Professional Documents
Culture Documents
Demo Asme PWHT Preheat
Uploaded by
Walter TrajadaOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Demo Asme PWHT Preheat
Uploaded by
Walter TrajadaCopyright:
Available Formats
P Group No. No.
5A
5B
10I
31
45
51
5C
9A
9B
10A
10B
10C
10H
11A
11B
11B
10
62
10J
21
22
23
25
32
33
34
35
41
42
43
44
46
49
52
53
61
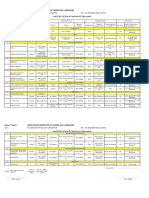
ASME Section VIII-Division 1, Pressure Vesse PWHT ASME Section VIII-Division 1; Requirements for PWHT of Table UCS-56 Min. Holding Temperature; Demo F (Demo C) Min. Holding Time for Weld Thickness (Nominal): Up to 2 in. (50 mm); 1 hr/in. (2 min/mm), 15 min Min. Over 2 in. (50 mm); 2 hr plus 15 min for each additional inch over 2 in. (50 mm) Heating and Cooling rate: Max. Demo F (Demo C) per hr divided by the maximum thickness of material in inches at the weld, but no more than Demo F (Demo C)/hr; Min. Demo F (Demo C)/hr For Mandatory & Non-Mandatory thickness conditions of PWHT, See Note (2) of Table UCS-56 ASME Section VIII-Division 1; Requirements for PWHT of Table UCS-56 Min. Holding Temperature; Demo F (Demo C) Min. Holding Time for Weld Thickness (Nominal): Up to 2 in. (50 mm); 1 hr/in. (2 min/mm), 15 min Min. Over 2 in. (50 mm); 2 hr plus 15 min for each additional inch over 2 in. (50 mm) Heating and Cooling rate: Max. Demo F (Demo C) per hr divided by the maximum thickness of material in inches at the weld, but no more than Demo F (Demo C)/hr; Min. Demo F (Demo C)/hr For Mandatory & Non-Mandatory thickness conditions of PWHT, See Notes (2), (3), (4) of Table UCS-56 ASME Section VIII-Division 1; Requirements for PWHT of Table UCS-56 Min. Holding Temperature; Demo F (Demo C) Min. Holding Time for Weld Thickness (Nominal): Up to 2 in. (50 mm); 1 hr/in. (2 min/mm), 15 min Min. Over 2 in. (50 mm); 2 hr plus 15 min for each additional inch over 2 in. (50 mm) Heating and Cooling rate: Max. Demo F (Demo C) per hr divided by the maximum thickness of material in inches at the weld, but no more than Demo F (Demo C)/hr; Min. Demo F (Demo C)/hr For Mandatory & Non-Mandatory thickness conditions of PWHT, See Notes (2), (3), (4) of Table UCS-56 ASME Section VIII-Division 1; Requirements for PWHT of Table UCS-56 Min. Holding Temperature; Demo F (Demo C) Min. Holding Time for Weld Thickness (Nominal): Up to 2 in. (50 mm); 1 hr/in. (2 min/mm), 15 min Min. Over 2 in. (50 mm) to 5 in. (125 mm); 1 hr/in. (2 min/mm) Over 5 in. (125 mm); 5 hr plus 15 min for each additional inch over 5 in. (125 mm) Heating and Cooling rate: Max. Demo F (Demo C) per hr divided by the maximum thickness of material in inches at the weld, but no more than Demo F (Demo C)/hr; Min. Demo F (Demo C)/hr ASME Section VIII-Division 1; Requirements for PWHT of Table UCS-56 Min. Holding Temperature; Demo F (Demo C) Min. Holding Time for Weld Thickness (Nominal): Up to 2 in. (50 mm); 1 hr/in. (2 min/mm), 15 min Min. Over 2 in. (50 mm) to 5 in. (125 mm); 1 hr/in. (2 min/mm) Over 5 in. (125 mm); 5 hr plus 15 min for each additional inch over 5 in. (125 mm) Heating and Cooling rate: Max. Demo F (Demo C) per hr divided by the maximum thickness of material in inches at the weld, but no more than Demo F (Demo C)/hr; Min. Demo F (Demo C)/hr For Non-Mandatory conditions of PWHT, See Notes (1), (2) of Table UCS-56 For PWHT at lower temperatures for longer periods of time, See Note (3) of Table UCS-56
ASME Section VIII-Division 1; Requirements for PWHT of Table UCS-56 Min. Holding Temperature; Demo F (Demo C) Min. Holding Time for Weld Thickness (Nominal): Up to 2 in. (50 mm); 1 hr/in. (2 min/mm), 15 min Min. Over 2 in. (50 mm) to 5 in. (125 mm); 1 hr/in. (2 min/mm) Over 5 in. (125 mm); 5 hr plus 15 min for each additional inch over 5 in. (125 mm) Heating and Cooling rate: Max. Demo F (Demo C) per hr divided by the maximum thickness of material in inches at the weld, but no more than Demo F (Demo C)/hr; Min. Demo F (Demo C)/hr For Non-Mandatory conditions of PWHT, See Notes (1), (2) of Table UCS-56 For PWHT at lower temperatures for longer periods of time, See Note (3) of Table UCS-56
ASME Section VIII-Division 1; Requirements for PWHT of Table UHA-32 Min. Holding Temperature; Demo F (Demo C) Min. Holding Time for Weld Thickness (Nominal): Up to 2 in. (50 mm); 1 hr/in. (2 min/mm), 15 min Min. Over 2 in. (50 mm); 2 hr plus 15 min for each additional inch (25 mm) Heating and Cooling rate: Max. Demo F (Demo C) per hr divided by the maximum thickness of material in inches at the weld, but no more than Demo F (Demo C)/hr; Min. Demo F (Demo C)/hr For Non-Mandatory conditions of PWHTof Type 410 material, See Notes (1), (2) of Table UHA-32
ASME Section VIII-Division 1; Requirements for PWHT of Table UHA-32 Min. Holding Temperature; Demo F (Demo C) Min. Holding Time for Weld Thickness (Nominal): Up to 2 in. (50 mm); 1 hr/in. (2 min/mm), 15 min Min. Over 2 in. (50 mm); 2 hr plus 15 min for each additional inch (25 mm) Heating and Cooling rate: Max. Demo F (Demo C) per hr divided by the maximum thickness of material in inches at the weld, but no more than Demo F (Demo C)/hr; Min. Demo F (Demo C)/hr For Non-Mandatory conditions of PWHTof Type 410 material, See Notes (1), (2) of Table UHA-32 ASME Section VIII-Division 1; Requirements for PWHT of Table UHA-32 Min. Holding Temperature; Demo F (Demo C) Min. Holding Time for Weld Thickness (Nominal): Up to 2 in. (50 mm); 1 hr/in. (2 min/mm), 15 min Min. Over 2 in. (50 mm); 2 hr plus 15 min for each additional inch (25 mm) Heating Rate: Max. Demo F (Demo C) per hr divided by the maximum thickness of material in inches at the weld, but no more than Demo F (Demo C)/hr; Min. Demo F (Demo C)/hr Cooling Rate: Max. Demo F (Demo C) per hr in the range above Demo F (Demo C) after which the cooling rate shall be sufficiently rapid to prevent embrittlement. For Non-Mandatory conditions of PWHTof Type 405 or Type 410S material, See Note (1) of Table UHA-32 For PWHT exemption material Type, See Note (3) of Table UHA-32 ASME Section VIII-Division 1; Requirements for PWHT of Table UHA-32 PWHT is neither required nor prohibited for joints between austenitic stainless steels of the P-No. 8 group.
