Professional Documents
Culture Documents
Böhler Schweißtechnik Austria GMBH - BW Pipeline
Uploaded by
ginursamadOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Böhler Schweißtechnik Austria GMBH - BW Pipeline
Uploaded by
ginursamadCopyright:
Available Formats
www.boehler-welding.
com
CONSUMIBLES DE SOLDEO PARA LA CONSTRUCCIN DE LNEAS DE TUBERAS
www.boehler-welding.com
BHLER WELDING
Desde los comienzos de la tecnologa de soldadura, BHLER WELDING ha sido una de las empresas lderes a nivel mundial encargadas del desarrollo, produccin y suministro de consumibles de soldadura. La marca BHLER WELDING ofrece una gama completa de consumibles para soldaduras de unin. Desde 1926, nuestros clientes y socios han puesto su confianza en nuestros productos y soluciones en ms de 100 pases. La experiencia tcnica adquirida en todo el mundo a lo largo de estas ocho dcadas convierte a BHLER WELDING en el socio preferido de los sectores industriales con las demandas ms exigentes. Nuestros asesores con experiencia estn encantados de trabajar junto a usted para desarrollar las soluciones ptimas desde el punto de vista tcnico y econmico con objeto de satisfacer sus exigencias particulares.
Adems, nuestra extensa gama de productos se actualiza continuamente segn las especificaciones de la industria vigentes. Fuimos una de las empresas pioneras en trabajar estrechamente con los clientes y socios, y hoy en da seguimos aplicando esta estrategia para conseguir productos y soluciones innovadoras del futuro. Si este folleto no responde a todas sus preguntas, estaremos constantemente a su disposicin para asesorarle cuando lo necesite. Si desea ms informacin sobre los consumibles de soldadura aqu listados y/o sobre nuestra gama completa, consulte nuestro manual BHLER WELDING o vistenos en Internet en www.boehler-welding.com
BSGA
www.boehler-welding.com
Gua de seleccin
Electrodos
Clases de acero
API EN CEL BVD Pipe
Hilo
FCAW
Aceros para tuberas de baja resistencia
API A, B FOX CEL FOX BVD 85 FOX EV PIPE Ti 52-FD Pipeshield 71 T8-FD Ti 60-FD SG 3-P SG 8-P Ti 52-FD Pipeshield 71 T8-FD Ti 60-FD
X42 - X52
FOX CEL
FOX BVD 85
FOX EV PIPE FOX EV 60 PIPE
X56 - X60
FOX CEL FOX CEL Mo FOX CEL 70-P FOX CEL 75 FOX CEL 80-P FOX CEL 85 FOX CEL
FOX BVD 85
FOX EV PIPE FOX EV 60 PIPE
SG 3-P SG 8-P
EN
L210
FOX BVD 85
FOX EV PIPE
L290MB-L360MB
FOX CEL
FOX BVD 85
FOX EV PIPE FOX EV 60 PIPE
SG 3-P SG 8-P
Ti 52-FD Pipeshield 71 T8-FD Ti 60-FD Pipeshield 71 T8-FD Ti 60-FD
L385M-L415MB
FOX CEL FOX CEL Mo FOX CEL 70-P FOX CEL 75 FOX CEL 80-P FOX CEL 85
FOX BVD 85
FOX EV PIPE FOX EV 60 PIPE
SG 3-P SG 8-P
Aceros para tuberas de alta resistencia
API X65 FOX CEL FOX CEL 80-P FOX CEL 85 FOX CEL FOX CEL 80-P FOX CEL 85 FOX CEL 90 FOX CEL FOX CEL 90 FOX BVD 85 FOX EV 60 PIPE SG 3-P SG 8-P Pipeshield 71 T8-FD Ti 60-FD
X70
FOX BVD 90
FOX EV 70 PIPE
SG 8-P NiMo 1-IG
Ti 70 PIPE-FD Pipeshield 81 T8-FD
X80
FOX BVD 90 FOX BVD 100 FOX BVD 110 FOX BVD 120
FOX EV 70 PIPE
NiMo 1-IG
X100-X110
EN
L450MB
FOX CEL FOX CEL 80-P FOX CEL 85 FOX CEL FOX CEL 80-P FOX CEL 85 FOX CEL 90 FOX CEL FOX CEL 90
FOX BVD 85
FOX EV 60 PIPE
SG 3-P SG 8-P
Ti 60-FD Pipeshield 71 T8-FD
L485MB
FOX BVD 90
FOX EV 70 PIPE
SG 8-P NiMo 1-IG
Pipeshield 81 T8-FD
L555MB
FOX BVD 90 FOX BVD 100
FOX EV 70 PIPE
NiMo 1-IG
Aceros dplex
22Cr FOX CN 22/9 N FOX CN 22/9 N-B CN 22/9 N-IG CN 22/9 PW-FD
La seleccin depende de la tecnologa de soldeo, vase la recomendacin detallada para la pasada de raz, pasada en caliente y las pasadas de relleno en las pginas siguientes. CEL BVD = electrodos celulsicos = electrodos bsicos para soldeo en vertical descendente Pipe = electrodos bsicos para soldeo en vertical ascendente FCAW = hilo tubular
BHLER WELDING Consumibles para la construccin de lneas de tuberas
www.boehler-welding.com
Descripcin
Pgina
Electrodos celulsicos para soldeo en vertical descendente
Tabla comparativa de aceros para tuberas Recomendaciones para electrodos celulsicos BHLER BHLER BHLER BHLER BHLER BHLER BHLER BHLER FOX FOX FOX FOX FOX FOX FOX FOX CEL CEL+ CEL Mo CEL 70-P CEL 75 CEL 80-P CEL 85 CEL 90
5 7 8 8 8 9 9 9 10 10 11 - 14 15 16 16 17 17 17 18 - 21 22 23 23 23
Tecnologa de soldeo Electrodos bsicos para soldeo en vertical descendente Recomendaciones para electrodos bsicos BHLER BHLER BHLER BHLER BHLER FOX FOX FOX FOX FOX BVD BVD BVD BVD BVD 85 90 100 110 120
Tecnologa de soldeo Electrodos bsicos para soldeo en vertical ascendente Recomendaciones para electrodos bsicos para soldeo en vertical ascendente BHLER FOX EV PIPE BHLER FOX EV 60 PIPE BHLER FOX EV 70 PIPE
Hilo macizo e hilo tubular para soldadura automatica y semiautomatica de tuberas
Recomendaciones para soldadura automatica con hilo macizo BHLER BHLER BHLER BHLER BHLER BHLER BHLER BHLER SG 3-P SG 8-P NiMo 1-IG Ti 70 PIPE-FD Pipeshield 71 T8-FD Pipeshield 81 T8-FD Ti 52-FD Ti 60-FD
24 25 25 26 26 26 27 27 27
Other consumables for pipeline welding
BHLER BHLER BHLER BHLER BHLER
FOX FOX FOX FOX FOX
CEL-S EV 50-W EV 50 EV 65 EV 70
28 28 28 28 28
Para acero duplex
BHLER BHLER BHLER BHLER
FOX CN 22/9 N FOX CN 22/9 N-B CN 22/9 N-IG CN 22/9 PW-FD
28 28 28 28
www.boehler-welding.com
Tabla comparativa de aceros para tuberas
Clasificaciones de acero API 5 L-92 EN 10208-2 DIN 17172
Lmite elstico mnimo ksi N/mm
2
Resistencia a la traccin mnima ksi N/mm
2
Alargamiento mnimo %
A L210 StE 210.7 B L245MB StE 240.7 X 42 L290MB StE 290.7 StE 290.7 TM X 46 L320M StE 320.7 StE 320.7 TM X 52 L360MB StE 360.7 StE 360.7 TM X 56 L385M StE 385.7 StE 385.7 TM X 60 L415MB StE 415.7 StE 415.7 TM X 65 L450MB StE 445.7 TM X 70 L485MB StE 480.7 TM X 80 L555MB StE 550.7 TM
30.0 30.4 30.4 35.0 35.5 34.8 42.0 42.0 42.0
207 210 210 241 245 240 289 290 290
48.0 46.4 46.4 60.0 60.2 53.7 60.0 60.2 60.9
331 320 320 413 415 370 313 415 420
28 26 26 23 22 24 23 21 23
46.0 46.4 46.4
317 320 320
63.0 66.7 66.7
434 460 460
22 21 21
52.0 52.2 52.2
358 360 360
66.0 66.7 74.0
455 460 510
21 20 20
56.0 55.8 55.8
386 385 385
71.0 76.9 76.9
489 530 530
20 19 19
60.0 60.2 60.2
413 415 415
75.0 75.4 79.8
517 520 550
19 18 18
65.0 65.3 64.6 70.0 70.3 69.6 80.0 80.5 79.8
448 450 445 482 485 480 550 555 550
77.0 77.6 81.2 82.0 82.7 87.0 90.0 90.6 100.1
530 535 560 565 570 600 620 625 690
18 18 18 18 18 18 18 18 18
BHLER WELDING Consumibles para la construccin de lneas de tuberas
www.boehler-welding.com
Soldeo en vertical descendente con electrodos celulsicos, Emiratos rabes Unidos
Tubera de agua en Arabia Saud
a.hak
www.boehler-welding.com
Recomendaciones para electrodos celulsicos
Electrodos celulsicos
Clases de acero API
FOX CEL FOX CEL S E 6010 FOX CEL Mo E 7010-A1 FOX CEL 70-P FOX CEL 75 E 7010-P1 FOX CEL 80-P FOX CEL 85 E 8010-P1 FOX CEL 90 E 9010-G
A B X 42 X 46 X 52 X 56 X 60 X 65 X 70 X 80
Clases de acero EN
L210 L245MB L290MB L320M L360MB L385M L415MB L450MB L485MB L555MB
slo para soldeo de pasada de raz. para pasada de raz, pasada en caliente, pasada de relleno y cordn final. La aplicacin de FOX CEL FOX CEL S para la pasada de raz de aceros de alta resistencia X 60 / L415MB y superiores es muy comn, pero su uso depende de las especificaciones y de las condiciones individuales. Tenga tambin en cuenta el apartado Tcnica combinada y soldeo con un nico tipo de electrodo en las pgina 12.
