You might also like
- Trivalent Chromium Passivation - 27!04!11Document7 pagesTrivalent Chromium Passivation - 27!04!11smallik3No ratings yet
- Test Cells For Plating PDFDocument7 pagesTest Cells For Plating PDFR.SubramanianNo ratings yet
- Pollution Prevention Technology Profile Trivalent Chromium Replacements For Hexavalent Chromium Plating November 18, 2003Document14 pagesPollution Prevention Technology Profile Trivalent Chromium Replacements For Hexavalent Chromium Plating November 18, 2003Will PetitNo ratings yet
- Coating and Deposition Processes - Chapter 29Document41 pagesCoating and Deposition Processes - Chapter 29xharpreetxNo ratings yet
- Electro Plating General TheoriesDocument10 pagesElectro Plating General TheoriesSathiyaPrakashNo ratings yet
- 07-Hull Cell R-10-14Document22 pages07-Hull Cell R-10-14Alejandro AvalosNo ratings yet
- Hull Cell Review PDFDocument4 pagesHull Cell Review PDFR.SubramanianNo ratings yet
- Electrophoretic DepositionDocument7 pagesElectrophoretic Depositionpuneetchawla9No ratings yet
- Hingley - PHD ThesisDocument233 pagesHingley - PHD ThesisCicero Gomes de SouzaNo ratings yet
- Hull Cell ReviewDocument4 pagesHull Cell ReviewR.SubramanianNo ratings yet
- Electrodeposition Andreas Tolz PPGDocument14 pagesElectrodeposition Andreas Tolz PPGAndi MusdalifahNo ratings yet
- Hull Cell Yamamoto MS PDFDocument16 pagesHull Cell Yamamoto MS PDFHaydee VNo ratings yet
- Electroplating BlowersDocument6 pagesElectroplating BlowersSanjeev KachharaNo ratings yet
- Acid Zinc 2Document6 pagesAcid Zinc 2Muhammad SaqibNo ratings yet
- Corrosion SolutionsDocument22 pagesCorrosion SolutionsSopanghadgeNo ratings yet
- ASE 02 FundamentalDocument62 pagesASE 02 FundamentalsriNo ratings yet
- Zinc PlatingDocument4 pagesZinc Platingrohitpatil330% (1)
- Decorative Chromium PlatingDocument8 pagesDecorative Chromium Platingcauthon82No ratings yet
- Comparative Study of Rust Converters For Historic Outdoor MetalworkDocument5 pagesComparative Study of Rust Converters For Historic Outdoor MetalworkMolly0630No ratings yet
- Bright Chrome HR 75Document12 pagesBright Chrome HR 75Ringga sonifaNo ratings yet
- Chrom I TingDocument11 pagesChrom I TingAshish RawatNo ratings yet
- Poly Phenylene Oxide (PPO) : Corporate Training and PlanningDocument27 pagesPoly Phenylene Oxide (PPO) : Corporate Training and PlanningAkash YadavNo ratings yet
- Metal Finishing NovDec2012Document60 pagesMetal Finishing NovDec2012anacrisst100% (1)
- Black PassivationDocument12 pagesBlack PassivationZineb100% (1)
- Preparation of Sheet Steel For Porcelain EnamelingDocument9 pagesPreparation of Sheet Steel For Porcelain EnamelingMohammad YoussefiNo ratings yet
- Electrodeposition of Coatings, Part V: Surface Defects: Oatings LinicDocument1 pageElectrodeposition of Coatings, Part V: Surface Defects: Oatings LinicMaddyNo ratings yet
- Anodizing Standards and and Quality Control Tests Quality Control Tests of America's AutomakersDocument25 pagesAnodizing Standards and and Quality Control Tests Quality Control Tests of America's AutomakersshrikantbagalNo ratings yet
- Effect of Chemical Composition of Zinc Phosphating Solution On Phosphate Coating PropertiesDocument12 pagesEffect of Chemical Composition of Zinc Phosphating Solution On Phosphate Coating PropertiesJhon QsacNo ratings yet
- Zn-Fe-Al Phase Diagram Low TempDocument16 pagesZn-Fe-Al Phase Diagram Low Tempbdavis33100% (1)
- Zinc Phosphating - Zinc Phosphate Coating - Zinc PhosphatizingDocument2 pagesZinc Phosphating - Zinc Phosphate Coating - Zinc Phosphatizingpuri16No ratings yet
- Accepted Manuscript: 10.1016/j.surfcoat.2017.01.025Document47 pagesAccepted Manuscript: 10.1016/j.surfcoat.2017.01.025Rosa VasquezNo ratings yet
- Do's & Don'ts For Impurities in Nickel Plating SolutionsDocument2 pagesDo's & Don'ts For Impurities in Nickel Plating SolutionsHiden HidenNo ratings yet