ASME Section VIII-Division 1; Requirements for PWHT of Table UHA-32 Min. Holding Temperature; Demo F (Demo C) Min. Holding Time for Weld Thickness (Nominal): Up to 2 in. (50 mm); 1 hr/in. (2 min/mm), 15 min Min. Over 2 in. (50 mm); 1 hr/in. (2 min/mm) Heating and Cooling rate: Max. Demo F (Demo C) per hr divided by the maximum thickness of material in inches at the weld, but no more than Demo F (Demo C)/hr; Min. Demo F (Demo C)/hr PWHT is neither required nor prohibited for a thickness of 12 in. (13 mm) or less For PWHT conditions, See Notes (1), (3) of Table UHA-32 ASME Section VIII-Division 1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Requirements for PWHT of Table UCS-56 Min. Holding Temperature; Demo F (Demo C) Min. Holding Time for Weld Thickness (Nominal): Up to 2 in. (50 mm); 1 hr/in. (2 min/mm), 15 min Min. Over 2 in. (50 mm) to 5 in. (125 mm); 1 hr/in. (2 min/mm) Over 5 in. (125 mm); 5 hr plus 15 min for each additional inch over 5 in. (125 mm) Heating and Cooling rate: Max. Demo F (Demo C) per hr divided by the maximum thickness of material in inches at the weld, but no more than Demo F (Demo C)/hr; Min. Demo F (Demo C)/hr For Non-Mandatory conditions of PWHT, See Notes (1), (2) of Table UCS-56 For PWHT at lower temperatures for longer periods of time, See Note (3) of Table UCS-56 ASME Section VIII-Division 1; Requirements for PWHT of Table UHT-56 PWHT Temperature; Demo F (Demo C) Thickness requiring PWHT: Over 0.58 in. (15 mm) Holding Time: 1 hr/in. (2 min/mm), 1/4 hr Min. Heating and Cooling rate: Max. Demo F (Demo C) per hr divided by the maximum thickness of material in inches at the weld, but no more than Demo F (Demo C)/hr; Min. Demo F (Demo C)/hr ASME Section VIII-Division 1; Requirements for PWHT of Table UCS-56 Min. Holding Temperature; Demo F (Demo C) Min. Holding Time: 1 hr Min., plus 15 min/in. (25 mm) for Weld Thickness (Nominal) over 1 in. (25 mm) Heating and Cooling rate: Max. Demo F (Demo C) per hr divided by the maximum thickness of material in inches at the weld, but no more than Demo F (Demo C)/hr; Min. Demo F (Demo C)/hr For PWHT at lower temperatures for longer periods of time, See Note (1) of Table UCS-56 For Mandatory & Non-Mandatory conditions of PWHT, See Notes (2), (3), (4) of Table UCS-56
ASME Section VIII-Division 1; Requirements for PWHT of Table UCS-56 Min. Holding Temperature; Demo F (Demo C) Max. Holding Temperature; Demo F (Demo C) Min. Holding Time: 1 hr Min., plus 15 min/in. (25 mm) for Weld Thickness (Nominal) over 1 in. (25 mm) Heating and Cooling rate: Max. Demo F (Demo C) per hr divided by the maximum thickness of material in inches at the weld, but no more than Demo F (Demo C)/hr; Min. Demo F (Demo C)/hr For PWHT at lower temperatures for longer periods of time, See Note (1) of Table UCS-56 For Mandatory & Non-Mandatory conditions of PWHT, See Notes (3), (4), (5) of Table UCS-56 ASME Section VIII-Division 1; Requirements for PWHT of Table UCS-56 Min. Holding Temperature; Demo F (Demo C) Min. Holding Time: 1 hr Min., plus 15 min/in. (25 mm) for Weld Thickness (Nominal) over 1 in. (25 mm) Heating and Cooling rate: Max. Demo F (Demo C) per hr divided by the maximum thickness of material in inches at the weld, but no more than Demo F (Demo C)/hr; Min. Demo F (Demo C)/hr For PWHT at lower temperatures for longer periods of time, See Note (1) of Table UCS-56 For Mandatory & Non-Mandatory conditions of PWHT, See Notes (2), (3), (4) of Table UCS-56 ASME Section VIII-Division 1; Requirements for PWHT of Table UCS-56 Min. Holding Temperature; Demo F (Demo C) Min. Holding Time: 1 hr Min., plus 15 min/in. (25 mm) for Weld Thickness (Nominal) over 1 in. (25 mm) Heating and Cooling rate: Max. Demo F (Demo C) per hr divided by the maximum thickness of material in inches at the weld, but no more than Demo F (Demo C)/hr; Min. Demo F (Demo C)/hr For heating rate less than Demo F (Demo C)/hr, the additional 15 min/in. (25 mm) holding time is not required. ASME Section VIII-Division 1; Requirements for PWHT of Table UCS-56 Min. Holding Temperature; Demo F (Demo C) Min. Holding Time: 1 hr Min., plus 15 min/in. (25 mm) for Weld Thickness (Nominal) over 1 in. (25 mm) Heating and Cooling rate: Max. Demo F (Demo C) per hr divided by the maximum thickness of material in inches at the weld, but no more than Demo F (Demo C)/hr; Min. Demo F (Demo C)/hr For PWHT at lower temperatures for longer periods of time, See Note (1) of Table UCS-56 For Mandatory & Non-Mandatory conditions of PWHT, See Notes (2), (3), (4) of Table UCS-56 ASME Section VIII-Division 1; Requirements for PWHT of Table UHA-32 PWHT is neither required nor prohibited for joints between austenitic stainless steels of the P-No. 10H group. For PWHT temperatures, when heat treatment decided, See Note (1) of Table UHA-32 ASME Section VIII-Division 1; Requirements for PWHT of Table UHT-56 PWHT Temperature; Demo F (Demo C) Thickness requiring PWHT: Over 2 in. (50 mm) Holding Time: 1 hr/in. (2 min/mm), 2 hr Min. Heating and Cooling rate: Max. Demo F (Demo C) per hr divided by the maximum thickness of material in inches at the weld, but no more than Demo F (Demo C)/hr; Min. Demo F (Demo C)/hr
ASME Section VIII-Division 1; Requirements for PWHT of Table UHT-56 PWHT Temperature; Demo F (Demo C) Thickness requiring PWHT: Over 0.58 in. (15 mm) Holding Time: 1 hr/in. (2 min/mm), 1/4 hr Min. Heating and Cooling rate: Max. Demo F (Demo C) per hr divided by the maximum thickness of material in inches at the weld, but no more than Demo F (Demo C)/hr; Min. Demo F (Demo C)/hr See UHT-82(f).
ASME Section VIII-Division 1; Requirements for PWHT of Table UHT-56 PWHT Temperature; Demo F (Demo C) Thickness requiring PWHT: Over 0.58 in. (15 mm) Holding Time: 1 hr/in. (2 min/mm), 1/4 hr Min. Heating and Cooling rate: Max. Demo F (Demo C) per hr divided by the maximum thickness of material in inches at the weld, but no more than Demo F (Demo C)/hr; Min. Demo F (Demo C)/hr See UHT-82(f).
ASME Section VIII-Division 1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS).
ision 1, Pressure Vessels Preheat
ASME Section VIII-Division 1; Preheating from Appendix R (a) Demo F (Demo C) for material which has both a specified maximum carbon content in excess of 0.30% and a thickness at the joint in excess of 1 in. (25 mm); (b) Demo F (Demo C) for all other materials of P-No. 1 group.
ASME Section VIII-Division 1; Preheating from Appendix R (a) Demo F (Demo C) for material which has either a specified minimum tensile strength in excess of 70,000 psi (480 MPa) or a thickness at the joint in excess of 5/8 in. (16 mm); (b) Demo F (Demo C) for all other materials of P-No. 3 group.
ASME Section VIII-Division 1; Preheating from Appendix R (a) Demo F (Demo C) for material which has either a specified minimum tensile strength in excess of 70,000 psi (480 MPa) or a thickness at the joint in excess of 5/8 in. (16 mm); (b) Demo F (Demo C) for all other materials of P-No. 3 group.
ASME Section VIII-Division 1; Preheating from Appendix R (a) Demo F (Demo C) for material which has either a specified minimum tensile strength in excess of 60,000 psi (410 MPa) or a thickness at the joint in excess of 1/2 in. (13 mm); (b) Demo F (Demo C) for all other materials of P-No. 4 group.
ASME Section VIII-Division 1; Preheating from Appendix R (a) Demo F (Demo C) for material which has either a specified minimum tensile strength in excess of 60,000 psi (410 MPa) or has both a specified minimum chromium content above 6.0% and a thickness at the joint in excess of 1/2 in. (13 mm); (b) Demo F (Demo C) for all other materials of P-No. 5A group.
ASME Section VIII-Division 1; Preheating from Appendix R (a) Demo F (Demo C) for material which has either a specified minimum tensile strength in excess of 60,000 psi (410 MPa) or has both a specified minimum chromium content above 6.0% and a thickness at the joint in excess of 1/2 in. (13 mm); (b) Demo F (Demo C) for all other materials of P-No. 5B group.