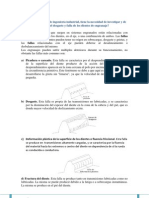
Debido su la gran rentabilidad, se estn usando electrodos celulsicos desde hace dcadas para aceros para tuberas hasta API 5 L X 80. Se obtiene un gran rendimiento desde la pasada de raz como las de relleno y peinado. Dimetros mayores de electrodos en la posicin vertical descendente con alta intensidad y altas velocidades de avance.
Aunque los electrodos celulsicos de BHLER WELDING estn diseados para producir soldaduras de unin de gran integridad y resiliencia, el alto contenido de hidrgeno del depsito de soldadura puede limitar la aplicacin segn las propiedades requeridas de grosor de la pared del tubo y de resiliencia. 7
BHLER WELDING Consumibles para la construccin de lneas de tuberas
www.boehler-welding.com
Electrodos celulsicos para soldeo en vertical descendente
BHLER Norma Parmetros de soldeo
Proceso de soldeo
Anlisis Propiedades mecnicas tpicas tpico % mm
Intensidad
Homologaciones
Caractersticas y aplicaciones
Metales base Clasificacin por normas
A EN API
FOX CEL
EN ISO 2560-A: E 38 3 C 21 AWS A5.1: E6010
SMAW
C 0.12 Re Si 0.14 Rm Mn 0.50 A5
450 ( 390) N/mm2 520 ( 470-540) N/mm2 26 ( 22)%
2.5 3.2 4.0 5.0
50-90 80-130 120-180 160-210
Av +20C: 110 ( 70) J 0C: 105 J -20C: 95 J -30C: 65 ( 47) -40C: 45 J YS 65000 ( 57000) PSI TS 75000 ( 68000-78000) PSI Alargamiento en 4d 26% Energa de impacto +68F: 81 ( 52) ft-lb +32F: 77 ft-lb -4F: 70 ( 35) ft-lb -22F: 48 ft-lb -40F: 34 ft-lb
TV-D, TV-A, DNV, GdF, Statoil, SEPROZ, PDO, VNIIST, CE
Polaridad negativa para pasada de raz. Secado: no permitido Consulte nuestras recomendaciones de las pginas 11 y 12 referidas al precalentamiento, temperatura entre pasada y procedimiento de soldeo.
Electrodo celulsico para el soldeo vertical descendente de lneas de tuberas de dimetro grande, adecuado para pasadas de raz, pasadas en caliente y capas de relleno y de recubrimiento. Recomendado especialmente para la soldadura de pasadas de raz. Muy rentable en comparacin con el soldeo en vertical ascendente. Adems de sus excelentes caractersticas de soldadura y de unin entre separacin de raz, FOX CEL ofrece un depsito de soldadura con excepcionales valores de resiliencia, con la mayor seguridad consiguiente en soldaduras in situ de lneas de tuberas. Se puede usar con aplicaciones de gas sulfurado (test HIC (fisura inducida por hidrgeno) segn NACE TM-02-84). Tambin estn disponibles los resultados del test SSC (corrosin localizada del cordn de soldadura). Electrodo celulsico para el soldeo en vertical descendente de lneas de tuberas de dimetro grande.
S235JR, S275JR, S235J2G3, S275J2G3, S355J2G3, P235GH, P265GH, P355T1, P235T2-P355T2, L210NB-L415NB, L290MB-L415MB, P235G1TH, P255G1TH. Pasada de raz hasta L555NB, L555MB API espec. 5 L: A, B, X 42, X 46, X 52, X 56. Pasada de raz hasta X 80.
FOX CEL+
EN ISO 2560-A: E 38 2 C 21 AWS A5.1: E6010
SMAW
C 0.17 Re Si 0.15 Rm Mn 0.60 A5
450 ( 390) N/mm2 520 ( 470-540) N/mm2 26 ( 22)%
2.5 3.2 4.0
50-90 80-130 120-180
Av +20C: 105 ( 70) J 0C: 95 J -20C: 65 ( 47) J -30C: ( 27) J YS 65000 ( 57000) PSI TS 75000 ( 68000-78000) PSI Alargamiento en 4d 26 ( 22)% Energa de impacto +68F: 77 ( 52) ft-lb +32F: 70 ft-lb -4F: 48 ( 35) ft-lb -22F: ( 20) ft-lb
Secado: no permitido Consulte nuestras recomendaciones de las pginas 11 y 12 referidas al precalentamiento, temperatura entre pasada y procedimiento de soldeo.
S235JR, S275JR, S235J2G3, S275J2G3, S355J2G3, P235GH, Recomendado especialmente para soldeos de pasada de raz con polari- P265GH, P355T1, dad positiva CC en las posiciones P235T2-P355T2, vertical descendente y vertical L210NB-L415NB, ascendente. Adems de sus buenas L290MB-L415MB, caractersticas de soldeo y unin P235G1TH, entre separacin de raz, Bhler FOX CEL+ ofrece un potente arco P255G1TH. Pasada de raz hasta que deposita pasadas de raz de buena penetracin y suaves con altas L555NB, L555MB velocidades de avance y una alta API espec. 5 L: seguridad contra la formacin de A, B, X 42, X 46, huecos en el cordn y contra las X 52, X 56. mordeduras. Pasada de raz hasta X 80.
FOX CEL Mo
EN ISO 2560-A: E 42 3 Mo C 25 AWS A5.5: E7010-A1
SMAW
C Si Mn Mo
0.10 Re 480 ( 420) N/mm2 0.14 Rm 550 ( 510-590) N/mm2 0.40 A5 23 ( 22)% 0.50 Av +20C: 100 ( 70) J 0C: 95 J -20C: 85 J -30C: 50 ( 47) J -40C: 42 J YS 70000 ( 61000) PSI TS 80000 ( 74000-85500) PSI Alargamiento en 4d 23 ( 22)% Energa de impacto +68F: 74 ( 52) ft-lb +32F: 70 ft-lb -4F: 63 ft-lb -22F: 37 ( 35) ft-lb -40F: 31 ft-lb
3.2 4.0 5.0
80-130 120-180 160-210
TV-D, TV-A, ABS, SEPROZ, VNIIST, CE
Polaridad negativa para pasada de raz. Secado: no permitido Consulte nuestras recomendaciones de las pginas 11 y 12 referidas al precalentamiento, temperatura entre pasada y procedimiento de soldeo.
S235JR, S275JR, S235J2G3, S275J2G3, S355J2G3, P235GH, P265GH, Recomendado especialmente para pasadas en caliente, capas de relleno L210-L415NB, L290MB-L415MB, y de recubrimiento. Adems de la buena resiliencia del metal de solda- P355T1, P235T2-P355T2, dura depositado, ofrece un soldeo sencillo y un arco intensivo concen- P235G1TH, trado con caractersticas de penetra- P255G1TH cin profunda para garantizar solda- Pasada de raz hasta L555MB. duras de unin de primera calidad radiogrfica. Se puede usar con aplicaciones de gas sulfurado (test HIC API espec. 5 L: Grade A, B, X 42, (fisura inducida por hidrgeno) X 46, X 52, X 56, segn NACE TM-02-84). Tambin estn disponibles los resultados del X 60. Pasada de raz hasta test SSC (corrosin localizada del X 80. cordn de soldadura). Electrodo celulsico para el soldeo en vertical descendente de lneas de tuberas grandes de alta resistencia. Muy econmico comparado con el soldeo en vertical ascendente.
www.boehler-welding.com
Electrodos celulsicos para soldeo en vertical descendente
BHLER Norma Parmetros de soldeo
Proceso de soldeo
Anlisis Propiedades mecnicas tpicas tpico % mm
Intensidad
Homologaciones
Caractersticas y aplicaciones
Metales base Clasificacin por normas
A EN API
FOX CEL 70-P
EN ISO 2560-A: E 42 3 C 25 AWS A5.5: E7010-P1
SMAW
C Si Mn Ni
0.17 Re 475 ( 420) N/mm2 0.11 Rm 550 (510-610) N/mm2 0.60 A5 23 ( 22)% 0.17 Av +20C: 90 J -20C: 70 J -30C: 55 ( 47) J -40C: 45 J YS 69000 ( 61000) PSI TS 80000 ( 73000-93000) PSI Alargamiento en 4d 23 ( 22)% Energa de impacto +68F: 66 ft-lb -4F: 51 ft-lb -22F: 40 ( 34) ft-lb -40F: 33 ft-lb
3.2 4.0 5.0
80-130 100-160 140-210
TV-D, CE Electrodo celulsico para el soldeo en vertical descendente de lneas de tuberas de dimetro grande de alta resistencia. Recomendado especialmente para pasadas en caliente, capas de relleno y de recubrimiento. Muy rentable en comparacin con el soldeo en vertical ascendente convencional. BHLER FOX CEL 70-P genera un arco ms intenso y ms metal de soldadura depositado fluido en comparacin con el conocido BHLER FOX CEL 75.
Secado: no permitido Consulte nuestras recomendaciones de las pginas 11 y 12 referidas al precalentamiento, temperatura entre pasada y procedimiento de soldeo.
