieriiNo ratings yet
- Amercoat 68hs - Ingles 2015Document6 pagesAmercoat 68hs - Ingles 2015Peter CallánNo ratings yet
- Swagelok Magnehelic Gauge InstructionsDocument4 pagesSwagelok Magnehelic Gauge InstructionsAnonymous vF4wgBTdSbNo ratings yet
- Saudi Aramco Test Report: Pressure Test Report (Valve Inspection & Field Testing) 30-Apr-13Document2 pagesSaudi Aramco Test Report: Pressure Test Report (Valve Inspection & Field Testing) 30-Apr-13PradeepNo ratings yet
- SP 2154Document26 pagesSP 2154Anoop gokhaleNo ratings yet
- Final - Rotary Pre-CommissioningDocument3 pagesFinal - Rotary Pre-CommissioningLENINROMEROH4168No ratings yet
- MuellerCo HydrantReferenceGuide 12000 WebDocument85 pagesMuellerCo HydrantReferenceGuide 12000 Websugiarto MarpaungNo ratings yet
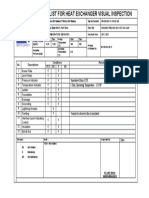
- Checklist For Heat Exchanger Visual Inspection: No. Descriptions Conditions Remarks YES NO S NSDocument1 pageChecklist For Heat Exchanger Visual Inspection: No. Descriptions Conditions Remarks YES NO S NSRizqiNo ratings yet
- Scope: Method Statement For Welding ControlDocument6 pagesScope: Method Statement For Welding ControlSIBINNo ratings yet
- 32 Samss 008Document26 pages32 Samss 008naruto256100% (1)
- Compliance Certificate For Fastners FormatDocument1 pageCompliance Certificate For Fastners FormatRudra PanditNo ratings yet
- Hvac Plant Do'S and Don'Ts Air Handling UnitDocument1 pageHvac Plant Do'S and Don'Ts Air Handling UnitSYED SHAHBAZNo ratings yet
- A60 - 780 - 3 - C4-Pressure Relief Valve Instrument Data Sheet & PDFDocument109 pagesA60 - 780 - 3 - C4-Pressure Relief Valve Instrument Data Sheet & PDFSoumiyaNo ratings yet
- 4.1 - ANX-1 Definition of Mechanical Completion PDFDocument18 pages4.1 - ANX-1 Definition of Mechanical Completion PDFLegend AnbuNo ratings yet
- Chapter 2 - Air Conditioning System - Part 2Document23 pagesChapter 2 - Air Conditioning System - Part 2khairul izzudinNo ratings yet
- Trane Submittal CVGF 650Document10 pagesTrane Submittal CVGF 650jun005No ratings yet
- Fujitsu Mini-Split Start-Up Check List PDFDocument1 pageFujitsu Mini-Split Start-Up Check List PDFXUAN CUONG PHANNo ratings yet
- Windals Precision Pvt. Ltd. Rudrapur: Pre-Dispatch Inspection ReportDocument2 pagesWindals Precision Pvt. Ltd. Rudrapur: Pre-Dispatch Inspection ReportMurtza ArzaiNo ratings yet
- Saudi Aramco Test Report: Pressure Test Report (Valve Inspection & Field Testing) 29-Jun-17Document8 pagesSaudi Aramco Test Report: Pressure Test Report (Valve Inspection & Field Testing) 29-Jun-17ziaNo ratings yet
- Eska ValveDocument34 pagesEska Valveariel_mira12345No ratings yet
- Glidermatic GRD Programming New or Additional HandsetsDocument1 pageGlidermatic GRD Programming New or Additional HandsetsJames100% (1)
- Painting Maual For Power Sector ErectionDocument32 pagesPainting Maual For Power Sector Erectionnagarathinam82No ratings yet
- 13 Samss 003 PDFDocument7 pages13 Samss 003 PDFMohamed SolimanNo ratings yet
- Compressor Maintenance LogDocument1 pageCompressor Maintenance Logsohel rana100% (1)
- Boiler Safety Checklist &Document185 pagesBoiler Safety Checklist &Steve WanNo ratings yet
- INS T 004, Tol - OvalityDocument4 pagesINS T 004, Tol - OvalityDeepakNo ratings yet
- 1-Check List CF PumpDocument2 pages1-Check List CF PumpStarla HillNo ratings yet
- Fire Inspection ChecklistDocument2 pagesFire Inspection ChecklistMedhat ElhagrasiNo ratings yet
- GL5603Document2 pagesGL5603Yairton Vargas MuñozNo ratings yet
- Schematic Diagram For Hydrotest.Document1 pageSchematic Diagram For Hydrotest.vsNo ratings yet
- Válvula 2 Stage Step StopDocument34 pagesVálvula 2 Stage Step Stopmichelin25No ratings yet
- G - 1 - A1 General Arrangment DrawingDocument1 pageG - 1 - A1 General Arrangment Drawingjonodo89No ratings yet
- Area 1Document16 pagesArea 1Camille LachicaNo ratings yet