ASME Section VIII-Division 1; Preheating from Appendix R Demo F (Demo C) for materials of P-No. 6 group.
ASME Section VIII-Division 1; Preheating from Appendix R Demo F (Demo C) for materials of P-No. 6 group.
ASME Section VIII-Division 1; Preheating from Appendix R Preheating is not required for materials of P-No. 7 group. ASME Section VIII-Division 1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1; Preheating from Appendix R Demo F (Demo C) with interpass temperature maintained between Demo F (Demo C) for materials of P-No. 10I group. ASME Section VIII-Division 1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1; Preheating from Appendix R Demo F (Demo C) for materials of P-No. 9A group.
ASME Section VIII-Division 1; Preheating from Appendix R Demo F (Demo C) for materials of P-No. 9B group.
ASME Section VIII-Division 1; Preheating from Appendix R Demo F (Demo C) for materials of P-No. 10A group.
ASME Section VIII-Division 1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1; Preheating from Appendix R Preheating is not required for P-No. 11A, Group No. 1 materials. Consideration shall be given to the limitation of interpass temperature for various thicknesses to avoid detrimental effects on the mechanical properties of heat treated materials.
ASME Section VIII-Division 1; Preheating from Appendix R (a) Demo F (Demo C) for material which has either a specified minimum tensile strength in excess of 70,000 psi (480 MPa) or a thickness at the joint in excess of 5/8 in. (16 mm); (b) Demo F (Demo C) for all other materials of P-No. 11B Group No. 3 Consideration shall be given to the limitation of interpass temperature for various thicknesses to avoid detrimental effects on the mechanical properties of heat treated materials. ASME Section VIII-Division 1; Preheating from Appendix R (a) Demo F (Demo C) for material which has either a specified minimum tensile strength in excess of 60,000 psi (410 MPa) or has both a specified minimum chromium content above 6.0% and a thickness at the joint in excess of 1/2 in. (13 mm); (b) Demo F (Demo C) for all other materials of P-No. 11B Group No. 6 Consideration shall be given to the limitation of interpass temperature for various thicknesses to avoid detrimental effects on the mechanical properties of heat treated materials.
ASME Section VIII-Division 1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section VIII-Division 1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section VIII-Division 1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I, Power Boilers PWHT ASME Section I; Mandatory Requirements for PWHT of Table PW-39 Min. Holding Temperature; Demo F (Demo C) Min. Holding Time for Weld Thickness (Nominal): Up to 2 in. (50 mm); 1 hr/in. (2 min/mm), 15 min Min. Over 2 in. (50 mm); 2 hr plus 15 min for each additional inch over 2 in. (50 mm) Heating rate: The weldment shall be heated slowly to the holding temperature, Min. Demo F (Demo C)/hr Cooling rate: Cool slowly in a still atmosphere to a temperature not exceeding Demo F (Demo C) For Non-Mandatory conditions of PWHT, See Notes (1), (3) of Table PW-39 ASME Section I; Mandatory Requirements for PWHT of Table PW-39 Min. Holding Temperature; Demo F (Demo C) Min. Holding Time for Weld Thickness (Nominal): Up to 2 in. (50 mm); 1 hr/in. (2 min/mm), 15 min Min. Over 2 in. (50 mm); 2 hr plus 15 min for each additional inch over 2 in. (50 mm) Heating rate: The weldment shall be heated slowly to the holding temperature, Min. Demo F (Demo C)/hr Cooling rate: Cool slowly in a still atmosphere to a temperature not exceeding Demo F (Demo C) For Non-Mandatory conditions of PWHT, See Notes (1), (3) of Table PW-39 ASME Section I; Mandatory Requirements for PWHT of Table PW-39 Min. Holding Temperature; Demo F (Demo C) Min. Holding Time for Weld Thickness (Nominal): Up to 2 in. (50 mm); 1 hr/in. (2 min/mm), 15 min Min. Over 2 in. (50 mm); 2 hr plus 15 min for each additional inch over 2 in. (50 mm) Heating rate: The weldment shall be heated slowly to the holding temperature, Min. Demo F (Demo C)/hr Cooling rate: Cool slowly in a still atmosphere to a temperature not exceeding Demo F (Demo C) For Non-Mandatory conditions of PWHT, See Notes (1), (3) of Table PW-39 ASME Section I; Mandatory Requirements for PWHT of Table PW-39 Min. Holding Temperature; Demo F (Demo C) Min. Holding Time for Weld Thickness (Nominal): Up to 2 in. (50 mm); 1 hr/in. (2 min/mm), 15 min Min. Over 2 in. (50 mm) to 5 in. (125 mm); 1 hr/in. (2 min/mm) Over 5 in. (125 mm); 5 hr plus 15 min for each additional inch over 5 in. (125 mm) Heating rate: The weldment shall be heated slowly to the holding temperature, Min. Demo F (Demo C)/hr Cooling rate: Cool slowly in a still atmosphere to a temperature not exceeding Demo F (Demo C) ASME Section I; Mandatory Requirements for PWHT of Table PW-39 Min. Holding Temperature; Demo F (Demo C) Min. Holding Time for Weld Thickness (Nominal): Up to 2 in. (50 mm); 1 hr/in. (2 min/mm), 15 min Min. Over 2 in. (50 mm) to 5 in. (125 mm); 1 hr/in. (2 min/mm) Over 5 in. (125 mm); 5 hr plus 15 min for each additional inch over 5 in. (125 mm) Heating rate: The weldment shall be heated slowly to the holding temperature, Min. Demo F (Demo C)/hr Cooling rate: Cool slowly in a still atmosphere to a temperature not exceeding Demo F (Demo C) For Non-Mandatory conditions of PWHT, See Notes (1), (2), (3) of Table PW-39
ASME Section I; Mandatory Requirements for PWHT of Table PW-39 Min. Holding Temperature; Demo F (Demo C) Min. Holding Time for Weld Thickness (Nominal): Up to 2 in. (50 mm); 1 hr/in. (2 min/mm), 15 min Min. Over 2 in. (50 mm) to 5 in. (125 mm); 1 hr/in. (2 min/mm) Over 5 in. (125 mm); 5 hr plus 15 min for each additional inch over 5 in. (125 mm) Heating rate: The weldment shall be heated slowly to the holding temperature, Min. Demo F (Demo C)/hr Cooling rate: Cool slowly in a still atmosphere to a temperature not exceeding Demo F (Demo C) For Non-Mandatory conditions of PWHT, See Notes (1), (2), (3) of Table PW-39 ASME Section I; Mandatory Requirements for PWHT of Table PW-39 Min. Holding Temperature; Demo F (Demo C) Min. Holding Time for Weld Thickness (Nominal): Up to 2 in. (50 mm); 1 hr/in. (2 min/mm), 15 min Min. Over 2 in. (50 mm) to 5 in. (125 mm); 1 hr/in. (2 min/mm) Over 5 in. (125 mm); 5 hr plus 15 min for each additional inch over 5 in. (125 mm) Heating rate: The weldment shall be heated slowly to the holding temperature, Min. Demo F (Demo C)/hr Cooling rate: Cool slowly in a still atmosphere to a temperature not exceeding Demo F (Demo C) For Non-Mandatory conditions of PWHT, See Notes (1), (2) of Table PW-39 ASME Section I; Mandatory Requirements for PWHT of Table PW-39 Min. Holding Temperature; Demo F (Demo C) Min. Holding Time for Weld Thickness (Nominal): Up to 2 in. (50 mm); 1 hr/in. (2 min/mm), 15 min Min. Over 2 in. (50 mm) to 5 in. (125 mm); 1 hr/in. (2 min/mm) Over 5 in. (125 mm); 5 hr plus 15 min for each additional inch over 5 in. (125 mm) Heating rate: The weldment shall be heated slowly to the holding temperature, Min. Demo F (Demo C)/hr Cooling rate: Cool slowly in a still atmosphere to a temperature not exceeding Demo F (Demo C) For Non-Mandatory conditions of PWHT, See Notes (1), (2) of Table PW-39 ASME Section I; Mandatory Requirements for PWHT of Table PW-39 Min. Holding Temperature; Demo F (Demo C) Min. Holding Time for Weld Thickness (Nominal): Up to 2 in. (50 mm); 1 hr/in. (2 min/mm), 15 min Min. Over 2 in. (50 mm) to 5 in. (125 mm); 1 hr/in. (2 min/mm) Over 5 in. (125 mm); 5 hr plus 15 min for each additional inch over 5 in. (125 mm) Heating Rate: The weldment shall be heated slowly to the holding temperature, Min. Demo F (Demo C)/hr Cooling Rate: Max. Demo F (Demo C) per hr in the range above Demo F (Demo C) after which the cooling rate shall be sufficiently rapid to prevent embrittlement. For Non-Mandatory conditions of PWHT, See Notes (1), (2) of Table PW-39 ASME Section I; Mandatory Requirements for PWHT of Table PW-39 PWHT is neither required nor prohibited for joints between austenitic stainless steels of the P-No. 8 group.