S235JR, S275JR, S235J2G3, S275J2G3, S355J2G3, P235GH, P265GH, L210 - L415NB, L290MB - L415MB, P355T1, P235T2 - P355T2, P235G1TH, 255G1TH API espec. 5 L: Grade A, B, X42, X 46, X 52, X 56, X 60
FOX CEL 75
EN ISO 2560-A: E 42 3 C 25 AWS A5.5: E7010-P1
SMAW
C 0.14 Re Si 0.14 Rm Mn 0.70 A5
480 ( 420) N/mm2 550 (510-610) N/mm2 23 ( 22)%
3.2 4.0 5.0
80-130 120-180 160-210
TV-A
Av +20C: 100 ( 85) J 0C: 95 J -20C: 85 J -30C: 55 ( 47) J -40C: 45 ( 27) J YS 70000 ( 61000) PSI TS 80000 ( 74000-89000) PSI Alargamiento en 4d 23 ( 22)% Energa de impacto +68F: 74 ( 63) ft-lb +32F: 70 ft-lb -4F: 63 ft-lb -22F: 41 ( 35) ft-lb -40F: 33 ( 20) ft-lb
Secado: no permitido Consulte nuestras recomendaciones de las pginas 11 y 12 referidas al precalentamiento, temperatura entre pasada y procedimiento de soldeo.
Electrodo celulsico para el soldeo en vertical descendente de lneas de tuberas de dimetro grande de alta resistencia. Recomendado especialmente para pasadas en caliente, capas de relleno y de recubrimiento. Muy rentable en comparacin con el soldeo en vertical ascendente convencional. Las caractersticas del arco de penetracin y la baja formacin de escoria permiten un buen control del cordn y garantizan el mejor rendimiento en todas las posiciones, incluso con electrodos de dimetros mayores y alta intensidad. Se puede usar con aplicaciones de gas sulfurado (test HIC (fisura inducida por hidrgeno) segn NACE TM-0284). Tambin estn disponibles los resultados del test SSC (corrosin localizada del cordn de soldadura).
S235JR, S275JR, S235J2G3, S275J2G3, S355J2G3, P235GH, P265GH, L210-L415NB, L290MB-L415MB, P355T1, P235T2-P355T2, P235G1TH, P255G1TH. Pasada de raz hasta L480MB. API espec. 5 L: Grade A, B, X 42, X 46, X 52, X 56, X 60. Pasada de raz hasta X 70.
FOX CEL 80-P
EN ISO 2560-A: E 46 3 1Ni C 25 AWS A5.5: E8010-P1
SMAW
C Si Mn Ni
0.15 Re 490 ( 460) N/mm2 0.15 Rm 570 (550-650) N/mm2 0.75 A5 23 ( 20)% 0.80 Av +20C: 90 J -20C: 80 J -30C: 60 ( 47) J -40C: 45 J YS 71000 ( 67000) PSI TS 83000 ( 80000-94000) PSI Alargamiento en 4d 23 ( 20)% Energa de impacto +68F: 66 ft-lb -4F: 59 ft-lb -22F: 44 ( 34) ft-lb -40F: 33 ft-lb
3.2 4.0 5.0
80-130 100-160 140-210
TV-D, CE Electrodo celulsico para el soldeo en vertical descendente de lneas de tuberas de dimetro grande de alta resistencia. Muy rentable en comparacin con el soldeo en vertical ascendente convencional. Recomendado especialmente para pasadas en caliente, capas de relleno y de recubrimiento. BHLER FOX CEL 80-P genera un arco ms intenso y ms metal de soldadura depositado fluido en comparacin con el conocido BHLER FOX CEL 85.
L415NB - L485NB, L415MB - L485MB API espec. 5 L: X 56, X 60, X 65, X 70
Secado: no permitido Consulte nuestras recomendaciones de las pginas 11 y 12 referidas al precalentamiento, temperatura entre pasada y procedimiento de soldeo.
BHLER WELDING Consumibles para la construccin de lneas de tuberas
www.boehler-welding.com
Electrodos celulsicos para soldeo en vertical descendente
BHLER Norma Parmetros de soldeo
Proceso de soldeo
Anlisis Propiedades mecnicas tpicas tpico % mm
Intensidad
Homologaciones
Caractersticas y aplicaciones
Metales base Clasificacin por normas
A EN API
FOX CEL 85
EN ISO 2560-A: E 46 4 1Ni C 25 AWS A5.5: E8010-P1
SMAW
C Si Mn Ni
0.14 Re 0.15 Rm 0.75 A5 0.70 Av +20C: 0C: -20C: -40C:
490 ( 460) N/mm2 570 (550-650) N/mm2 23 ( 20)% 110 105 100 70 ( 80) J J J ( 47) J
3.2 4.0 5.0
80-130 120-180 160-210
TV-D, TV-A, ABS, GdF, SEPROZ, PDO, CE
Electrodo celulsico para el soldeo en vertical descendente de lneas de tuberas de dimetro grande de alta resistencia. Muy rentable en comparacin con el soldeo en vertical ascendente convencional. Recomendado especialmente para pasadas en caliente, capas de relleno y de recubrimiento. No cabe duda que BHLER FOX CEL 85 es el electrodo celulsico ms conocido que cubre de forma ptima las demandas exactas de la soldadura in situ de lneas de tuberas campo a travs. La ms alta calidad de soldaduras de unin est garantizada a temperaturas hasta -40C. Se puede usar con aplicaciones de gas sulfurado (test HIC (fisura inducida por hidrgeno) segn NACE TM-02-84). Tambin estn disponibles los resultados del test SSC (corrosin localizada del cordn de soldadura).
L415NB-L485NB, L415MB-L485MB. API eespec. 5 L: X 56, X 60, X 65, X 70
Secado: no permitido Consulte nuestras recomendaciones de las pginas 11 y 12 referidas al precalentamiento, temperatura entre pasada y procedimiento de soldeo.
YS 71000 ( 67000) PSI TS 82000 ( 80000-94000) PSI Alargamiento en 4d 23 ( 20)% Energa de impacto +68F: 81 ( 59) ft-lb +32F: 77 ft-lb -4F: 74 ft-lb -40F: 52 ( 35) ft-lb
FOX CEL 90
EN ISO 2560-A: E 50 3 1Ni C 25 AWS A5.5: E9010-P1
SMAW
C Si Mn Ni
0.17 Re 610 ( 530) N/mm2 0.15 Rm 650 (620-720) N/mm2 0.90 A5 21 ( 18)% 0.80 Av +20C: 100 ( 80) J 0C: 90 J -20C: 75 J -30C: 65 ( 47) J -40C: 40 ( 27) J YS 89000 ( 77000) PSI TS 94000 ( 90000-104400) PSI Alargamiento en 4d 21 ( 18)% Energa de impacto +68F: 74 ( 59) ft-lb +32F: 66 ft-lb -4F: 55 ft-lb -22F: 48 ( 35) ft-lb -40F: 30 ( 35) ft-lb
4.0 5.0
120-180 160-210
TV-D, TV-A, GdF, Statoil, SEPROZ, VNIIST, CE
Electrodo celulsico para el soldeo en vertical descendente de lneas de tuberas de dimetro grande de alta resistencia. Muy rentable en comparacin con el soldeo en vertical ascendente convencional. Recomendado especialmente para pasadas en caliente, capas de relleno y de recubrimiento. El diseo especial del revestimiento y del alma garantiza la ms alta calidad metalrgica y la calidad del metal de soldadura depositado con propiedades mecnicas excelentes. El electrodo permite una buena visibilidad del bao de fusin, se suelda fcilmente en todas las posiciones y tiene amplios mrgenes de seguridad contra imperfecciones por porosidad e inclusiones de escoria.
L450MB, L485MB, L555MB. API eespec. 5 L: X 65, X 70, X 80
Secado: no permitido Consulte nuestras recomendaciones de las pginas 11 y 12 referidas al precalentamiento, temperatura entre pasada y procedimiento de soldeo..
10
www.boehler-welding.com
Tecnologa de soldeo
Temperaturas de precalentamiento y entre pasada
Para prevenir que el hidrgeno provoque fisuras, es necesario precalentar los tubos antes de empezar a soldar y mantener una temperatura de entrepasada al soldar cada uno de los cordones. Se recomienda generalmente un precalentamiento a 150C (300F) teniendo en cuenta las condiciones de campo, por lo general muy complicadas. Esto cubre un grosor de la pared de hasta 25 mm (1") y metales de soldadura depositado hasta la clase E9010 (FOX CEL 90). Cuando se sueldan tubos de paredes delgadas, se debe tener en cuenta aplicar temperaturas de precalentamiento y de entre pasada ms bajas. En el siguiente diagrama figuran las temperaturas ms bajas posibles dependiendo del grosor de la pared y del tipo de electrodo.
minimum in C C mnimo en 180 160 140 120 100 80 60 40 20 0 5 wall thickness in mm 10 grosor de la pared en mm 15 20 25 E9010 E8010 E7010 E6010 minimum in F F mnimo en 356 320 284 248 212 176 140 104 68 32
Preparacin de la junta de unin recomendada
Grosores de la pared 20 mm ( 3/4 pulgadas)
Grosores de la pared > 20 mm (> 3/4 pulgadas)
Tcnica de soldeo Pasada de raz
Se suelda la pasada de raz con los tubos colocados y sujetos en su posicin real con bridas. Para dimetros de tubo de ms de 200 mm (8"), se ha generalizado la costumbre de que trabajen dos soldadores, cada uno a un lado del tubo. Incluso trabajan tres o cuatros soldadores a la vez para reducir la deformacin y mantener una anchura de raz uniforme. Trabajan tres o cuatro soldadores para realizar la pasada de raz en tubos de dimetros mayores a 700 mm (28") o en una base complicada. Para esta parte del soldeo, la ms importante, que requiere una penetracin perfecta, se debe seleccionar un dimetro de electrodo, una velocidad de avance y una intensidad conformes al dimetro del tubo y al grosor de la pared. Para dimetros del tubo de hasta 250 mm (10") aproximadamente y grosores de la pared de hasta 8 mm (5/16"), recomendamos usar electrodos de 3.2 mm (1/8") de dimetro; para dimensiones mayores, electrodos 4 mm (5/32") de dimetro. Se suelda en vertical descendente sujetando el electrodo para mantener un buen contacto con las caras de bisel. Se recomienda el procedimiento con electrodo negativo. Dimetro del electrodo: 2.5 mm (3/32") 3.2 mm (1/8") 4 mm (5/32")
Mquinas de soldeo
Los electrodos celulsicos slo se pueden soldar con corriente directa. Las mquinas de soldeo deben tener autorregulador y un circuito abierto de alto voltaje. En la soldadura de arco manual es difcil mantener constante la distancia entre el electrodo y el bao de fusin o superficies de soldeo, es decir, la longitud del arco vara y, con ella, la intensidad. El uso de mquinas de soldeo con autorregulador minimiza estas variaciones. El voltaje en vaco debe superar los 70 V para generar la alta energa de ionizacin requerida para la disociacin de los componentes que cubren el revestimiento del electrodo. Los generadores usados para soldar con electrodos celulsicos para tubos suelen tener un circuito abierto de un voltaje entre 80 y 100 V. Los electrodos de dimetros mayores requieren una intensidad alta, as como un alto voltaje que el generador debe proporcionar durante el soldeo. Las mquinas de soldeo deben cumplir estos requisitos en general; otros detalles, tales como el tipo y el modo de soldeo, pueden variar para los diferentes modelos y sern proporcionados por el fabricante.