- Band Saw2Document2 pagesBand Saw2Piyush VyasNo ratings yet
- Acid Number - A Comprehensive GuideDocument11 pagesAcid Number - A Comprehensive Guiderajeevup2004No ratings yet
- D62 - 740 - 3 - C4-Pressure Gauge General Arrangement Drawing PDFDocument6 pagesD62 - 740 - 3 - C4-Pressure Gauge General Arrangement Drawing PDFSoumiyaNo ratings yet
- 01 33 00 - Submittal ProceduresDocument5 pages01 33 00 - Submittal ProceduresSteve LezamaNo ratings yet
- 2.FIT-UP & 3. Welding ReportDocument2 pages2.FIT-UP & 3. Welding Reportkhurshid alam Khan100% (1)
- Dot - 3E (Hse) : Specification For Seamless SteelDocument15 pagesDot - 3E (Hse) : Specification For Seamless SteelsajawalNo ratings yet
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryFrom EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNo ratings yet
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionFrom EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionRating: 4.5 out of 5 stars4.5/5 (16)
- ACE/HCP4A: Angular Contact Ball Bearings, Super-PrecisionDocument5 pagesACE/HCP4A: Angular Contact Ball Bearings, Super-PrecisionkoshkeNo ratings yet
- 707 ACE/HCP4AH: Angular Contact Ball Bearings, Super-PrecisionDocument5 pages707 ACE/HCP4AH: Angular Contact Ball Bearings, Super-PrecisionkoshkeNo ratings yet
- S7002 CE/P4A: Angular Contact Ball Bearings, Super-PrecisionDocument4 pagesS7002 CE/P4A: Angular Contact Ball Bearings, Super-PrecisionkoshkeNo ratings yet
- SKF Slim Thin BearingsDocument139 pagesSKF Slim Thin Bearingsaghamdi2206No ratings yet
- Lock Nuts With Integral Locking: DimensionsDocument3 pagesLock Nuts With Integral Locking: DimensionskoshkeNo ratings yet
- Precision Lock Nuts: DimensionsDocument3 pagesPrecision Lock Nuts: DimensionskoshkeNo ratings yet
- Kmfe 7: Lock Nuts With Integral LockingDocument3 pagesKmfe 7: Lock Nuts With Integral LockingkoshkeNo ratings yet
- SCP Catalogue 2006 enDocument76 pagesSCP Catalogue 2006 enkoshkeNo ratings yet
- Izbor Ovo E987C-WWEN PDFDocument76 pagesIzbor Ovo E987C-WWEN PDFkoshkeNo ratings yet
- S71907 CD/P4A: Angular Contact Ball Bearings, Super-PrecisionDocument4 pagesS71907 CD/P4A: Angular Contact Ball Bearings, Super-PrecisionkoshkeNo ratings yet
- Clock 1Document12 pagesClock 1zotsenko85% (20)
- Echnical Pecifications: Ford C-Max & Grand C-Max SpecificationsDocument19 pagesEchnical Pecifications: Ford C-Max & Grand C-Max SpecificationskoshkeNo ratings yet
- Woodenclock Gears-Pl PDFDocument8 pagesWoodenclock Gears-Pl PDFstaticfactory928178% (9)
- Online Shop For High Precise Drive Systems by Maxon - Maxon GroupDocument4 pagesOnline Shop For High Precise Drive Systems by Maxon - Maxon GroupkoshkeNo ratings yet
- 3 D OrnamentsDocument9 pages3 D Ornamentsjefferson.lages4941No ratings yet
- TRP-4010-1xA: Premium TransponderDocument2 pagesTRP-4010-1xA: Premium TransponderkoshkeNo ratings yet
- TRP-4010-1xA.: Premium TransponderDocument2 pagesTRP-4010-1xA.: Premium TransponderkoshkeNo ratings yet
- Surge Counter IP8262 PDFDocument1 pageSurge Counter IP8262 PDFkoshkeNo ratings yet
- Workshop ManualDocument59 pagesWorkshop ManualkoshkeNo ratings yet
- Model Number Structure: Enclosed SwitchDocument22 pagesModel Number Structure: Enclosed SwitchkoshkeNo ratings yet
- TNCR024 PDFDocument7 pagesTNCR024 PDFkoshkeNo ratings yet
- Manuale D'uso Alcatel 4018Document31 pagesManuale D'uso Alcatel 4018masiar_laschaiNo ratings yet
- Model Number Structure: Enclosed SwitchDocument22 pagesModel Number Structure: Enclosed SwitchkoshkeNo ratings yet
- Helicoil Plus en 0100Document56 pagesHelicoil Plus en 0100vaseaNo ratings yet
- Senzor Nivoa VodeDocument0 pagesSenzor Nivoa VodekoshkeNo ratings yet
- B8 - Contactors - EN (Web) PDFDocument120 pagesB8 - Contactors - EN (Web) PDFkoshkeNo ratings yet
- New Products Additional To Catalogue 42 PDFDocument24 pagesNew Products Additional To Catalogue 42 PDFkoshkeNo ratings yet