ASME Section I; Mandatory Requirements for PWHT of Table PW-39 Min. Holding Temperature; Demo F (Demo C) Min. Holding Time for Weld Thickness (Nominal): Up to 2 in. (50 mm); 1 hr/in. (2 min/mm), 15 min Min. Over 2 in. (50 mm) to 5 in. (125 mm); 1 hr/in. (2 min/mm) Over 5 in. (125 mm); 5 hr plus 15 min for each additional inch over 5 in. (125 mm) Heating rate: The weldment shall be heated slowly to the holding temperature, Min. Demo F (Demo C)/hr Cooling rate: Cool slowly in a still atmosphere to a temperature not exceeding Demo F (Demo C) For SA-268 TP446 material only, See Note (1) of Table PW-39 ASME Section I; Mandatory Requirements for PWHT of Table PW-39 PWHT is neither required nor prohibited for joints between austenitic stainless steels of the P-No. 31 group. ASME Section I; Mandatory Requirements for PWHT of Table PW-39 PWHT is neither required nor prohibited for joints between austenitic stainless steels of the P-No. 45 group. ASME Section I; Mandatory Requirements for PWHT of Table PW-39 PWHT is neither required nor prohibited for joints between austenitic stainless steels of the P-No. 51 group.
ASME Section I; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I; Mandatory Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS).
n I, Power Boilers Preheat
ASME Section I; Preheating from Appendix A (A-100) (a) Demo F (Demo C) for material which has both a specified maximum carbon content in excess of 0.30% and a thickness at the joint in excess of 1 in. (25 mm); (b) Demo F (Demo C) for all other materials of P-No. 1 group.
ASME Section I; Preheating from Appendix A (A-100) (a) Demo F (Demo C) for material which has either a specified minimum tensile strength in excess of 70,000 psi (Demo MPa) or a thickness at the joint in excess of 5/8 in. (16 mm); (b) Demo F (Demo C) for all other materials of P-No. 3 group.
ASME Section I; Preheating from Appendix A (A-100) (a) Demo F (Demo C) for material which has either a specified minimum tensile strength in excess of 70,000 psi (Demo MPa) or a thickness at the joint in excess of 5/8 in. (16 mm); (b) Demo F (Demo C) for all other materials of P-No. 3 group.
ASME Section I; Preheating from Appendix A (A-100) (a) Demo F (Demo C) for material which has either a specified minimum tensile strength in excess of 60,000 psi (410 MPa) or a thickness at the joint in excess of 1/2 in. (13 mm); (b) Demo F (Demo C) for all other materials of P-No. 4 group.
ASME Section I; Preheating from Appendix A (A-100) (a) Demo F (Demo C) for material which has either a specified minimum tensile strength in excess of 60,000 psi (410 MPa) or has both a specified minimum chromium content above 6.0% and a thickness at the joint in excess of 1/2 in. (13 mm); (b) Demo F (Demo C) for all other materials of P-No. 5A group.
ASME Section I; Preheating from Appendix A (A-100) (a) Demo F (205 C) for material which has either a specified minimum tensile strength in excess of 60,000 psi (410 MPa) or has both a specified minimum chromium content above 6.0% and a thickness at the joint in excess of 1/2 in. (13 mm); (b) Demo F (Demo C) for all other materials of P-No. 5B group.
ASME Section I; Preheating from Appendix A (A-100) Demo F (205 C) for materials of P-No. 6 group.
ASME Section I; Preheating from Appendix A (A-100) Demo F (205 C) for materials of P-No. 6 group.
ASME Section I; Preheating from Appendix A (A-100) Preheating is not required for materials of P-No. 7 group. ASME Section I; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I; Preheating from Appendix A (A-100) Demo F (Demo C) with interpass temperature maintained between Demo F (Demo C) for materials of P-No. 10I group. ASME Section I; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I; Preheating from Appendix A (A-100) (a) Demo F (Demo C) for material which has either a specified minimum tensile strength in excess of 60,000 psi (410 MPa) or has both a specified minimum chromium content above 6.0% and a thickness at the joint in excess of 1/2 in. (13 mm); (b) Demo F (Demo C) for all other materials of P-No. 5C group.
ASME Section I; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME Section I; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME Section I; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1, Power Piping PWHT ASME B31.1; Requirements for PWHT of Table 132 Holding Temperature Range; Demo F (Demo C) to Demo F (Demo C) Upper limit temperature range is a recommended value, See Clause 132.2 Heating and Cooling Rate: Demo F (Demo C) per hr divided by 1/2 the maximum thickness of material in inches at the weld, but no more than Demo F (Demo C) per hr Holding Time Based on Nominal Thickness: Up to 2 in. (50 mm); 1 hr/in. (2 min/mm), 15 min Min. Over 2 in. (50 mm); 2 hr plus 15 min for each additional inch over 2 in. (50 mm) ASME B31.1; Requirements for PWHT of Table 132 Holding Temperature Range; Demo F (Demo C) to Demo F (Demo C) Upper limit temperature range is a recommended value, See Clause 132.2 Heating and Cooling Rate: Demo F (Demo C) per hr divided by 1/2 the maximum thickness of material in inches at the weld, but no more than Demo F (Demo C) per hr Holding Time Based on Nominal Thickness: Up to 2 in. (50 mm); 1 hr/in. (2 min/mm), 15 min Min. Over 2 in. (50 mm); 2 hr plus 15 min for each additional inch over 2 in. (50 mm) ASME B31.1; Requirements for PWHT of Table 132 Holding Temperature Range; Demo F (Demo C) to Demo F (Demo C) Upper limit temperature range is a recommended value, See Clause 132.2 Heating and Cooling Rate: Demo F (Demo C) per hr divided by 1/2 the maximum thickness of material in inches at the weld, but no more than Demo F (Demo C) per hr Holding Time Based on Nominal Thickness: Up to 2 in. (50 mm); 1 hr/in. (2 min/mm), 15 min Min. Over 2 in. (50 mm); 2 hr plus 15 min for each additional inch over 2 in. (50 mm) ASME B31.1; Requirements for PWHT of Table 132 Holding Temperature Range; Demo F (Demo C) to Demo F (Demo C) Upper limit temperature range is a recommended value, See Clause 132.2 Heating and Cooling Rate: Demo F (Demo C) per hr divided by 1/2 the maximum thickness of material in inches at the weld, but no more than Demo F (Demo C) per hr Holding Time Based on Nominal Thickness: Up to 2 in. (50 mm); 1 hr/in. (2 min/mm), 15 min Min. Over 2 in. (50 mm); 2 hr plus 15 min for each additional inch over 2 in. (50 mm) ASME B31.1; Requirements for PWHT of Table 132 Holding Temperature Range; Demo F (Demo C) to Demo F (Demo C) Upper limit temperature range is a recommended value, See Clause 132.2 Heating and Cooling Rate: Demo F (Demo C) per hr divided by 1/2 the maximum thickness of material in inches at the weld, but no more than Demo F (Demo C) per hr Holding Time Based on Nominal Thickness: Up to 2 in. (50 mm); 1 hr/in. (2 min/mm), 15 min Min. Over 2 in. (50 mm); 2 hr plus 15 min for each additional inch over 2 in. (50 mm) For Non-Mandatory conditions of PWHT, See Note (A) of Table 132