50 - 180 A 80 - 100 A 120 - 150 A
Las bridas slo se deben quitar cuando se haya finalizado la pasada de raz en todo el permetro y, al soldar tubos de dimetro ms grande, cuando se haya finalizado la pasada en caliente. Cuando se est realizando esta pasada, no mueva los tubos para evitar la formacin de fisuras.
80-90
soldeo de pasada de raz (cordn sin oscilacin) pasada de raz cordn sin oscilacin 2.5, 3.2 4.0 mm 80-90 80-90
BHLER WELDING Consumibles para la construccin de lneas de tuberas
11
www.boehler-welding.com
Tecnologa de soldeo
Pasada en caliente
Un ligero esmerilado de la superficie del cordn sin oscilacin con cepillos circulares de hilo de acero previene las inclusiones laterales de escoria (que aparecen como lneas de escoria en las radiografas de soldaduras). Para soldar la pasada en caliente, se sujeta el electrodo casi vertical, con alta intensidad usando el electrodo conectado a la terminal positiva. Las dimensiones de electrodos que se usan normalmente son: 4 mm (5/32") con 150 - 180 A 5 mm (3/16") con 170 - 210 A La alta corriente genera una penetracin profunda, que hace que las inclusiones de escoria que pudiesen quedar salgan a la superficie para garantizar que la pasada de raz se recueza del todo. La pasada en caliente se debe soldar inmediatamente despus de depositar el cordn sin oscilacin y nunca ms de 10 minutos ms tarde. Esto es especialmente importante en lneas de tuberas de alta resistencia para evitar fisuraciones debajo del cordn en el material base. 80-90
mente inferiores que las pasadas de relleno (150-200 A) para evitar porosidad. En la pasada de recubrimiento la porosidad se debe casi siempre al sobrecalentamiento del depsito de soldadura o a un movimiento oscilante excesivo.
80-90
pasadas de relleno
4.0, 5.0 5.5 mm
soldeo de pasadas de relleno y recubrimiento
60-70 pasada de recubrimiento (cordn de peinado) 4.0, 5.0 mm 80-90
Tcnica combinada y soldeo con un nico tipo de electrodo
El depsito de soldadura de la pasada de raz que no se ha revenido aplicando la pasada en caliente debe tener una resistencia superior a la de la unin acabada, entre 100 y 150 N/mm2 (~18000 psi). Esto, junto a la forma sensible a la entalladura del cordn de raz, puede causar la formacin de fisuras mecnicas antes de depositar la pasada en caliente si se mueve el tubo de forma no controlada durante el soldeo. La tcnica de soldeo combinada que se ha recomendado y que se usa con xito desde hace aos es un mtodo excelente para evitar este riesgo. La tcnica combinada implica la soldadura de pasada en raz en aceros de alto carbono y alta resistencia, con un electrodo de menor resistencia comparada con la del metal base pero proporcionando una mejor ductilidad (FOX CEL). Un cordn sin oscilacin comparativamente suave y tenaz absorbe mejor los esfuerzos mecnicos cuando se est soldando o antes de aplicar la pasada en caliente. La tcnica combinada se ha comprobando dando resultados altamente satisfactorios con aceros con mayor contenido en carbono. A pesar de su menor nivel de resistencia, el electrodo usado para el cordn de raz es compensado en su resistencia por la dilucin que sufre de 50% con el metal base. Sin embargo, al soldar aceros con bajo contenido en carbono, con menos perlita, la alta dilucin de la pasada de raz reduce la resistencia de esa parte de la unin. En tubos con paredes delgadas, la seccin transversal del cordn sin oscilacin es, en proporcin a la seccin transversal total, mayor que en tubos de pared gruesa. Esto reduce adicionalmente la resistencia de toda la seccin transversal. Por esa razn, recomendamos usar un tipo de electrodo para todas las pasadas, desde el cordn sin oscilacin al cordn de peinado, en la lnea de tuberas de aceros con menor contenido en perlita, menos de 0.10% de carbono, con grosor de la pared por debajo de 10 mm (13/32"). Las propiedades mecnicas de este tipo de electrodo deben ser las mismas que las del metal base.
soldeo de pasada en caliente pasadas en caliente 4.0 5.0 mm 80-90 40-50
Capas de relleno
Los cordones son lo suficientemente planos y libres de imperfecciones por mordeduras e inclusiones de escoria si se usa el electrodo con un ligero movimiento circular o escalonado, especialmente en las posiciones con los ngulos equivalentes a los que forman las manillas de un reloj de 12 a 2, de 12 a 10, de 4 a 6 y de 8 a 6. Se recomienda un movimiento oscilante para el resto de las posiciones. Los cepillos circulares de hilo de acero se usan para eliminar con cuidado la escoria despus de cada pasada. La seleccin del dimetro del electrodo depende del dimetro del tubo y del grosor de la pared. Las dimensiones e intensidades de electrodo recomendadas para el soldeo de pasada de relleno con polaridad positiva (+): 4 mm (5/32") 120 - 150 A 5 mm (3/16") 160 - 210 A 5.5 mm (7/32") 200 - 260 A El soldeo vertical descendente genera un grosor del cordn que depende de las diferentes posiciones de soldeo de tubos. Por esa razn, antes de soldar la pasada de recubrimiento normalmente es necesario aplicar pasadas de peinado en las partes del permetro del tubo en los que se debe corregir el grosor. Las pasadas de peinado se aplican con un movimiento relativamente rpido en las posiciones de los ngulos que forman las manillas de reloj de 2 y 4 y de 10 a 8.
Almacenamiento
El revestimiento de los electrodos celulsicos tiene un contenido en humedad relativamente alto que es necesario para las caractersticas de soldeo y las propiedades metalrgicas del depsito. Si se almacena abierto y desprotegido, la humedad y/o temperatura del aire pueden reducir o aumentar considerablemente este contenido en humedad. De esta forma, los electrodos celulsicos BHLER estn envasados en latas. Los electrodos se deben mantener en el envase cerrado en lugares donde se evite exponerlos a la radiacin solar prolongada y a grandes cambios de temperatura. Cuando la lata se ha abierto, se deben usar los electrodos lo antes posible. No est permitido secar los electrodos celulsicos.