- Protective CoatingDocument6 pagesProtective CoatingPinaki RahaNo ratings yet
- Guidelines For Treatment of Galvanized Cooling Towers To Prevent White RustDocument8 pagesGuidelines For Treatment of Galvanized Cooling Towers To Prevent White RustSivakumar Selvaraj100% (1)
- Hard Chrome 105 Plating ProcesDocument3 pagesHard Chrome 105 Plating ProcesKishora BhatNo ratings yet
- Corrosion Inhibitors in Conversion Coatings. IIIDocument7 pagesCorrosion Inhibitors in Conversion Coatings. IIIAnonymous 6tg80e6BqANo ratings yet
- ImportedfromGoogleNotebook MaterialScienceDocument97 pagesImportedfromGoogleNotebook MaterialScienceHarish PothepalliNo ratings yet
- Porous Anodic Metal OxidesDocument20 pagesPorous Anodic Metal Oxidescargetoianu2357No ratings yet
- Formulating PDFDocument123 pagesFormulating PDFPranshu JainNo ratings yet
- Electroplating Phosphating Powder Coating and Metal Finishing PDFDocument149 pagesElectroplating Phosphating Powder Coating and Metal Finishing PDFmiguelin9169100% (2)
- Waterborne Acrylic Elastomeric Roof Coatings: - September 2016Document9 pagesWaterborne Acrylic Elastomeric Roof Coatings: - September 2016nanoNo ratings yet
- Molybdenum PDFDocument6 pagesMolybdenum PDFJessie PimentelNo ratings yet
- Corrosion Inhibitors: Presented By: Rishikesh Kr. Kaushik Semester-VII Roll No-24 Na&Sb CusatDocument34 pagesCorrosion Inhibitors: Presented By: Rishikesh Kr. Kaushik Semester-VII Roll No-24 Na&Sb CusatRishikesh KaushikNo ratings yet
- Treatment of Electroplating WasteDocument8 pagesTreatment of Electroplating WasteHajar HadisNo ratings yet
- Plant Extracts As Green Corrosion Inhibitors For Different Metal Surfaces and Corrosive Media.A Review - MiralrioDocument27 pagesPlant Extracts As Green Corrosion Inhibitors For Different Metal Surfaces and Corrosive Media.A Review - MiralrioHenry OrozcoNo ratings yet
- Electrodeposition of MetalDocument4 pagesElectrodeposition of MetalvkmsNo ratings yet
- Potassium FeldsparDocument6 pagesPotassium FeldsparSengupta VivekNo ratings yet
- Bright Zinc PlatingDocument3 pagesBright Zinc PlatingHacı OsmanNo ratings yet
- 04 AWT Corrosion ControlDocument72 pages04 AWT Corrosion ControlTony NietoNo ratings yet
- Chromate-Free Coatings Systems For Aerospace and Defence Applications - PRA World PDFDocument23 pagesChromate-Free Coatings Systems For Aerospace and Defence Applications - PRA World PDFpappuNo ratings yet
- White RustDocument9 pagesWhite Rustjljljljl4No ratings yet
- A Review - Weight Loss Studies On The Corrosion Behavior of Some Metals in Various MediaDocument8 pagesA Review - Weight Loss Studies On The Corrosion Behavior of Some Metals in Various MediaRonald GarciaNo ratings yet
- Corrosion & Degradation of MaterialsDocument34 pagesCorrosion & Degradation of MaterialsHakimi BobNo ratings yet
- Surface & Coatings Technology: Papers Presented at the Third International Conference on Plasma Surface Engineering, Garmisch-Partenkirchen, Germany, October 26–29, 1992From EverandSurface & Coatings Technology: Papers Presented at the Third International Conference on Plasma Surface Engineering, Garmisch-Partenkirchen, Germany, October 26–29, 1992No ratings yet
- Overall Aspects of Non-Traditional Glasses: Synthesis, Properties and ApplicationsFrom EverandOverall Aspects of Non-Traditional Glasses: Synthesis, Properties and ApplicationsNo ratings yet
- Clays and Clay Minerals: Proceedings of the Fourteenth National Conference, Berkeley, CaliforniaFrom EverandClays and Clay Minerals: Proceedings of the Fourteenth National Conference, Berkeley, CaliforniaS. W. BaileyNo ratings yet
- How to Name an Inorganic Substance: A Guide to the Use of Nomenclature of Inorganic Chemistry: Definitive Rules 1970From EverandHow to Name an Inorganic Substance: A Guide to the Use of Nomenclature of Inorganic Chemistry: Definitive Rules 1970Rating: 5 out of 5 stars5/5 (1)