ASME B31.1; Requirements for PWHT of Table 132 Holding Temperature Range; Demo F (Demo C) to Demo F (Demo C) Heating and Cooling Rate: Demo F (Demo C) per hr divided by 1/2 the maximum thickness of material in inches at the weld, but no more than Demo F (Demo C) per hr Upper limit temperature range is a recommended value, See Clause 132.2 Holding Time Based on Nominal Thickness: Up to 2 in. (50 mm); 1 hr/in. (2 min/mm), 15 min Min. Over 2 in. (50 mm); 2 hr plus 15 min for each additional inch over 2 in. (50 mm) ASME B31.1; Requirements for PWHT of Table 132 Holding Temperature Range; Demo F (Demo C) to Demo F (Demo C) Upper limit temperature range is a recommended value, See Clause 132.2 Heating and Cooling Rate: Demo F (Demo C) per hr divided by 1/2 the maximum thickness of material in inches at the weld, but no more than Demo F (Demo C) per hr Holding Time Based on Nominal Thickness: Up to 2 in. (50 mm); 1 hr/in. (2 min/mm), 15 min Min. Over 2 in. (50 mm); 2 hr plus 15 min for each additional inch over 2 in. (50 mm) For Non-Mandatory conditions of PWHT for Type 410 material, See Note (A) of Table 132 ASME B31.1; Requirements for PWHT of Table 132 Holding Temperature Range; Demo F (Demo C) to Demo F (Demo C) Upper limit temperature range is a recommended value, See Clause 132.2 Heating and Cooling Rate: Demo F (Demo C) per hr divided by 1/2 the maximum thickness of material in inches at the weld, but no more than Demo F (Demo C) per hr Holding Time Based on Nominal Thickness: Up to 2 in. (50 mm); 1 hr/in. (2 min/mm), 15 min Min. Over 2 in. (50 mm); 2 hr plus 15 min for each additional inch over 2 in. (50 mm) For Non-Mandatory conditions of PWHT for Type 410 material, See Note (A) of Table 132 ASME B31.1; Requirements for PWHT of Table 132 Holding Temperature Range; Demo F (Demo C) to Demo F (Demo C) Upper limit temperature range is a recommended value, See Clause 132.2 Heating Rate: Demo F (Demo C) per hr divided by 1/2 the maximum thickness of material in inches at the weld, but no more than Demo F (Demo C) per hr Cooling Rate: Max. Demo F (Demo C) per hr in the range above Demo F (Demo C) after which the cooling rate shall be sufficiently rapid to prevent embrittlement. Holding Time Based on Nominal Thickness: Up to 2 in. (50 mm); 1 hr/in. (2 min/mm), 15 min Min. Over 2 in. (50 mm); 2 hr plus 15 min for each additional inch over 2 in. (50 mm) For Non-Mandatory conditions of PWHT for Type 405 material, See Note (B) of Table 132 ASME B31.1; Requirements for PWHT of Table 132 PWHT is neither required nor prohibited for joints between austenitic stainless steels of the P-No. 8 group.
ASME B31.1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS).
B31.1, Power Piping Preheat
ASME B31.1; Preheating from Clause 131.4 Demo F (Demo C) for material which has both a specified maximum carbon content in excess of 0.30% and a thickness at the joint in excess of 1 in. (25 mm) for materials of P-No. 1 group.
ASME B31.1; Preheating from Clause 131.4 Demo F (Demo C) for material which has either a specified minimum tensile strength in excess of 60,000 psi (410 MPa) or a thickness at the joint in excess of 1/2 in. (13 mm) for materials of P-No. 3 group.
ASME B31.1; Preheating from Clause 131.4 Demo F (Demo C) for material which has either a specified minimum tensile strength in excess of 60,000 psi (410 MPa) or a thickness at the joint in excess of 1/2 in. (13 mm) for materials of P-No. 3 group.
ASME B31.1; Preheating from Clause 131.4 2Demo F (Demo C) for materials of P-No. 4 group.
ASME B31.1; Preheating from Clause 131.4 (a) Demo F (Demo C) for material which has either a specified minimum tensile strength in excess of 60,000 psi (410 MPa) or has both a specified minimum chromium content above 6.0% and a thickness at the joint in excess of 1/2 in. (13 mm); (b) Demo F (Demo C) for all other materials of P-No. 5A group.
ASME B31.1; Preheating from Clause 131.4 (a) Demo F (Demo C) for material which has either a specified minimum tensile strength in excess of 60,000 psi (410 MPa) or has both a specified minimum chromium content above 6.0% and a thickness at the joint in excess of 1/2 in. (13 mm); (b) Demo F (Demo C) for all other materials of P-No. 5B group.
ASME B31.1; Preheating from Clause 131.4 Demo F (205 C) for materials of P-No. 6 group.
ASME B31.1; Preheating from Clause 131.4 Demo F (Demo C) for materials of P-No. 6 group.
ASME B31.1; Preheating from Clause 131.4 Demo F (Demo C) Minimum
ASME B31.1; Preheating from Clause 131.4 Demo F (Demo C) Minimum
ASME B31.1; Preheating from Clause 131.4 Demo F (Demo C) with interpass temperature maintained between Demo F (Demo C) for materials of P-No. 10I group. ASME B31.1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1; Preheating from Clause 131.4 Demo F (205 C) for materials of P-No. 6 group.
ASME B31.1; Preheating from Clause 131.4 2Demo F (Demo C) for materials of P-No. 9A group.
ASME B31.1; Preheating from Clause 131.4 Demo F (Demo C) for materials of P-No. 9B group.
ASME B31.1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.1; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3, Process Piping PWHT
ASME B31.3; Requirements for PWHT of Table 331.1.1 Holding Temperature Range; Demo F (Demo C) to Demo F (Demo C) Upper limit temperature range is a recommended value Holding Time Based on Nominal Thickness: Over 3/4 in. (20 mm); 1 hr/in (2.4 min/mm), 1hr Min. PWHT is not required for thickness up to 3/4 in. (20 mm) for P-No. 1 group. ASME B31.3; Requirements for PWHT of Table 331.1.1 Holding Temperature Range; Demo F (Demo C) to Demo F (Demo C) Upper limit temperature range is a recommended value Holding Time Based on Nominal Thickness: Over 3/4 in. (20 mm); 1 hr/in (2.4 min/mm), 1hr Min. Up to 3/4 in. (20 mm), if Min. T. S. is greater than 71 ksi (490 MPa): 1 hr/in (2.4 min/mm), 1hr Min. PWHT for thickness up to 3/4 in. (20 mm) is not required, when ASME B31.3; Requirements for PWHT of Table 331.1.1 Holding Temperature Range; Demo F (Demo C) to Demo F (Demo C) Upper limit temperature range is a recommended value Holding Time Based on Nominal Thickness: Over 3/4 in. (20 mm); 1 hr/in (2.4 min/mm), 1hr Min. Up to 3/4 in. (20 mm), if Min. T. S. is greater than 71 ksi (490 MPa): 1 hr/in (2.4 min/mm), 1hr Min. PWHT for thickness up to 3/4 in. (20 mm) is not required, when ASME B31.3; Requirements for PWHT of Table 331.1.1 Holding Temperature Range; Demo F (Demo C) to Demo F (Demo C) Upper limit temperature range is a recommended value Holding Time Based on Nominal Thickness: Over 1/2 in. (13 mm); 1 hr/in (2.4 min/mm), 2 hr Min. Up to 1/2 in. (13 mm), if Min. T. S. is greater than 71 ksi (490 MPa): 1 hr/in (2.4 min/mm), 2 hr Min. PWHT for thickness up to 1/2 in. (13 mm) is not required, when ASME B31.3; Requirements for PWHT of Table 331.1.1 Holding Temperature Range; Demo F (Demo C) to Demo F (Demo C) Upper limit temperature range is a recommended value Holding Time Based on Nominal Thickness: For all Nominal Thickness sizes, if > 3% Cr and > 0.15% C: 1 hr/in (2.4 min/mm), 2 hr Min. Over 1/2 in. (13 mm), if <= 3% Cr and <= 0.15% C: 1 hr/in (2.4 min/mm), 2 hr Min. PWHT for thickness up to 1/2 in. (13 mm) is not required, when <= 3% Cr and <= 0.15% C for P-No. 5A group.