Pasada de recubrimiento (cordn de peinado)
La pasada de recubrimiento se ejecuta con un ligero movimiento oscilante del electrodo. La soldadura no debe solaparse con la esquina de la abertura ms de 1.5 mm (1/16"). Si se aplica correctamente la pasada de recubrimiento, se refuerza la soldadura aproximadamente de 1 a 2 mm (1/16"). Para esta pasada se utilizan normalmente electrodos de 5 mm (3/16") de dimetro con valores de amperaje ligera12
www.boehler-welding.com
Electrodos celulsicos
Resolucin de problemas
Defectos
Causas
Cmo evitar defectos
Porosidad se ve en la superficie
movimiento oscilante excesivo e incontrolado metal base sobrecalentado (en tubos de pared delgada aumenta el riesgo) contenido de humedad en el revestimiento del electrodo demasiado bajo
el movimiento oscilante no debe ser mayor que el doble del dimetro del electrodo elija un dimetro del electrodo y una intensidad en funcin del grosor de la pared del tubo guarde los electrodos en envases cerrados, vase captulo almacenamiento de la pgina 12 evite recalcar excesivamente el metal depositado vase captulo almacenamiento de la pgina 12
Poros internos no se ven en la superficie
proceso de desoxidacin del depsito de soldadura retrasado contenido de humedad del revestimiento del electrodo demasiado bajo o demasiado alto hueco de la raz demasiado estrecho: una dilucin excesiva impide la desgasificacin composicin qumica del metal base: altos niveles de Al favorecen la formacin de huecos
Huecos o cordn hueco prcticamente slo en el refuerzo del cordn sin oscilacin, por esta razn, apenas se reduce la seccin transversal
anchura del hueco de la raz no menor a 1 mm el hueco de la raz ptimo de 1.5 mm se debe cumplir especialmente para aceros 0.040% Al. Si no se resuelve el problema, use un electrodo de dimetro menor limpie todas las capas con un cepillo circular de hilo rebaje el cordn sin oscilacin lo suficiente antes de realizar la pasada en caliente mejore la manipulacin del electrodo aumente la intensidad elija una intensidad adecuada al dimetro del electrodo y a la posicin de soldeo limpie bien las caras de la junta de soldeo
Inclusiones de escoria que ocurren por lo general en las caras de la junta de soldeo y en el rea del cordn sin oscilacin (lneas de escoria)
no se ha limpiado lo suficiente entre pasadas el cordn sin oscilacin no est bien esmerilado manipulacin incorrecta del electrodo la intensidad es demasiado baja
Falta de fusin (uniones fras)
falta de fusin en las caras de la junta de soldeo la intensidad es demasiado baja las caras de la junta de soldeo estn contaminadas y/o oxidadas accin combinada del hidrgeno, esfuerzos y la estructura endurecida
Fisuras debajo del cordn prcticamente slo en la zona afectada por el calor endurecida
precaliente el material para tubos para favorecer la formacin de hidrgeno, aumentar el aporte trmico suele ser beneficioso evite mover el tubo es de esperar un endurecimiento notable al soldar el cordn sin oscilacin, de manera que la pasada se debe aplicar inmediatamente despus evite mover el tubo sobre todo cuando est soldando el cordn sin oscilacin consulte en las normas y especificaciones correspondientes el desvo mximo que, sin embargo, se debe mantener al mnimo
Fisuras causadas por esfuerzos mecnicos por lo general, en el rea del cordn sin oscilacin
haber movido el tubo al soldar el cordn sin oscilacin y/o antes de realizar la pasada en caliente el desvo angular es demasiado grande, causando una seccin transversal de la raz reducida y aumentando el riesgo de formacin de fisuras la intensidad es demasiado alta manipulacin incorrecta
Mordedura en el rea del cordn sin oscilacin y de las pasadas de recubrimiento
seleccin de la intensidad adecuada a la dimensin del electrodo
Exceso de refuerzo
manipulacin incorrecta
seleccione una intensidad adecuada a la anchura de la junta se tiene que tener en cuenta el refuerzo de pasada de recubrimiento cuando se est realizando la ltima pasada de relleno (por ejemplo, en capas adicionales o esmerilado de capas de relleno demasiado altas) seleccione la intensidad adecuada a la preparacin de la junta de unin para el cordn de pasada de raz
Cordn sin oscilacin curvado
la intensidad es demasiado alta preparacin de la junta de unin pobre, el hueco de la raz es demasiado grande
Marcas de encendido
un encendido a la derecha o izquierda de la junta causa endurecimiento local; riesgo de fisuras por endurecimiento
encienda el arco en la junta de soldeo
BHLER WELDING Consumibles para la construccin de lneas de tuberas
13
www.boehler-welding.com
Tasa de consumo
Grosor de la pared [pulgadas, mm]
0.25" 6.35 mm
0.312" 7.92 mm
0.432" 10.97 mm
0.5" 0.562" 12.7 mm 14.27 mm
0.625" 0.719" 0.812" 0.938" 15.88 mm 18.26 mm 20.62 mm 23.83 mm
1.0" 1.062" 1.188" 25.4 mm 26.97 mm 30.15 mm
del tubo
de electr. [mm]
Peso [kg]
9.5* 8.9* 25* 11* 10.6* 28.3* 12.5* 11.7* 31.3* 14.3* 13.4* 36.3* 16.2* 15.1* 39.8* 18* 16.9* 44.8* 19.9* 18.6* 49.9* 21.7* 20.3* 53.3* 23.6* 22.1* 58.3* 25.4* 23.8* 61.7* 27.3* 25.5* 68.6* 29.1* 27.2* 71.9* 31* 29* 75.2* 32.8* 30.7* 80.3* 9.1 8.8 42.6 11 10.5 51.2 12.1 11.6 55.8 13.9 13.3 62.6 15.7 15 71.2 17.5 16.8 78.1 19.3 18.5 86.6 21.1 20.2 95.1 22.9 22 102 24.7 23.7 110.5 26.5 25.4 117.3 28.3 27.1 125.9 30.1 28.9 134.5 32 30.6 141.3 33.8 32.3 149.9 35.6 34 156.7 37.4 35.8 165.2 39.2 37.5 172 41 39.2 180.6 42.8 41 189.1 44.6 42.7 196 50 47.9 219.9 53.6 51.3 221.4 8.9 8.5 86.3 10.7 10.3 103.6 11.9 11.4 113.5 13.7 13.1 129 15.5 14.8 146.3 17.3 16.5 161.7 19.1 18.3 179 20.9 20 194.4 22.7 21.8 211.7 24.5 23.5 227.2 26.3 25.2 242.7 29.1 26.9 259.9 29.9 28.7 275.4 31.7 30.4 292.6 33.5 32.1 308.1 35.3 33.8 325.4 37.2 35.6 340.8 39 37.3 356.3 40.8 39 372.6 42.6 40.8 389.1 44.4 42.5 406.3 49.8 47.7 454.5 53.4 51.1 471.7 8.8 8.4 114.4 10.6 10.2 138.5 11.7 11.2 153.6 13.5 13 174.3 15.4 14.7 196.8 17.2 16.4 219.2 19 18.2 241.7 20.8 19.9 264.1 22.6 21.6 284.8 24.4 23.3 307.2 26.2 25.1 329.7 28 26.8 352.1 29.8 28.5 374.6 31.6 30.3 395.3 33.4 32 417.7 35.2 33.7 440.1 37 35.5 462.6 38.8 37.2 483.3 40.6 38.9 505.7 42.4 40.6 528.1 44.3 42.4 550.6 49.7 47.6 616.1 53.3 51 643.7 8.7 8.3 147.6 10.5 10.1 175.2 11.6 11.1 193.8 13.4 12.9 221.4 15.2 14.6 249 17 16.3 276.7 18.9 18.1 306.1 20.7 19.8 333.7 22.5 21.5 361.3 24.3 23.2 388.9 26.1 25 418.3 27.9 26.7 446 29.7 28.4 473.7 31.5 30.2 501.3 33.3 31.9 527.2 35.1 33.6 558.3 36.9 35.3 585.9 38.7 37.1 613.6 40.5 38.8 641.2 42.3 40.5 670.6 44.1 42.3 698.3 49.6 47.5 781.1 53.2 50.9 817.4 8.6 8.2 182.5 10.4 9.9 217.1 11.5 11 239.1 13.3 12.8 273.6 15.1 14.5 308.3 16.9 16.2 342.8 18.7 17.9 377.4 20.5 19.7 412 22.4 21.4 448.2 24.2 23.1 482 26 24.9 517.5 27.8 26.6 552.1 29.6 28.3 586.6 31.4 30 621.2 33.2 31.8 655.8 35 33.5 690.4 36.8 35.2 725 38.6 37 759.5 40.4 38.7 794.1 42.2 40.4 830.4 44 42.2 865.1 49.4 47.3 968.8 53.1 50.8 1015.3 8.4 8.1 240.1 10.2 9.8 284.7 11.3 10.9 314 13.2 12.6 360.4 15 14.3 405.8 16.8 16.1 452.4 18.6 17.8 497.5 20.4 19.5 544.2 22.2 21.3 589.1 24 23 635.9 25.8 24.7 680.8 27.6 26.4 727.6 29.4 28.2 772.6 31.2 29.9 819.3 33 31.6 864.3 34.8 33.3 911 36.6 35.1 956 38.4 36.8 1002.8 40.2 38.5 1047.7 42.1 40.3 1094.5 43.9 42 1141.1 49.3 47.2 1277.9 52.9 50.6 1341.8 8.3 7.9 171 10.1 9.6 210.8 11.2 10.7 232.8 13 12.5 267.4 14.8 14.2 291.6 16.8 15.9 324.3 18.4 17.6 357.2 20.2 19.4 391.8 22.1 21.1 424.6 23.8 22.8 457.5 25.7 24.6 490.4 27.5 26.3 524.9 29.3 28 557.8 31.1 29.7 590.6 32.9 31.5 623.5 34.7 33.2 656.3 36.5 34.9 690.8 37 35.4 723.2 10.1 38.4 756.6 41.9 40.1 1001.1 43.7 41.9 1042.6 49.1 47 1168.9 52.7 50.5 1229.4 8 7.7 230.5 9.8 9.4 350 10.9 10.5 386 12.8 12.2 443.1 14.6 13.9 500.2 16.4 15.7 557.4 17.6 16.8 594 20 19.1 671.6 21.8 20.9 730.4 23.6 22.6 785.8 25.4 24.3 843 27.2 26 901.9 29 27.8 959 30.8 29.5 1016.1 32.6 31.2 1073.3 34.4 33 1130.4 36.2 34.7 1187.5 38 36.4 1244.7 39.9 38.2 1301.9 41.7 39.9 1359 43.5 41.6 1417.8 48.9 46.8 1589.2 52.5 50.3 1674 7.9 7.6 258.5 9.7 9.3 391.8 10.5 10 418.6 12.2 11.7 480.5 14 13.4 544.1 15.7 15 606.1 17.5 16.7 669.7 19.2 18.4 731.6 21 20.1 795.2 22.7 21.7 857.1 24.4 23.4 919.1 26.2 25.1 981.1 27.9 26.7 1044.7 29.7 28.4 1106.6 31.4 30.1 1170.2 33.2 31.8 1232.1 34.9 33.4 1294 37.9 36.3 1404.5 38.4 36.8 1419.6 41.5 39.8 1532.7 43.4 41.5 1598.4 48.8 46.7 1792.4 52.4 50.2 1887.6 7.8 7.5 289.8 9.6 9.2 438.9 10.7 10.3 483.6 12.5 12 556.3 14.3 13.7 629 16.1 15.5 701.8 18 17.2 774.6 19.9 18.9 847.3 21.6 20.7 919.9 23.4 22.4 991.1 25.2 24.1 1063.8 27 25.8 1136.6 28.8 27.6 1209.3 30.6 29.3 1282 32.4 31 1354.8 34.2 32.8 1427.5 36 34.5 1500.3 37.8 36.2 1572.9 39.6 37.9 1591.8 41.4 39.7 1718.5 43.2 41.4 1789.5 48.7 46.6 2007.8 52.3 50 2115.1 7.6 7.2 354.5 9.4 9 538.3 10.2 9.7 586.9 11.9 11.4 675.6 13.6 13.1 747.6 15.4 14.7 834.8 17.1 16.4 921.9 18.9 18.1 1003.3 20.6 19.8 1096.1 22.4 21.4 1181.5 24.1 23.1 1269.9 25.9 24.8 1347.9 27.6 26.4 1434.4 29.4 28.1 1519.8 31.1 29.8 1606.8 32.8 31.5 1692.3 34.6 33.1 1779.3 37.6 36 1939.5 38.1 36.5 1962 41.2 39.5 2119.7 43 41.2 2209.8 48.4 46.4 2478.4 52 49.8 2613.5