- On Highway Vehicles Off-Highway MachineryDocument8 pagesOn Highway Vehicles Off-Highway MachinerykarthegreNo ratings yet
- Shot Peening Effect On Fatigue Life of EN GJS 600Document9 pagesShot Peening Effect On Fatigue Life of EN GJS 600karthegreNo ratings yet
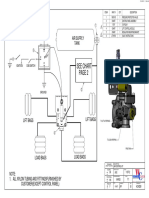
- Application Questionnaire: Trailer Suspension SystemsDocument4 pagesApplication Questionnaire: Trailer Suspension SystemskarthegreNo ratings yet
- Link Engineering Dearborn Cert Scope V 008Document8 pagesLink Engineering Dearborn Cert Scope V 008karthegreNo ratings yet
- Technical Procedure: Hendrickson Trailer AxlesDocument20 pagesTechnical Procedure: Hendrickson Trailer AxleskarthegreNo ratings yet
- SC05 AMECA Wheel and Suspension Components Product Certification Program R14Document25 pagesSC05 AMECA Wheel and Suspension Components Product Certification Program R14karthegreNo ratings yet
- Fatigue Performance Evaluation of Forged Versus CoDocument20 pagesFatigue Performance Evaluation of Forged Versus CokarthegreNo ratings yet
- Technical Bulletin: Maintenance ProceduresDocument1 pageTechnical Bulletin: Maintenance ProcedureskarthegreNo ratings yet
- B18 American National Standards For Bolts, Nuts, Rivets, Screws, Washers, and Similar FastenersDocument1 pageB18 American National Standards For Bolts, Nuts, Rivets, Screws, Washers, and Similar FastenerskarthegreNo ratings yet
- APQP - Advanced Product Quality Planning: Ensuring Perfection From Concept To CustomerDocument2 pagesAPQP - Advanced Product Quality Planning: Ensuring Perfection From Concept To CustomerkarthegreNo ratings yet
- SL20K-2065 Pressure Chart: Output at Ground (LBS.) 6000 8000 10000 12000 14000 16000 17000 18000 19000 20000Document1 pageSL20K-2065 Pressure Chart: Output at Ground (LBS.) 6000 8000 10000 12000 14000 16000 17000 18000 19000 20000karthegreNo ratings yet
- Reqno jrc56672 jrc56672 Eniq Report 41 PDFDocument72 pagesReqno jrc56672 jrc56672 Eniq Report 41 PDFkarthegreNo ratings yet
- ACK250Document6 pagesACK250karthegreNo ratings yet
- How To Activate International Roaming From JioDocument9 pagesHow To Activate International Roaming From JiokarthegreNo ratings yet
- A A 52512Document8 pagesA A 52512karthegreNo ratings yet
- MTS Testing Solutions For Materials & ComponentsDocument34 pagesMTS Testing Solutions For Materials & ComponentskarthegreNo ratings yet
- How To Activate International Roaming From JioDocument9 pagesHow To Activate International Roaming From JiokarthegreNo ratings yet
- Stack-Up Analysis of Statistical Tolerance Indices For Linear Function Model Using Monte Carlo SimulationDocument10 pagesStack-Up Analysis of Statistical Tolerance Indices For Linear Function Model Using Monte Carlo SimulationkarthegreNo ratings yet
- Alpine Precision: Streamlining Documentation in A Globally Dispersed Manufacturing OperationDocument7 pagesAlpine Precision: Streamlining Documentation in A Globally Dispersed Manufacturing OperationkarthegreNo ratings yet
- International Roaming (Ir) Helpful Tips: 22 Countries 170 Countries 170 CountriesDocument7 pagesInternational Roaming (Ir) Helpful Tips: 22 Countries 170 Countries 170 Countrieskarthegre0% (1)
- E10110 1 0 07 13 - TechnischeSauberkeit - LQ PDFDocument12 pagesE10110 1 0 07 13 - TechnischeSauberkeit - LQ PDFkarthegreNo ratings yet
- Lattice-Leveraging Design Review White PaperDocument9 pagesLattice-Leveraging Design Review White PaperkarthegreNo ratings yet
- Deep Groove Ball bearings-6306-2RS1Document1 pageDeep Groove Ball bearings-6306-2RS1karthegreNo ratings yet
- Delivering Innovation in Digital Manufacturing Through XVL: White PaperDocument5 pagesDelivering Innovation in Digital Manufacturing Through XVL: White PaperkarthegreNo ratings yet
- Eb Tariff LatestDocument1 pageEb Tariff LatestSankar GaneshNo ratings yet