ASME B31.3; Requirements for PWHT of Table 331.1.1 Holding Temperature Range; Demo F (Demo C) to Demo F (Demo C) Upper limit temperature range is a recommended value Holding Time Based on Nominal Thickness: For all Nominal Thickness sizes, if > 3% Cr and > 0.15% C: 1 hr/in (2.4 min/mm), 2 hr Min. Over 1/2 in. (13 mm), if <= 3% Cr and <= 0.15% C: 1 hr/in (2.4 min/mm), 2 hr Min. PWHT for thickness up to 1/2 in. (13 mm) is not required, when <= 3% Cr and <= 0.15% C for P-No. 5B group.
ASME B31.3; Requirements for PWHT of Table 331.1.1 Holding Temperature Range; Demo F (Demo C) to Demo F (Demo C) Upper limit temperature range is a recommended value Holding Time for all Nominal Thickness sizes: 1 hr/in (2.4 min/mm), 2 hr Min.
ASME B31.3; Requirements for PWHT of Table 331.1.1 Holding Temperature Range; Demo F (Demo C) to Demo F (Demo C) Upper limit temperature range is a recommended value Holding Time for all Nominal Thickness sizes: 1 hr/in (2.4 min/mm), 2 hr Min.
ASME B31.3; Requirements for PWHT of Table 331.1.1 PWHT is not required for joints between High alloy steels ferritic materials of the P-No. 7 group. ASME B31.3; Requirements for PWHT of Table 331.1.1 PWHT is not required for joints between High alloy steels austenitic material of the P-No. 8 group.
ASME B31.3; Requirements for PWHT of Table 331.1.1 Holding Temperature Range; Demo F (Demo C) to Demo F (Demo C) Upper limit temperature range is a recommended value Holding Time for all Nominal Thickness sizes: 1 hr/in (2.4 min/mm), 1hr Min. Cooling rate to Demo C (Demo F) shall be less than Demo C (Demo F)/hr; thereafter, the cooling rate shall be fast enough to prevent embrittlement. ASME B31.3; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Requirements for PWHT of Table 331.1.1 Holding Temperature Range; Demo F (Demo C) to Demo F (Demo C) Upper limit temperature range is a recommended value Holding Time Based on Nominal Thickness: For all Nominal Thickness sizes, if > 3% Cr and > 0.15% C: 1 hr/in (2.4 min/mm), 2 hr Min. Over 1/2 in. (13 mm), if <= 3% Cr and <= 0.15% C: 1 hr/in (2.4 min/mm), 2 hr Min. PWHT for thickness up to 1/2 in. (13 mm) is not required, when <= 3% Cr and <= 0.15% C for P-No. 5C group.
ASME B31.3; Requirements for PWHT of Table 331.1.1 Holding Temperature Range; Demo F (Demo C) to Demo F (Demo C) Upper limit temperature range is a recommended value Holding Time for all Nominal Thickness sizes: 1 hr/in (2.4 min/mm), 2 hr Min.
ASME B31.3; Requirements for PWHT of Table 331.1.1 Holding Temperature Range; Demo F (Demo C) to Demo F (Demo C) Upper limit temperature range is a recommended value Holding Time Based on Nominal Thickness: Over 3/4 in. (20 mm); 1/2 hr/in (1.2 min/mm), 1hr Min. PWHT for thickness up to 3/4 in. (20 mm) is not required for P-No. 9A group.
ASME B31.3; Requirements for PWHT of Table 331.1.1 Holding Temperature Range; Demo F (Demo C) to Demo F (Demo C) Upper limit temperature range is a recommended value Holding Time Based on Nominal Thickness: Over 3/4 in. (20 mm); 1/2 hr/in (1.2 min/mm), 1hr Min. PWHT for thickness up to 3/4 in. (20 mm) is not required for P-No. 9B group.
ASME B31.3; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Requirements for PWHT of Table 331.1.1 PWHT is neither required nor prohibited for joints between Duplex stainless steels of the P-No. 10H group, however any heat treatment applied shall be as required in the material specification. ASME B31.3; Requirements for PWHT of Table 331.1.1 Holding Temperature Range; Demo F (Demo C) to Demo F (Demo C) Upper limit temperature range is a recommended value Cooling rate shall be > Demo C (Demo F)/hr to Demo C (Demo F). Holding Time Based on Nominal Thickness: Over 2 in. (50 mm); 1 hr/in (2.4 min/mm), 1 hr Min. PWHT for thickness up to 2 in. (50 mm) is not required for P-No. 11A group.
ASME B31.3; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Requirements for PWHT of Table 331.1.1 Holding Temperature Range; Demo F (Demo C) to Demo F (Demo C) Upper limit temperature range is a recommended value Holding Time for all Nominal Thickness sizes: 1/2 hr/in (1.2 min/mm), 1/2 hr Min. Cool as rapidly as possible after the hold period. ASME B31.3; Requirements for PWHT of Table 331.1.1 Holding Temperature Range; Demo F (Demo C) to Demo F (Demo C) Upper limit temperature range is a recommended value Holding Time for all Nominal Thickness sizes: Heat treat within 14 days after welding. Holding time shall be increased by 1/2 hr for each 25 mm (1 in.) over 25 mm thickness, 1hr Min. Cool to Demo C (Demo F) at a rate <= Demo C (Demo F)/hr, per 25 mm (1 in.) nominal thickness, Demo C (Demo F)/hr Max. Cool in still air from Demo C (Demo F). ASME B31.3; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Requirements for PWHT There is no data for this material on this code. PWHT requirements shall be based on Welding Procedure Specification (WPS).
E B31.3, Process Piping Preheat
ASME B31.3; Preheating from Table 330.1.1 Preheating is not required for P-No. 1 group. Recommended preheat based on Nominal Wall Thickness: Including and above 1 in. (25 mm): Demo F (Demo C) When Specified Min. Tensile Strength is above 71 ksi (490 MPa): Demo F (Demo C)
ASME B31.3; Preheating from Table 330.1.1 Preheating is not required for P-No. 3 group. Recommended preheat based on Nominal Wall Thickness: Including and above 1/2 in. (13 mm): Demo F (Demo C) When Specified Min. Tensile Strength is above 71 ksi (490 MPa): Demo F (Demo C)
ASME B31.3; Preheating from Table 330.1.1 Preheating is not required for P-No. 3 group. Recommended preheat based on Nominal Wall Thickness: Including and above 1/2 in. (13 mm): Demo F (Demo C) When Specified Min. Tensile Strength is above 71 ksi (490 MPa): Demo F (Demo C)
ASME B31.3; Preheating from Table 330.1.1 Demo F (Demo C) for P-No. 4 group.
ASME B31.3; Preheating from Table 330.1.1 Demo F (Demo C) for P-No. 5A group.
ASME B31.3; Preheating from Table 330.1.1 Demo F (Demo C) for P-No. 5B group.
ASME B31.3; Preheating from Table 330.1.1 Preheating is not required for P-No. 6 group. Recommended preheat: Demo F (Demo C) Maximum interpass temperature Demo F (Demo C).
ASME B31.3; Preheating from Table 330.1.1 Preheating is not required for P-No. 6 group. Recommended preheat: Demo F (Demo C) Maximum interpass temperature Demo F (Demo C).
ASME B31.3; Preheating from Table 330.1.1 Preheating is not required for P-No. 7 group. Recommended preheat: Demo F (Demo C) ASME B31.3; Preheating from Table 330.1.1 Preheating is not required for P-No. 8 group. Recommended preheat: Demo F (Demo C)
ASME B31.3; Preheating from Table 330.1.1 Demo F (Demo C) for P-No. 10I group. Maintain interpass temperature between Demo C (Demo F) ASME B31.3; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3; Preheating from Table 330.1.1 Demo F (Demo C) for P-No. 5C group.
ASME B31.3; Preheating from Table 330.1.1 Preheating is not required for P-No. 6 group. Recommended preheat: Demo F (Demo C) Maximum interpass temperature Demo F (Demo C).
ASME B31.3; Preheating from Table 330.1.1 Preheating is not required for P-No. 9A group. Recommended preheat: Demo F (Demo C)
ASME B31.3; Preheating from Table 330.1.1 Preheating is not required for P-No. 9B group. Recommended preheat: Demo F (Demo C)
ASME B31.3; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3; Preheating from Table 330.1.1 Preheating is not required for P-No. 11A Group No. 1 Recommended preheat: Demo F (Demo C)
ASME B31.3; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3; Preheating from Table 330.1.1 Demo F (Demo C) to Demo F (Demo C) for P-No. 10 group.