10 3/4" 273 mm 12 3/4" 323.8 mm 14" 355.6 mm 16" 406.4 mm 18" 457.2 mm 20" 508 mm 22" 558.8 mm 24" 609.6 mm 26" 660.9 mm 28" 711.2 mm 30" 762 mm 32" 812.8 mm 34" 863.6 mm 36" 914.4 mm 38" 965.2 mm 40" 1016 mm 42" 1066.8 mm 44" 1117.6 mm 46" 1168.4 mm 48" 1219.2 mm 50" 1270 mm 56" 1422.4 mm 60" 1524 mm
Pasada de raz Pasada caliente Relleno+peinado Pasada de raz Pasada caliente Relleno+peinado Pasada de raz Pasada caliente Relleno+peinado Pasada de raz Pasada caliente Relleno+peinado Pasada de raz Pasada caliente Relleno+peinado Pasada de raz Pasada caliente Relleno+peinado Pasada de raz Pasada caliente Relleno+peinado Pasada de raz Pasada caliente Relleno+peinado Pasada de raz Pasada caliente Relleno+peinado Pasada de raz Pasada caliente Relleno+peinado Pasada de raz Pasada caliente Relleno+peinado Pasada de raz Pasada caliente Relleno+peinado Pasada de raz Pasada caliente Relleno+peinado Pasada de raz Pasada caliente Relleno+peinado Pasada de raz Pasada caliente Relleno+peinado Pasada de raz Pasada caliente Relleno+peinado Pasada de raz Pasada caliente Relleno+peinado Pasada de raz Pasada caliente Relleno+peinado Pasada de raz Pasada caliente Relleno+peinado Pasada de raz Pasada caliente Relleno+peinado Pasada de raz Pasada caliente Relleno+peinado Pasada de raz Pasada caliente Relleno+peinado Pasada de raz Pasada caliente Relleno+peinado
4.0 4.0 5.0 40 4.0 5.0 4.0 4.0 5.0 4.0 4.0 5.0 4.0 4.0 5.0 4.0 4.0 5.0 4.0 4.0 5.0 4.0 4.0 5.0 4.0 4.0 5.0 4.0 4.0 5.0 4.0 4.0 5.0 4.0 4.0 5.0 4.0 4.0 5.0 4.0 4.0 5.0 4.0 4.0 5.0 4.0 4.0 5.0 4.0 4.0 5.0 4.0 4.0 5.0 4.0 4.0 5.0 4.0 4.0 5.0 4.0 4.0 5.0 4.0 4.0 5.0 4.0 4.0 5.0
* Excepcin: Pasada de raz 3.2 Pasada en caliente 4.0 Relleno + cordn de peinado 4.0 Consumo de electrodos en kg Peso de los electrodos celulsicos. Clculo para 100 uniones sin desperdicio. Prdida por el extremo (colilla) de 50 mm (2 pulgadas).
14
www.boehler-welding.com
Recomendaciones para electrodos bsicos
Electrodos bsicos
Clases de acero API FOX BVD 85 E8018-G E8045-P2 FOX BVD 90 E9018-G E9045-P2 (mod.) FOX BVD 100 E10018-G E10045-P2 (mod.) FOX BVD 110 E11018-G
A B X 42 X 46 X 52 X 56 X 60 X 65 X 70 X 80 X 100
Clases de acero EN
L210 L245MB L290MB L320M L360MB L385M L415MB L450MB L485MB L555MB
Los electrodos bsicos para vertical descendente se caracterizan por sus propiedades mecnicas y tecnolgicas y por su bajo contenido en hidrgeno. El tiempo de soldeo es el mismo con pasadas de relleno y de recubrimiento que al soldar con electrodos celulsicos. Sin embargo, se producen prdidas econmicas cuando se sueldan pasadas de raz. Por esta razn, se recomienda que las pasadas de raz y en caliente se suelden con electrodos celulsicos y las pasadas de relleno y de recubrimiento con electrodos bsicos para vertical descendente.
Los electrodos para vertical descendente de bajo contenido en hidrgeno se usan para soldar juntas de soldeo de paredes gruesas de aceros como API X 80 X 100, as como para soldar juntas que tienen que cumplir requisitos de alta resiliencia. Otro campo de aplicacin adicional es la instalacin sobre el suelo y los drenajes donde el uso de electrodos celulsicos est prohibido.
BHLER WELDING Consumibles para la construccin de lneas de tuberas
15
www.boehler-welding.com
Electrodos bsicos para soldeo en vertical descendente
BHLER Norma Parmetros de soldeo
Proceso de soldeo
Anlisis Propiedades mecnicas tpicas tpico % mm
Intensidad
Homologaciones
Caractersticas y aplicaciones
Metales base Clasificacin por normas
A EN API
FOX BVD 85
EN ISO 2560-A: E 46 5 1Ni B 4 5 AWS A5.5: E8018-G E8045-P2
SMAW
C Si Mn Ni
0.05 Re 0.40 Rm 1.10 A5 0.90 Av +20C: 0C: -20C: -40C: -50C:
510 ( 460) N/mm2 560 (550-650) N/mm2 27 ( 22)% 170 150 120 85 65 ( 130) J J J ( 60) J ( 47) J
3.2 4.0 4.5
110-160 180-210 200-240
TV-D, GdF, SEPROZ, CE
Secado si es necesario: 300-350C, mn. 2 h. Observe nuestras recomendaciones en las pginas 18 y 21.
YS 74000 ( 67000) PSI TS 81200 ( 80000-94000) PSI Alargamiento en 4d 27 ( 22)% Energa +68F: +32F: -4F: -40F: -58F: de impacto 125 ( 96) ft-lb 111 ft-lb 89 ft-lb 63 ( 45) ft-lb 48 ( 35) ft-lb
Electrodos bsicos para el soldeo en vertical descendente para tubos de dimetros grandes y para trabajo en estructuras. Adecuado para pasadas de relleno y de recubrimiento en la construccin de lneas de tuberas. El depsito es muy resistente a la fisura y posee una alta resiliencia y un contenido en hidrgeno muy bajo. La tasa de deposicin es un 80-100% ms alta que para el soldeo en vertical ascendente. El depsito de soldadura de BHLER FOX BVD 85 presenta una combinacin ideal de alta resistencia y resiliencia criognica hasta -50C (-58F). El diseo especial y el trabajo de desarrollo hacen que este electrodo ofrezca caractersticas de encendido excepcionales y evita la formacin de porosidad al principio del soldeo de las pasadas de recubrimiento (cordn de peinado). Debido a esto y a sus buenas caractersticas de soldeo, este electrodo bsico especial permite un soldeo sencillo incluso trabajando en campo. Se puede usar con aplicaciones de gas sulfurado (test HIC (fisura inducida por hidrgeno) segn NACE TM-02-84). Tambin estn disponibles los resultados del test SSC (corrosin localizada del cordn de soldadura).
S235J2G3 hasta S355J2G3, L290NB hasta L450NB, L290MB hasta L450MB, P235GH hasta P295GH API espec. 5 L: A, B, X 42, X46, X 52, X 56, X 60, X 65
FOX BVD 90
EN 757: E 55 5 Z2Ni B 45 AWS A5.5: E9018-G E9045-P2 (mod.)
SMAW
C Si Mn Ni
0.05 Re 0.30 Rm 1.20 A5 2.20 Av +20C: 0C: -20C: -40C: -50C:
600 ( 550) N/mm2 650 (620-720) N/mm2 27 ( 20)% 170 145 130 110 80 ( 120) J J J J ( 47) J
3.2 4.0 4.5
110-160 180-210 200-240
TV-D, Statoil, GdF, SEPROZ, NAKS, CE, VNIIST
YS 87000 ( 80000) PSI TS 94000 ( 90000-104000) PSI Alargamiento en 4d 27 ( 20)% Secado si es necesario: 300-350C, mn. 2 h. Observe nuestras recomendaciones en las pginas 18 y 21. Energa +68F: +32F: -4F: -40F: -58F: de impacto 127 ( 89) ft-lb 107 ft-lb 96 ft-lb 82 ft-lb 60 ( 35) ft-lb
Electrodos bsicos para el soldeo vertical descendente para tubos de dimetros grandes y para trabajo en estructuras. Adecuado para pasadas de relleno y de recubrimiento en la construccin de lneas de tuberas. El depsito es muy resistente a la fisura y posee una alta resiliencia y un contenido en hidrgeno muy bajo. El diseo especial y el trabajo de desarrollo hacen que este electrodo ofrezca caractersticas de encendido excepcionales y evita la formacin de porosidad al principio del soldeo de las pasadas de recubrimiento (cordn de peinado). Debido a esto y a sus buenas caractersticas de soldeo, este electrodo bsico especial permite un soldeo sencillo incluso trabajando en campo. La tasa de deposicin es un 80-100% ms alta que para el soldeo en vertical ascendente.