- E10110 1 0 07 13 - TechnischeSauberkeit - LQ PDFDocument12 pagesE10110 1 0 07 13 - TechnischeSauberkeit - LQ PDFkarthegreNo ratings yet
- Health ProfileDocument4 pagesHealth ProfilekarthegreNo ratings yet
- Lattice-XVL A Compact and Qualified 3D Representation With Lattice Mesh and Surface For The InternetDocument7 pagesLattice-XVL A Compact and Qualified 3D Representation With Lattice Mesh and Surface For The InternetkarthegreNo ratings yet
- Design Guide PDFDocument117 pagesDesign Guide PDFAndres FacuNo ratings yet
- SD 1012Document1 pageSD 1012karthegreNo ratings yet
- Growing Importance of Cotton Blends in Apparel MarketDocument10 pagesGrowing Importance of Cotton Blends in Apparel Marketchamp2357No ratings yet
- FRP Strengthening-What Designers Need To KnowDocument4 pagesFRP Strengthening-What Designers Need To KnowProfessor Dr. Nabeel Al-Bayati-Consultant EngineerNo ratings yet
- Reducing Tee Table Carbon Steel FittingDocument8 pagesReducing Tee Table Carbon Steel FittingAlmario SagunNo ratings yet
- SOQDocument11 pagesSOQexecutive engineer1No ratings yet
- Duplex Stainless Steel Part 1Document2 pagesDuplex Stainless Steel Part 1aviant_gardNo ratings yet
- Heat Transfer Enhancement Using Nano FluidsDocument17 pagesHeat Transfer Enhancement Using Nano FluidsranjithkrajNo ratings yet
- Use of Aggregates From Recycled Construction and Demolition Waste in ConcreteDocument11 pagesUse of Aggregates From Recycled Construction and Demolition Waste in ConcreteJulian PerezNo ratings yet
- Chapter 2-Literature ReviewDocument15 pagesChapter 2-Literature ReviewTarani Tharan100% (2)
- Complete Application Manual PDFDocument101 pagesComplete Application Manual PDFNerinel CoronadoNo ratings yet
- Victa 2 Engine BlockDocument4 pagesVicta 2 Engine BlockJair Parreira50% (2)
- Rawl R Kex 400 SpecDocument1 pageRawl R Kex 400 Speccromwell2000No ratings yet
- Lewis, A. Et Al. Conserving A Car Tonnage Foot Case. 2010Document8 pagesLewis, A. Et Al. Conserving A Car Tonnage Foot Case. 2010Trinidad Pasíes Arqueología-ConservaciónNo ratings yet
- Styrodur Cellar InsulationDocument20 pagesStyrodur Cellar InsulationclazarNo ratings yet
- Ems em FW Paneel Firetec enDocument2 pagesEms em FW Paneel Firetec enzlatkokrsicNo ratings yet
- Arif ProjectDocument75 pagesArif ProjectWaqas Mehmood BaigNo ratings yet
- Cement Additives Cross Reference PDFDocument23 pagesCement Additives Cross Reference PDFnightwindowNo ratings yet
- January 1999 Board Examination-Rhenz-1Document6 pagesJanuary 1999 Board Examination-Rhenz-1thirdyNo ratings yet
- Specification For Aluminum and Aluminum-Alloy Extruded Bars, Rods, and ProfilesDocument10 pagesSpecification For Aluminum and Aluminum-Alloy Extruded Bars, Rods, and ProfilesShradha SinghaniaNo ratings yet
- Defects of HPDC With BifilmDocument22 pagesDefects of HPDC With BifilmdocphantomNo ratings yet
- MSPCC 97Document106 pagesMSPCC 97dimitrios25No ratings yet
- Beton: Granitoker Gres Fine PorcellanatoDocument40 pagesBeton: Granitoker Gres Fine PorcellanatoCasalgrande Padana100% (1)
- 20 X 70Document102 pages20 X 70MatAlengNo ratings yet
- Dynapol Types Can CoatingDocument4 pagesDynapol Types Can CoatingYousry ElToukhee100% (1)
- Cement TEST FORMATDocument8 pagesCement TEST FORMATmanishjonw100% (1)
- Melting Pour Aluvian GoldDocument2 pagesMelting Pour Aluvian GoldRosinaldo Araújo LimaNo ratings yet
- Spancrete - CarbonCast - HP Insulated Wall PanelsDocument8 pagesSpancrete - CarbonCast - HP Insulated Wall PanelsMattSearsNo ratings yet
- Latvia Civil Engineering 2011Document271 pagesLatvia Civil Engineering 2011Daniel RangelNo ratings yet
- Solid Round Micro Cutting Tools CatalogDocument315 pagesSolid Round Micro Cutting Tools Catalogdon-donnolaNo ratings yet
- Raceways and BoxesDocument7 pagesRaceways and BoxesjosemartinpenatorresNo ratings yet