ASME B31.3; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
ASME B31.3; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS). ASME B31.3; Preheating There is no data for this material on this code. Preheat requirements shall be based on Welding Procedure Specification (WPS).
You might also like
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Mechanical Behavior of Organic Matrix Composites: Effect of Thermo-oxidative AgeingFrom EverandMechanical Behavior of Organic Matrix Composites: Effect of Thermo-oxidative AgeingNo ratings yet
- CCUG P91 Fabrication Guidelines Dave Buzza-1Document22 pagesCCUG P91 Fabrication Guidelines Dave Buzza-1Ranjith KumarNo ratings yet
- Appendix 1Document22 pagesAppendix 1HudaFiHayyat0% (1)
- Amine Stripper Column Crack 3501-1-T-004: PQR Test CouponDocument2 pagesAmine Stripper Column Crack 3501-1-T-004: PQR Test Couponpstechnical_43312697100% (1)
- Matl Specn.: Matl Temp - in Deg.fDocument15 pagesMatl Specn.: Matl Temp - in Deg.fpandiangvNo ratings yet
- Heat Exchanger ODE Example3Document12 pagesHeat Exchanger ODE Example3Josè Helì Vallejos CoronadoNo ratings yet
- 07 Piping BOQDocument54 pages07 Piping BOQHRK65No ratings yet
- Heat ExcDocument4 pagesHeat ExctetirichieNo ratings yet
- ASTM A53 Vs A500 EquivalenceDocument6 pagesASTM A53 Vs A500 Equivalenceemmanuilmoulos6339No ratings yet
- Heat Treatment Requirement Heat Treatment Requirement: o o o oDocument2 pagesHeat Treatment Requirement Heat Treatment Requirement: o o o ofizanlaminNo ratings yet
- Pressure Vessel Inspection ReportDocument34 pagesPressure Vessel Inspection ReportJinlong SuNo ratings yet
- BAC Evaporative Condenser DesignDocument1 pageBAC Evaporative Condenser Designrodolfocv92359No ratings yet
- Post Weld Heat Treatment Procedure: Doc No: STS/QAC/SOP/12Document18 pagesPost Weld Heat Treatment Procedure: Doc No: STS/QAC/SOP/12mohd as shahiddin jafriNo ratings yet
- Design of Partition PlateDocument5 pagesDesign of Partition Platepippo2378793No ratings yet
- Ldo Storage Tank Calculation 170Document6 pagesLdo Storage Tank Calculation 170م.ذكى فضل ذكى100% (1)
- Analysis of Corrugated Web Beam To Column Extended End Plate Connection UsingDocument75 pagesAnalysis of Corrugated Web Beam To Column Extended End Plate Connection UsingLina Lina LoulouNo ratings yet
- Hydrualic Tube Expansion Vs Metallic Tube ExpansionDocument3 pagesHydrualic Tube Expansion Vs Metallic Tube ExpansionNath BoyapatiNo ratings yet
- (How To) Calculate The Required Blower Capacity For FBD - Pharma EngineeringDocument11 pages(How To) Calculate The Required Blower Capacity For FBD - Pharma EngineeringTerrence Terry BhengoeNo ratings yet
- Heater 10m2 (ASME Tubesheet)Document17 pagesHeater 10m2 (ASME Tubesheet)Omil RastogiNo ratings yet
- HEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEDocument8 pagesHEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEhgagNo ratings yet
- Bulk Air Eliminator R1Document1 pageBulk Air Eliminator R1hydrothermsNo ratings yet
- Weight Estimation of Vessels AppsDocument39 pagesWeight Estimation of Vessels Appsmacwan23No ratings yet
- Half Pipe CalculationDocument3 pagesHalf Pipe CalculationdhavaleshNo ratings yet
- WI06-0260 Calculations For Obround Nozzle ConnectionsDocument4 pagesWI06-0260 Calculations For Obround Nozzle ConnectionskumarNo ratings yet
- Auto PipeDocument18 pagesAuto PipeAdi SutardiNo ratings yet
- S275JR PDFDocument1 pageS275JR PDFEmrahCayboylu100% (1)
- Heat Ex Changers EstimationDocument46 pagesHeat Ex Changers Estimationshankarbt83No ratings yet
- Toriconical Head Ver 1.1Document4 pagesToriconical Head Ver 1.1Iqbal AhmadsNo ratings yet
- Asme - Shell External Pressure REV ADocument1 pageAsme - Shell External Pressure REV APohn Myint HanNo ratings yet
- Rivet Joint Plate Tear - Tensile Strength CalculationDocument6 pagesRivet Joint Plate Tear - Tensile Strength CalculationvenkateswaranNo ratings yet
- Weldolet InfoDocument4 pagesWeldolet InfoChoon Wei WongNo ratings yet
- Chibro Press Fit Piping Data SheetDocument5 pagesChibro Press Fit Piping Data SheetBoyd JohnstonNo ratings yet
- Studding Outlet Calculation - PV Elite 2016Document8 pagesStudding Outlet Calculation - PV Elite 2016Liu YangtzeNo ratings yet
- Tube Expansion: A Seminar Report OnDocument27 pagesTube Expansion: A Seminar Report OnzalabiNo ratings yet
- All Materials DocumentsDocument1 pageAll Materials DocumentsHarnish BariaNo ratings yet
- Selection For Welding Consumables: A 479 Gr.316LDocument2 pagesSelection For Welding Consumables: A 479 Gr.316LanandmlNo ratings yet
- Boq For AS BoilerDocument1 pageBoq For AS BoilerGayan ChathurangaNo ratings yet
- Spec BoilerDocument9 pagesSpec BoilerAchmad MakmuriNo ratings yet
- Section VIII CalDocument22 pagesSection VIII CalthodathersNo ratings yet
- New Storage Tanks Design GuidelinesDocument6 pagesNew Storage Tanks Design GuidelineschrisevabNo ratings yet
- Sample5 SpreadsheetDocument25 pagesSample5 SpreadsheetRuben Samoel Barros RochaNo ratings yet
- Asme PWHT PreheatDocument135 pagesAsme PWHT PreheatWaqas WaqasNo ratings yet
- Lesson 06 UW40 UW56.1 New2Document30 pagesLesson 06 UW40 UW56.1 New2Kandregula Mohan BabuNo ratings yet
- PWHT Specification References: 1 AWS D1.1/D1.1M:2010, 5.8.1, 2Document1 pagePWHT Specification References: 1 AWS D1.1/D1.1M:2010, 5.8.1, 2rustamriyadiNo ratings yet
- PWHTDocument30 pagesPWHT9490233523No ratings yet
- Tablas de TT para Materiales P 91Document2 pagesTablas de TT para Materiales P 91Manuel Alejandro González MarcanoNo ratings yet
- Tabla 132 TT - ASME B31.1Document1 pageTabla 132 TT - ASME B31.1Manuel Alejandro González MarcanoNo ratings yet
- TDC-10B Heat Treatment For C12A Steel CastingsDocument2 pagesTDC-10B Heat Treatment For C12A Steel CastingsGohilakrishnan ThiagarajanNo ratings yet
- API 650 10th Edition ErrataDocument6 pagesAPI 650 10th Edition ErrataJosé Ramón GutierrezNo ratings yet
- Table UCS-56-2 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 3Document7 pagesTable UCS-56-2 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 3MechanicalNo ratings yet
- Table UCS-56-2 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 3Document1 pageTable UCS-56-2 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 3CITRIXNo ratings yet
- ASME B31.3 (2022) - PWHT RequirementDocument4 pagesASME B31.3 (2022) - PWHT RequirementTactical Blackhawk Batam100% (1)
- Specs For HBOTDocument2 pagesSpecs For HBOTShantanu BhoiteNo ratings yet
- Case 2278 ASMEDocument6 pagesCase 2278 ASMEPerrita LolaNo ratings yet
- 4 Heat TreatmentokDocument22 pages4 Heat TreatmentokPramod AthiyarathuNo ratings yet
