You might also like
- Job Shop SchedulingDocument28 pagesJob Shop Schedulinganmol6237No ratings yet
- Scheduling of OperationsDocument26 pagesScheduling of OperationsVijay JainNo ratings yet
- Scheduling NotesDocument26 pagesScheduling NotesIshpreet SinghNo ratings yet
- Scheduling I: IE375 Fall 2020Document41 pagesScheduling I: IE375 Fall 2020Gamze YildirimNo ratings yet
- Operations SchedulingDocument4 pagesOperations SchedulingModather SalahNo ratings yet
- Scheduling: Operations Management - 6 EditionDocument42 pagesScheduling: Operations Management - 6 EditionSiddharth Narayanan ChidambareswaranNo ratings yet
- CPU Scheduling AlgorithmsDocument17 pagesCPU Scheduling AlgorithmsYianna Danidou100% (3)
- Chapter 5 - Scheduling ManagementDocument70 pagesChapter 5 - Scheduling Managementhani adliNo ratings yet
- Os ProgramsDocument59 pagesOs ProgramsrijineNo ratings yet
- Operations Scheduling: Advanced Operations Management Dr. Ron Tibben-Lembke CH 16: 539-544Document49 pagesOperations Scheduling: Advanced Operations Management Dr. Ron Tibben-Lembke CH 16: 539-544Badger_MadisonNo ratings yet
- RTOSDocument119 pagesRTOSFido FidoNo ratings yet
- Notes POM Module 6Document8 pagesNotes POM Module 6api-3698486100% (1)
- SchedulingDocument41 pagesSchedulingBeing VikramNo ratings yet
- Chapter 7 Scheduling1Document39 pagesChapter 7 Scheduling1daftpunk915No ratings yet
- Scheduling: IES 371 Engineering ManagementDocument25 pagesScheduling: IES 371 Engineering ManagementEloise ChaNo ratings yet
- Priority CPU Scheduling With Different Arrival TimeDocument11 pagesPriority CPU Scheduling With Different Arrival TimeMagarsa BedasaNo ratings yet
- Shortest Processing Time (SPT)Document2 pagesShortest Processing Time (SPT)Asdfghjkl qwertyuiopNo ratings yet
- Unit - 3 Assignment ProblemsDocument23 pagesUnit - 3 Assignment ProblemsIsha NatuNo ratings yet
- An Investigation On Single Machine Total WeightedDocument6 pagesAn Investigation On Single Machine Total WeightedmihaiM500No ratings yet
- Stched (Autosaved)Document31 pagesStched (Autosaved)elmotayNo ratings yet
- Chapter 2 Problem Solving ToolsDocument67 pagesChapter 2 Problem Solving ToolsDebrina PuspitariniNo ratings yet
- Scheduling Jobs in Parallel Machines To Minimise Total TardinessDocument44 pagesScheduling Jobs in Parallel Machines To Minimise Total TardinessSaurabh SrivastavaNo ratings yet
- Technical Note 2: Facility LayoutDocument42 pagesTechnical Note 2: Facility LayoutShubham SinghNo ratings yet
- Operations Scheduling - SequencingDocument30 pagesOperations Scheduling - SequencingAjitesh AbhishekNo ratings yet
- Moore's Procedure & Johnson's Procedure: Session 12Document16 pagesMoore's Procedure & Johnson's Procedure: Session 12Easwar KumarNo ratings yet
- Operations Scheduling: Advanced Operations Management Dr. Ron Tibben-Lembke CH 16: 539-544Document49 pagesOperations Scheduling: Advanced Operations Management Dr. Ron Tibben-Lembke CH 16: 539-544mukund kaulNo ratings yet
- Cpu Scheduling GateDocument3 pagesCpu Scheduling GateMohan PatelNo ratings yet
- Scheduling RulesDocument31 pagesScheduling RulesDarshana Mayekar100% (1)
- Algorithm Analysis: Running Time Big and Omega (Document30 pagesAlgorithm Analysis: Running Time Big and Omega (frankjamisonNo ratings yet
- Mini ProjectDocument6 pagesMini ProjectShantul KhandelwalNo ratings yet
- Line Balance 059Document39 pagesLine Balance 059Sonam SinghNo ratings yet
- Os ProgramsDocument59 pagesOs Programsvishnu0751No ratings yet
- Book 1Document13 pagesBook 1Christian Ian Agena SangkateNo ratings yet
- Sequencing NotesDocument20 pagesSequencing NotesMeet LalchetaNo ratings yet