L485MB, L555MB API espec. 5 L: X 70, X 80
16
www.boehler-welding.com
Electrodos bsicos para soldeo en vertical descendente
BHLER Norma Parmetros de soldeo
Proceso de soldeo
Anlisis Propiedades mecnicas tpicas tpico % mm
Intensidad
Homologaciones
Caractersticas y aplicaciones
Metales base Clasificacin por normas
A EN API
FOX BVD 100
EN 757: E 62 5 Z2Ni B 45 AWS A5.5: E10018-G E10045-P2 (mod.)
SMAW
C Si Mn Ni
0.07 Re 0.40 Rm 1.20 A5 2.30 Av +20C: 0C: -20C: -50C:
670 ( 620) N/mm2 730 (690-810) N/mm2 24 ( 18)% 150 125 120 70 ( 110) J J J ( 47) J
4.0 4.5
180-210 200-240
TV-D, SEPROZ, CE
YS 97000 ( 90000) PSI TS 105800 (100000-117000) PSI Alargamiento en 4d 24 ( 18)% Secado si es necesario: 300-350C, mn. 2 h. Temperatura entre pasada recomendada > 100C. Observe nuestras recomendaciones en las pginas 18 y 21. Energa de impacto +68F: 111 ( 81) ft-lb 32F: 92 ft-lb -4F: 89 ft-lb -58F: 52 ( 35) ft-lb
Electrodos bsicos para el soldeo L555MB vertical descendente para tubos de dimetros grandes y para trabajo en API espec. 5 L: estructuras. Adecuado para pasadas X 80 de relleno y de recubrimiento en la construccin de lneas de tuberas. El depsito es muy resistente a la fisura y posee una alta resiliencia y un contenido en hidrgeno muy bajo. El diseo especial y el trabajo de desarrollo hacen que este electrodo ofrezca caractersticas de encendido excepcionales y evita la formacin de porosidad al principio del soldeo de las pasadas de recubrimiento (cordn de peinado). Debido a esto y a sus buenas caractersticas de soldeo, este electrodo bsico especial permite un soldeo sencillo incluso trabajando en campo. La tasa de deposicin es un 80-100% ms alta que para el soldeo en vertical ascendente. L6901) Electrodos bsicos para el soldeo vertical descendente para tubos de dimetros grandes y para trabajo en API espec. 5 L: estructuras. Adecuado para pasadas X1001) de relleno y de recubrimiento en la construccin de lneas de tuberas. El 1) an sin normalizar depsito es muy resistente a la fisura y posee una alta resiliencia y un contenido en hidrgeno muy bajo. El diseo especial y el trabajo de desarrollo hacen que este electrodo ofrezca caractersticas de encendido excepcionales y evitar la formacin de porosidad al principio del soldeo de las pasadas de recubrimiento (cordn de peinado). Debido a esto y a sus buenas caractersticas de soldeo, este electrodo bsico especial permite un soldeo sencillo incluso trabajando en campo. La tasa de deposicin es un 80-100% ms alta que para el soldeo en vertical ascendente. Electrodos bsicos para las soldadu- L6901) ras verticales descendentes para API espec. 5 L: tubos de dimetros grandes y para X1001), X1101) trabajo en estructuras. Adecuado para pasadas de relleno y de recubrimiento en la construccin de tubos. 1) an sin normalizar El depsito es muy resistente a la fisura y posee una alta resiliencia y un contenido en hidrgeno muy bajo. La tasa de deposicin es 80-100% ms alta que para el soldeo en vertical ascendente. Este electrodo revestido est optimizado para mejores propiedades de encendido y para evitar la formacin de porosidad al principio del soldeo de la capa del cordn de peinado. Con sus excelentes propiedades de soldeo, el electrodo se suelda con facilidad incluso en condiciones difciles.
FOX BVD 110
EN 757: E 69 3 Mn2NiMo B 45 AWS A5.5: E11018-G
SMAW
C Si Mn Ni Mo
0.07 0.40 1.50 2.20 0.40
Re Rm A5 Av +20C: -20C: -40C:
720 ( 690) N/mm2 810 ( 760) N/mm2 20 ( 17)% 90 ( 80) J 70 ( 50) J 50 ( 40) J
4.0 4.5
180-210 200-240
SEPROZ
YS 104000 ( 100000) PSI TS 117000 ( 110000) PSI Alargamiento en 4d 20 ( 17)% Secado si es necesario: 300-350C, mn. 2 h. Temperatura entre pasada recomendada > 110C. Observe nuestras recomendaciones en las pginas 18 y 21. Energa de impacto +68F: 66 ( 60) ft-lb -4F: 52 ( 37) ft-lb -40F: 37 ( 30) ft-lb
FOX BVD 120
EN 757: E 69 3 Mn2NiMo B 45 AWS A5.5: E12018-G
SMAW
C Si Mn Ni Mo
0.07 0.40 1.85 2.25 0.35
Re Rm A5 Av +20C: -20C: -40C:
815 ( 740) N/mm2 870 ( 830) N/mm2 18 ( 17)% 80 ( 80) J 60 ( 50) J 50 ( 40) J
3.2 4.0
110-160 180-220
YS 118000 ( 107300) PSI TS 126000 ( 120300) PSI Alargamiento en 4d 18 ( 17)% Secado si es necesario: 300-350C, mn. 2 h. Temperatura entre pasada recomendada > 120C. Observe nuestras recomendaciones en las pginas 18 y 21. Energa +68F: -4F: -40F: de impacto 60 ( 60) ft-lb 44 ( 37) ft-lb 37 ( 30) ft-lb
BHLER WELDING Consumibles para la construccin de lneas de tuberas
17
www.boehler-welding.com
Tecnologa de soldeo
Temperatura entre pasada
La temperatura entre pasada influye en los procesos metalrgicos que tienen lugar en el depsito durante la solidificacin y enfriamiento y, desde un punto de vista ms amplio, en las propiedades mecnicas del metal de soldadura depositado. Por lo general, se recomienda que la temperatura entre pasada se mantenga a 100C 30C (210F 86F) aprox. durante todo el soldeo.
Mquinas de soldeo
Para soldar las juntas de los tubos en la contruccin de lneas de tuberas, los electrodos para vertical descendente slo se pueden soldar con corriente directa y polaridad positiva. La experiencia ha demostrado que las mquinas de soldeo que se usan generalmente para soldar electrodos celulsicos en la construccin de lneas de tuberas tambin son adecuadas para soldar electrodos bsicos para vertical descendente. Las mquinas de soldeo deben tener autorregulador y un circuito abierto de alto voltaje.
Preparacin de la junta de unin recomendada
Grosores de la pared 20 mm ( 3/4 pulgadas) Grosores de la pared 20 mm ( 3/4 pulgadas)
Precalentamiento
Contenido en carbono (%)
Soldar con electrodos bsicos con su contenido en hidrgeno relativamente bajo implica menos riesgo de fisuras debajo del cordn causadas por el hidrgeno que al usar electrodos celulsicos. Se recomienda precalentarlo a una temperatura de 100C aprox. (210F), especialmente para soldar tubos de pared gruesa de aceros susceptibles de endurecimiento. El diagrama ilustra los casos en los que se recomienda el precalentamiento.
0.20 Precalentamiento
0.10 No lo precaliente, a no ser que desee eliminar agua de condensacin (mm) 5 (pulgadas) 3/16 10 3/8 15 19/32 20 25/32 25 1
Grosor de la pared
Precalentamiento dependiendo del grosor de la pared y del contenido de carbono.
18
www.boehler-welding.com
Electrodos bsicos
En los casos en los que se requiere una resiliencia muy alta, en condiciones climticas extremas, tubos de paredes gruesas ( 25 mm / 1 pulgadas) o con los aceros para tubos ms resistentes StE 550.7 TM/X 80, X 100 se demandan electrodos de bajo contenido en hidrgeno para vertical descendente. BHLER WELDING ofrece cuatro clases diferentes que cubren los requisitos ms importantes, incluyendo las necesidades prcticas y econmicas al soldar in situ lneas de tuberas de dimetros grandes.
Comparacin de la resiliencia
El diagrama n 1 indica las propiedades de resiliencia de uniones soldadas en vertical descendente y muestra que el depsito bsico es claramente ms resiliente. Con el ejemplo de FOX CEL 85 (E8010-P1) se demuestra que la resiliencia del metal de soldadura depositado de electrodos celulsicos se ha mejorado notablemente. El diagrama n 2 ofrece un resumen de la excelente rentabilidad al soldar pasadas de relleno y de recubrimiento con electrodos bsicos para vertical descendente.
los electrodos celulsicos de 5.5 mm (7/32") de dimetro. De esta forma, el tiempo requerido para soldar las pasadas de relleno y de recubrimiento es similar usando electrodos celulsicos o electrodos bsicos en vertical descendente. Sin embargo, se producen prdidas econmicas cuando se sueldan pasadas de raz con electrodos bsicos para vertical descendente. Por esta razn, se recomienda, como se hace comnmente, que las pasadas de raz y en caliente se suelden con electrodos celulsicos y las pasadas de relleno y de recubrimiento, con electrodos bsicos para vertical descendente. Esto hace posible combinar una alta rentabilidad con buenas caractersticas mecnicas-tecnolgicas de la soldadura de unin. Ya se ha obtenido una amplia experiencia usando esta tecnologa con resultados muy positivos. Si necesita ms detalles, pngase en contacto con nuestro Departamento Tcnico.