- Post Weld Heat Treatment: Procedure No. PWHT-1Document3 pagesPost Weld Heat Treatment: Procedure No. PWHT-1adelNo ratings yet
- Asme Sec II D Ma App 2Document3 pagesAsme Sec II D Ma App 2GicuNo ratings yet
- Table UCS-56-1 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 1Document4 pagesTable UCS-56-1 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 1MechanicalNo ratings yet
- Hardness Test Procedure PDFDocument8 pagesHardness Test Procedure PDFTim Joseph Alvaro83% (6)
- TSWR Sling Inspection ReportDocument1 pageTSWR Sling Inspection ReportWalter TrajadaNo ratings yet
- Rulefinder Version 9.21 (January 2014) - Lloyd's Register Rules and Regulations - Section 2Document9 pagesRulefinder Version 9.21 (January 2014) - Lloyd's Register Rules and Regulations - Section 2Walter TrajadaNo ratings yet
- World Safety Organization: Basic Occupational Safety & Health Course (40 Hours)Document4 pagesWorld Safety Organization: Basic Occupational Safety & Health Course (40 Hours)Walter TrajadaNo ratings yet
- For Mpi Test: Elence Marine & Industrial CorpDocument1 pageFor Mpi Test: Elence Marine & Industrial CorpWalter TrajadaNo ratings yet
- Berthold PDFDocument1 pageBerthold PDFWalter TrajadaNo ratings yet
- Niton XL3t GOLDD+ Spec Sheet 2011jan26 PDFDocument2 pagesNiton XL3t GOLDD+ Spec Sheet 2011jan26 PDFWalter TrajadaNo ratings yet
- PAUTDocument7 pagesPAUTDeepakNo ratings yet
- Borescope Sample Report PDFDocument14 pagesBorescope Sample Report PDFWalter TrajadaNo ratings yet
- Borescope Sample Report PDFDocument14 pagesBorescope Sample Report PDFWalter TrajadaNo ratings yet
- Borescope Sample Report PDFDocument14 pagesBorescope Sample Report PDFWalter TrajadaNo ratings yet
- ASTM Compass G ListDocument6 pagesASTM Compass G ListWalter Trajada100% (1)
- ASTM E164-13 Standard Practice For Contact Ultrasonic Testing of WeldmentsDocument24 pagesASTM E164-13 Standard Practice For Contact Ultrasonic Testing of WeldmentsFernandoi100% (1)
- Borescope Inpection - Turbine Inspection Report 2Document14 pagesBorescope Inpection - Turbine Inspection Report 2Walter TrajadaNo ratings yet
- 2 VSTDocument1 page2 VSTWalter TrajadaNo ratings yet
- Verify Structural Concrete Base: Bottom Plate LayoutDocument1 pageVerify Structural Concrete Base: Bottom Plate LayoutWalter TrajadaNo ratings yet
- ASME B31.3 2014 NDT AcceptanceDocument9 pagesASME B31.3 2014 NDT AcceptanceWalter Trajada83% (6)
- AWS b2.1-1-022-94 - Standard Welding ProcedureDocument17 pagesAWS b2.1-1-022-94 - Standard Welding ProcedureWalter Trajada100% (3)
- Windows 10 Dark Theme Pack: InstructionsDocument2 pagesWindows 10 Dark Theme Pack: InstructionsWalter TrajadaNo ratings yet
- E527-12 Standard Practice For Numbering Metals and Alloys in The Unified Numbering System (UNS)Document7 pagesE527-12 Standard Practice For Numbering Metals and Alloys in The Unified Numbering System (UNS)Walter TrajadaNo ratings yet
- Of The Nuclear Safety Standards Commission (KTA)Document96 pagesOf The Nuclear Safety Standards Commission (KTA)WaronNo ratings yet
- Fij, Iltrtfi: I N D R ADocument28 pagesFij, Iltrtfi: I N D R AprabhakarNo ratings yet
- Distribution System Directive 2010 (DSD)Document38 pagesDistribution System Directive 2010 (DSD)oleg safaniukNo ratings yet
- Ni 2301Document26 pagesNi 2301marguepaNo ratings yet
- Fabrication Technology (3361905) Lab Manual 2020 Mech GIA BBITDocument73 pagesFabrication Technology (3361905) Lab Manual 2020 Mech GIA BBITVandan GundaleNo ratings yet
- DD-QC-XK-ITP-23-004 - El DaBaa NPP Unit 3 - R6Document5 pagesDD-QC-XK-ITP-23-004 - El DaBaa NPP Unit 3 - R6Minh NguyễnNo ratings yet
- Scope of Work-14in X 14km Pipeline - Sterling GlobalDocument30 pagesScope of Work-14in X 14km Pipeline - Sterling GlobalikehdNo ratings yet
- Butt Welding Pipe FittingsDocument16 pagesButt Welding Pipe FittingsnadeemNo ratings yet
- EN 15085-4 2007, Railway Applications - Welding of Railway Vehicles and Components - Part 4 Production RequirementsDocument18 pagesEN 15085-4 2007, Railway Applications - Welding of Railway Vehicles and Components - Part 4 Production RequirementsJerzy RistujczinNo ratings yet
- BS en 15594-2009 Railway Applications. Track. Restoration of Rails by Electric Arc WeldingDocument38 pagesBS en 15594-2009 Railway Applications. Track. Restoration of Rails by Electric Arc WeldingHicham Black100% (2)
- Steps of Making WPSDocument51 pagesSteps of Making WPSmohammadkhairy0% (2)
- Welding Procedure Specification - Tie - inDocument3 pagesWelding Procedure Specification - Tie - indndudcNo ratings yet
- Understanding Welding Codes and ProceduresDocument2 pagesUnderstanding Welding Codes and Proceduresyeremias lusiNo ratings yet
- Box Girder 2Document8 pagesBox Girder 2steelageNo ratings yet
- Pma XT SP0009 PDFDocument15 pagesPma XT SP0009 PDFEl_memitoNo ratings yet
- Edison Aliagan Walit: Mechanical Engineer Abu Dhabi United Arab Emirates Mobile # (+971) 504481492 E-MailDocument8 pagesEdison Aliagan Walit: Mechanical Engineer Abu Dhabi United Arab Emirates Mobile # (+971) 504481492 E-MailEdison WalitNo ratings yet
- DEP 30.10.02.11 - Gen Feb 19Document69 pagesDEP 30.10.02.11 - Gen Feb 19JacquesBritsNo ratings yet
- Lesson 19 - API-510 - New2Document56 pagesLesson 19 - API-510 - New2Fahim MarwatNo ratings yet
- Qualification Checklists For WPS PQR - Welding AnswersDocument7 pagesQualification Checklists For WPS PQR - Welding Answersedwin100% (2)
- WQTDocument1 pageWQTRamkunwar YadavNo ratings yet
- Sivakumar Service CertificatesDocument21 pagesSivakumar Service CertificatesAbdul SirajNo ratings yet
- AWS C6.2 C6.2M-2006 Specification For Friction Welding of MetalsDocument34 pagesAWS C6.2 C6.2M-2006 Specification For Friction Welding of MetalsPamella SandovalNo ratings yet
- QC System Manual PDFDocument41 pagesQC System Manual PDFwhitebros100% (1)
- 0101e - Guide For Applicant CosDocument14 pages0101e - Guide For Applicant Cos99demonNo ratings yet
- CSWIP Welding Inspection Notes and Questions PDFDocument115 pagesCSWIP Welding Inspection Notes and Questions PDFrahim_335162856100% (3)
- Create A WPS PDFDocument4 pagesCreate A WPS PDFKingsman 86No ratings yet
- Week 14 - PROCEDURE SPECIFICATION AND PERFORMANCE QUALIFICATION - Rev. 0Document77 pagesWeek 14 - PROCEDURE SPECIFICATION AND PERFORMANCE QUALIFICATION - Rev. 0Rafee RevaldiNo ratings yet
- IIW Diploma - WPE1 Course NotesDocument300 pagesIIW Diploma - WPE1 Course NotesBilly Tan100% (12)
- API 570 DAY 3 BOOK (1 To 108) (PP)Document106 pagesAPI 570 DAY 3 BOOK (1 To 108) (PP)melvinNo ratings yet
- QAP For Overall Mechanical ActivitiesDocument2 pagesQAP For Overall Mechanical ActivitiesMaheshwar polepallyNo ratings yet