- KMB 206 OR Unit - 4Document21 pagesKMB 206 OR Unit - 4Prashant SharmaNo ratings yet
- Greedy Is An Algorithmic Paradigm That Builds Up A Solution Piece by Piece, AlwaysDocument7 pagesGreedy Is An Algorithmic Paradigm That Builds Up A Solution Piece by Piece, AlwaysNibedan PalNo ratings yet
- Topics To Cover in 2: Topics Chapters # of LecturesDocument45 pagesTopics To Cover in 2: Topics Chapters # of LecturesEvelyn KeaneNo ratings yet
- Shortest Processing Time (SPT)Document6 pagesShortest Processing Time (SPT)mona7422No ratings yet
- Os File (Madhavan)Document19 pagesOs File (Madhavan)Parth SarthiNo ratings yet
- Performance Analysis of AlgorithmsDocument19 pagesPerformance Analysis of AlgorithmsdurvasikiranNo ratings yet
- © M C Paull 2005 1Document16 pages© M C Paull 2005 1Dr Riktesh SrivastavaNo ratings yet
- Implementation of Priority Process Scheduling Algorithm AimDocument7 pagesImplementation of Priority Process Scheduling Algorithm Aimdillip muraliNo ratings yet
- OSFinalDocument7 pagesOSFinalEmilyNo ratings yet
- Shortest Job FirstDocument12 pagesShortest Job Firstakh yadNo ratings yet
- AAD Module 1 S2Document33 pagesAAD Module 1 S2Gisa Elsa JoseNo ratings yet
- Short Term SchedulingDocument49 pagesShort Term SchedulingJohnson Steves100% (2)
- 6 - Operations Schedulin1Document4 pages6 - Operations Schedulin1Modather SalahNo ratings yet
- Note 11: Shop Scheduling: J KJ J JDocument5 pagesNote 11: Shop Scheduling: J KJ J JPrasoon KumarNo ratings yet
- SchedulingDocument55 pagesSchedulingMohan RajNo ratings yet
- Operations SchedulingDocument40 pagesOperations Schedulingmruga_123No ratings yet
- Schedule Chapter5 V2Document18 pagesSchedule Chapter5 V2ミンNo ratings yet
- Operating System CSET209: Cpu Scheduling AlgorithmsDocument31 pagesOperating System CSET209: Cpu Scheduling AlgorithmsxpershanNo ratings yet
- Renuka 2Document10 pagesRenuka 2Rasan BoparaiNo ratings yet
- Clock Driven 1 PDFDocument48 pagesClock Driven 1 PDFMr. Samadhan MahaleNo ratings yet
- Remote Projects Follow-up with Scrum-Excel Burn Down Chart: Scrum and Jira, #1From EverandRemote Projects Follow-up with Scrum-Excel Burn Down Chart: Scrum and Jira, #1No ratings yet
- Projects With Microcontrollers And PICCFrom EverandProjects With Microcontrollers And PICCRating: 5 out of 5 stars5/5 (1)
- Graph Theory For Online Advertising: March 19, 2014Document42 pagesGraph Theory For Online Advertising: March 19, 2014umangwarNo ratings yet
- Blinds To GoDocument7 pagesBlinds To GoumangwarNo ratings yet
- Car Industry Is 'Crucial' To UK Economy, Says Business Minister Mark PriskDocument1 pageCar Industry Is 'Crucial' To UK Economy, Says Business Minister Mark PriskumangwarNo ratings yet
- Template Recruitment PolicyDocument9 pagesTemplate Recruitment PolicyumangwarNo ratings yet
- Huella Online TravelDocument16 pagesHuella Online TravelNimmi Agarwal50% (2)
- Preparing High Quality Research Proposals For ACEIDocument17 pagesPreparing High Quality Research Proposals For ACEIumangwarNo ratings yet
- Difficulties in Appliying Scientific Methods To Marketing ResearchDocument11 pagesDifficulties in Appliying Scientific Methods To Marketing ResearchumangwarNo ratings yet
- Advanced English For Academic Communication: En. Hilmi HamzahDocument67 pagesAdvanced English For Academic Communication: En. Hilmi HamzahumangwarNo ratings yet
- BRM REsearch ProposalDocument61 pagesBRM REsearch ProposalumangwarNo ratings yet
- New Pest Analysis EcoDocument12 pagesNew Pest Analysis EcoumangwarNo ratings yet