- MAEDLER Katalog42 EN PDFDocument872 pagesMAEDLER Katalog42 EN PDFkoshkeNo ratings yet
- DOT 39 Disposable CylindersDocument1 pageDOT 39 Disposable CylinderskoshkeNo ratings yet
- Range Guard ManualDocument2 pagesRange Guard ManualKus MadiNo ratings yet
- Aeon8800A Service ManualDocument229 pagesAeon8800A Service ManualArtur Florián100% (2)
- Fillpac R 12 SpoutDocument380 pagesFillpac R 12 SpoutjklmohapatraNo ratings yet
- SAE-400 DC Arc Welding Power Source: Operator's ManualDocument31 pagesSAE-400 DC Arc Welding Power Source: Operator's ManualGabino Ubilio MurilloNo ratings yet
- User Manual Prima 465 Anaesthetic Machine: Anaesthesia SolutionsDocument108 pagesUser Manual Prima 465 Anaesthetic Machine: Anaesthesia SolutionsЛеонидNo ratings yet
- Biox O2 ProcedimentosDocument9 pagesBiox O2 ProcedimentosClaudia E Luis GonçalvesNo ratings yet
- 6-Jsa - For - Welding & Fitup VVSPL Process AreaDocument5 pages6-Jsa - For - Welding & Fitup VVSPL Process AreaManish PandeyNo ratings yet
- Site Safety PlanDocument39 pagesSite Safety PlanSundeep Kumar Mehta100% (2)
- Aws A5.32m-2021Document40 pagesAws A5.32m-2021Carlos Ceja100% (1)
- Millermatic 175-O1324c - MilDocument52 pagesMillermatic 175-O1324c - MilRoberto MoctezumaNo ratings yet
- Medical Liquid Oxygen Tcm410-55834Document12 pagesMedical Liquid Oxygen Tcm410-55834Geetha SoundaryaNo ratings yet
- PEFS Maintenance Manual V2.2Document60 pagesPEFS Maintenance Manual V2.2Dedy hermawanNo ratings yet
- LPG Properties (Liquefiable Petroleum Gas or LP Gas)Document4 pagesLPG Properties (Liquefiable Petroleum Gas or LP Gas)qaraman100% (1)
- General Product Catalogue ENG WEBDocument50 pagesGeneral Product Catalogue ENG WEBJamdade LaxmanNo ratings yet
- C822444-COR-HS-FRM-0014 Compressed Gas Cylinders Daily Pre-Use InspectionDocument1 pageC822444-COR-HS-FRM-0014 Compressed Gas Cylinders Daily Pre-Use InspectionAndrianto Bakri0% (1)
- Om EnglishDocument41 pagesOm EnglishMarc ChartrandNo ratings yet
- Hydraulik-Diagram - Hydraulic-Diagram - Hydraulik-Diagramm Ommelift 2100 Ebz-P 2100 Ebz-DDocument21 pagesHydraulik-Diagram - Hydraulic-Diagram - Hydraulik-Diagramm Ommelift 2100 Ebz-P 2100 Ebz-DStianNo ratings yet
- External Seam Welders ManualDocument56 pagesExternal Seam Welders ManualHéctor H. SamaniegoNo ratings yet
- PPE-5 Respiratory Protection: Blanchard Refining Company LLC Galveston Bay RefineryDocument29 pagesPPE-5 Respiratory Protection: Blanchard Refining Company LLC Galveston Bay RefineryAhmed BachayNo ratings yet
- Dangerous Goods Regulations: TABLE 2.3.A Provisions For Dangerous Goods Carried by Passengers or Crew (Subsection 2.3)Document2 pagesDangerous Goods Regulations: TABLE 2.3.A Provisions For Dangerous Goods Carried by Passengers or Crew (Subsection 2.3)LoseTheWarNo ratings yet
- Operating+Instruction SCBADocument40 pagesOperating+Instruction SCBAUlises ContrerasNo ratings yet
- Guidelines On Gas Piping Systems at Laundrettes and Similar InstallationsDocument28 pagesGuidelines On Gas Piping Systems at Laundrettes and Similar Installationskel boyNo ratings yet
- OchureDocument8 pagesOchureSachin DarneNo ratings yet
- 1 - Project HSE Plan - IMC-1 ProjectDocument95 pages1 - Project HSE Plan - IMC-1 ProjectJamalYousufNo ratings yet
- Rotarex - Changeover ManifoldDocument60 pagesRotarex - Changeover ManifoldLit Phen TuNo ratings yet
- 40 - Sec 5 - Cylinder Identification 2Document48 pages40 - Sec 5 - Cylinder Identification 2ahmedNo ratings yet
- Instruction Manual: Small Cylinder DryerDocument20 pagesInstruction Manual: Small Cylinder DryerJohn Néstor Ramirez CalderónNo ratings yet
- 900 Lb. FM-200 Cylinder: FeaturesDocument2 pages900 Lb. FM-200 Cylinder: FeaturesLogan Marquez AguayoNo ratings yet
- Perfect Flame Vertical Gas Smoker GS-2001 Owners ManualDocument68 pagesPerfect Flame Vertical Gas Smoker GS-2001 Owners ManualMatthew Leingang67% (3)