- Globalization & Trickle-Down EconomicsDocument12 pagesGlobalization & Trickle-Down EconomicsumangwarNo ratings yet
- Dustin Burke: Presented byDocument30 pagesDustin Burke: Presented byumangwarNo ratings yet
- Management Information System (Activity 2)Document5 pagesManagement Information System (Activity 2)umangwarNo ratings yet
- Shopping TrollyDocument41 pagesShopping TrollyumangwarNo ratings yet
- Modul Akuntansi Keuangan DasarDocument119 pagesModul Akuntansi Keuangan DasarLita NataliaNo ratings yet
- A Study On Job Satisfaction Among Nursing Staff in A Tertiary Care Teaching HospitalDocument5 pagesA Study On Job Satisfaction Among Nursing Staff in A Tertiary Care Teaching HospitalIOSRjournalNo ratings yet
- ABEN70a LR02 Briones Rachel DDocument5 pagesABEN70a LR02 Briones Rachel DRACHEL BRIONESNo ratings yet
- EssayDocument2 pagesEssayEar Choungchhay100% (6)
- Airbus Defence and Space EWISA - AthensDocument21 pagesAirbus Defence and Space EWISA - AthensCORAL ALONSONo ratings yet
- Data BaseDocument8 pagesData BaseoolalaiNo ratings yet
- Magi 2.0 - Part 1: Household CompositionDocument46 pagesMagi 2.0 - Part 1: Household CompositionHJ ParkNo ratings yet
- CHAPTER 1 Basic Concepts in Audit Sampling PDFDocument10 pagesCHAPTER 1 Basic Concepts in Audit Sampling PDFJovelle LeonardoNo ratings yet
- Additive ManufacturingDocument64 pagesAdditive ManufacturingYogesh DanekarNo ratings yet
- Midterm Seamanship 3Document5 pagesMidterm Seamanship 3Paulo GeneraloNo ratings yet
- Treasury Management in BankDocument58 pagesTreasury Management in BanknetraNo ratings yet
- G1312-90010 BinaryPumpSL User EbookDocument168 pagesG1312-90010 BinaryPumpSL User EbookJeff Ong Soon HuatNo ratings yet
- Case Study Horosho enDocument4 pagesCase Study Horosho enMaster ManojNo ratings yet
- 10.00 Heinrich Höse, Aumund Fördertechnik GMBHDocument25 pages10.00 Heinrich Höse, Aumund Fördertechnik GMBHMohd Ali100% (1)
- Doing Business in Libya: 2014 Country Commercial Guide For U.S. CompaniesDocument77 pagesDoing Business in Libya: 2014 Country Commercial Guide For U.S. CompaniesSamir FrendiNo ratings yet
- Benq Dc-c1250 Dc-c1255 Ver.001 Level2 CameraDocument33 pagesBenq Dc-c1250 Dc-c1255 Ver.001 Level2 CameraPera PericNo ratings yet
- National Senior Certificate: Grade 12Document10 pagesNational Senior Certificate: Grade 12Simlindile NgobelaNo ratings yet
- NYC Government Positions With DriversDocument12 pagesNYC Government Positions With DriversCity & State NYNo ratings yet
- (Amaleaks - Blogspot.com) Programming (Prog-111) - Grade 11 Week 1-9Document88 pages(Amaleaks - Blogspot.com) Programming (Prog-111) - Grade 11 Week 1-9johnNo ratings yet
- D 000 Rev0Document14 pagesD 000 Rev0wlater06No ratings yet
- Database Design ConceptDocument4 pagesDatabase Design ConceptChiranSJ100% (1)
- Ac 518 Budget FormDocument1 pageAc 518 Budget FormJairus Adrian VilbarNo ratings yet
- Mis in WalmartDocument36 pagesMis in WalmartNupur Vashishta93% (14)
- Syllabus-Aerodrome Engineering and ManagementDocument8 pagesSyllabus-Aerodrome Engineering and Managementaero2011No ratings yet
- En 13369 PDFDocument76 pagesEn 13369 PDFTemur Lomidze100% (2)
- How To Kickstart Your PMP PrepDocument36 pagesHow To Kickstart Your PMP PrepBadhur ZamanNo ratings yet
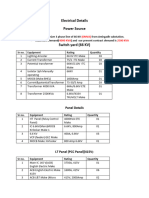
- 10, Electrical DetailDocument4 pages10, Electrical Detailrp63337651No ratings yet
- Ielts Writing Task 2 Essay (100 Plus Essay)Document151 pagesIelts Writing Task 2 Essay (100 Plus Essay)Sopha Sd50% (2)
- Splitted Biogas Plant Project - Group 6 (1) - 1Document5 pagesSplitted Biogas Plant Project - Group 6 (1) - 1SOUNAK BANDYOPADHYAYNo ratings yet