Tcnica combinada con electrodos bsicos y celulsicos
Debido al alto contenido de polvo de hierro del revestimiento bsico y a su capacidad de soldar con corrientes altas, los electrodos de 4 mm (5/32") de dimetro con bajo contenido en hidrgeno para vertical descendente tienen aproximadamente la misma tasa de deposicin que
Diagrama n 1 Unin a tope en V simple, API X 60, 20 mm vertical descendente Bsico AWS E8018-G
Diagrama n 2 2.6 160 140 120 100 80 60 40 20 0 -60 -40 -20 Temperatura de ensayo en C 0 +20 Tasa de deposicin en kg/h Nueva generacin AWS E8010 2.4 2.2 2.0 1.8 1.6 Bsico 1.4 5G ascendente 1.2 1.0 0.8 0.6 0.4 0.2 0 140 160 Corriente de soldeo en A 180 200 220 240 4 mm Celulsico 5G descendente 5 mm Bsico 5G descendente 4.5 mm
Energa de impacto Charpy V en julios
BHLER WELDING Consumibles para la construccin de lneas de tuberas
19
www.boehler-welding.com
Tecnologa de soldeo
Pasadas de relleno
Estas pasadas se realizan con electrodos de 3.2 mm, 4 mm y 4.5 mm de dimetro, dependiendo del grosor de la chapa. Es preferible un dimetro de 4 mm. 3.2 mm 4 mm 4.5 mm (1/8") (5/32") (3/16") 110 - 160 A 180 - 210 A 200 - 240 A
durante varias horas, se deben secar a 300 - 350C (570 660F) durante un mnimo de 2 horas y un mximo de 10 horas. Si la humedad relativa del aire es superior a 70%, se recomienda usar estufas de taller manteniendo una temperatura de 100 - 200C (210 - 400F) antes de usarlos.
La intensidad alta garantiza una penetracin suficiente y una rentabilidad satisfactoria del soldeo. Evite soldar sin movimiento oscilante, ya que puede provocar que el bao se mueva con ms rapidez que el electrodo, cortocircuitar el arco durante un tiempo prolongado y que sobresalga el electrodo. Esto tiene un efecto negativo en el proceso de deoxidacin y favorece la porosidad. Los soldadores con experiencia conocen la anchura del movimiento oscilante y la velocidad de soldeo apropiadas, tambin teniendo en cuenta el caudal de escoria. En la posicin por encima de la cabeza, la anchura del movimiento oscilante est limitada por el modo de trabajo. Para soldar tubos de pared gruesa recomendamos depositar 2 3 cordones de lado a lado, eliminando la escoria antes de depositar un cordn nuevo. Si los residuos de escoria se recubren con un cordn nuevo, sobre todo en la posicin del ngulo que forman las agujas de un reloj a las 3, toda la escoria saldr del arco. Mantenga el arco lo ms corto posible. Para evitar picos de endurecimiento, se recomienda que la ltima pasada de relleno se nivele con la superficie del tubo de forma que las esquinas de la preparacin de la junta de unin se fundan. Esto sirve para garantizar que la pasada de peinado depositada revenga la zona afectada por el calor.
Inicio: en el ngulo formado por la manillas de un reloj a las 12.
Parada: en el ngulo formado por la manillas de un reloj a las 6.
80 - 90 80 - 90 ngulo formado por la manillas de un reloj entre las 11 y la 1 + ngulo formado por la manillas de un reloj entre las 5 y las 7 60 - 80 para otras posiciones
Mantenga el arco corto!
Anchura de oscilacin mx. 2 x
Cordn de peinado
El cordn de peinado se deposita con una tcnica de movimiento oscilante ligero, con una anchura del movimiento oscilante del doble del dimetro del electrodo. Intensidades recomendadas: 3.2 mm 4 mm (1/8") (5/32") 110 - 160 A 180 - 210 A
del electrodo Parar el arco Evitar: elevar directamente el electrodo Correcto: mueva hacia abajo y, a continuacin, eleve
Reglas para almacenamiento y secado de electrodos bsicos
No es necesario secar los electrodos que se han almacenado en latas selladas. Cuando la lata se ha abierto, los electrodos se deben guardar en recipientes cerrados para electrodos hasta que se suelden. Los electrodos que se han sacado de latas sin sellar, daadas, y que se han almacenado abiertos 20
Evitar: Correcto: raices estrechas contornos planos del cordn
Genera inclusiones de escoria
Esmerilar si es necesario
www.boehler-welding.com
Tecnologa de soldeo Electrodos bsicos
Grosor de la pared
pulgadas mm
Consumo de electrodos (kg)
2.5 mm 3.2 mm 4 mm 3/32 pulgadas 1/8 pulgadas 5/32 pulgadas 0.30 0.20 0.20 0.20 Total
Grosor de la pared Consumo de electrodos (kg)
pulgadas mm 3.2 mm 4 mm 1/8 pulgadas 5/32 pulgadas 0.20 0.20 0.20 0.20 2.60 3.00 3.40 3.90 Total
11/64 13/64 1/4 5/16 3/8 1/2 5/8 11/16 3/4 13/16 7/8 15/16 1
14.36 15.16 16.35 17.93 19.52 12.70 15.88 17.46 19.04 20.63 22.22 23.81 25.40
0.20 0.35 0.65 0.20 0.20 0.20 0.20 0.20 0.20 0.20 0.20 0.20
0.90 1.55 2.45 2.95 3.50 4.00 4.75 5.40 6.00
0.30 0.40 0.55 0.85 1.10 1.75 2.65 3.15 3.70 4.20 4.95 5.60 6.20
13/16 7/8 15/16 1
20.63 22.22 23.81 25.40
2.80 3.20 3.60 4.10
60
10
30 1/3 2/3
Resolucin de problemas
Defectos
Causas
Cmo evitar defectos
Porosidad al principio del soldeo
uso de electrodos hmedos realizar un arco largo despus de la ignicin uso de electrodos con el encendido daado
use slo electrodos secados (en estufa de taller) mantenga el arco corto use electrodos no daados use electrodos BHLER de ignicin activa limpieza cuidadosa entre pasadas esmerilando o cepillando esmerile suficientemente las mordeduras aumente la intensidad
Falta de fusin
soldeo encima de residuos de escoria no se han esmerilado suficientemente las mordeduras la intensidad es demasiado baja
Cordn sin oscilacin curvado
la intensidad es demasiado alta dimetro del electrodo demasiado grande preparacin de la junta de unin pobre hueco de la raz demasiado estrecho
ajuste una intensidad ms baja uso de electrodos de dimetro ms pequeo preparacin de la junta de unin segn lo recomendado
Marcas de encendido
dispersar el arco fuera de la preparacin de la junta de unin causa endurecimiento local
encienda el arco slo en la junta de soldeo
Inclusiones de escoria
no se ha limpiado lo suficiente entre pasadas
limpie todas las capas con un cepillo circular de hilo
Porosidad dispersa
uso de electrodos hmedos cortocircuito prolongado debido al uso de mquinas de soldeo con caractersticas pobres manipulacin pobre del electrodo, por ejemplo, un arco demasiado largo, un ngulo incorrecto
use slo electrodos secados (en estufa de taller) compruebe la mquina de soldeo (voltaje del circuito abierto, etc.) manipule correctamente el electrodo, es decir, mantenga un arco corto, mantenga el ngulo de 80 - 90
BHLER WELDING Consumibles para la construccin de lneas de tuberas
21
www.boehler-welding.com
Recomendaciones para electrodos bsicos para soldeo en vertical ascendente
Electrodos bsicos
Clases de acero API
FOX EV PIPE E7016-1H4R FOX EV 60 PIPE E8016-GH4R FOX EV 70 PIPE E9016-GH4R
A B X 42 X 46 X 52 X 56 X 60 X 65 X 70 X 80
Clases de acero EN
L210 L245 L290MB L320M L360MB L385M L415MB L450MB L485MB L555MB
para pasada de raz, pasada en caliente, pasada de relleno y cordn final slo para soldadura de pasada de raz
En comparacin con el soldeo de pasada de raz con electrodos celulsicos para vertical descendente, el soldador debe hacer frente a una reduccin de la velocidad de soldeo del 60-70% al soldar la misma pasada de raz con electrodos bsicos verticales ascendentes. No obstante, los desarrollos de productos presentan caractersticas de soldeo que permiten una produccin rentable de uniones. Los productos BHLER FOX EV garantizan ventajas notables en el soldeo en posicin: Se puede usar un dimetro de 4.0 mm para un grosor de la pared igual o mayor que 12 mm.
Propiedades
mejores y ms sencillas en comparacin con el tipo normalizado E7018. Ventajas econmicas obvias para las capas de cordn de peinado. Menos trabajo de esmerilado en comparacin con los electrodos E7018. Adems, estos productos presentan una alta capacidad de carga mecnica, contenidos en hidrgeno menores en el depsito, una buena unin entre separacin de raz, los mejores valores de resiliencia y la ms alta resistencia a la traccin (si se requiere).
22
www.boehler-welding.com
Electrodos bsicos para soldeo en vertical ascendente
BHLER Norma Parmetros de soldeo
Proceso de soldeo
Anlisis Propiedades mecnicas tpicas tpico % mm
Intensidad
Homologaciones
Caractersticas y aplicaciones
Metales base Clasificacin por normas
A EN API
FOX EV PIPE
EN ISO 2560-A: E 42 4 B 1 2 H5 AWS A5.1: E7016-1H4R
SMAW
C 0.06 Re Si 0.60 Rm Mn 0.90 A5
470 ( 420) N/mm2 560 ( 520-640) N/mm2 29 ( 22)%
2.0 2.5 3.2 4.0
30-60 40-90 60-130 110-180
Av +20C: 170 ( 120) J -20C: 100 J -40C: 60 ( 47) J -46C: 55 ( 27) J YS 68000 ( 61000) PSI TS 81200 ( 74000-92800) PSI Alargamiento en 4d 29 ( 22)% Energa de impacto +68F: 125 ( 89) ft-lb -4F: 74 ft-lb -40F: 44 ( 35) ft-lb -51F: 40 ( 20) ft-lb
TV-D, LTSS, SEPROZ, VNIIST, VNIGAZ, DB, CE
Polaridad negativa para pasada de raz. Temperatura de precalentamiento y entre pasada definida por el material base. La anchura ptima de raz de pasadas de raz es de 2-3 mm, la cara de la raz debe estar en el rango de 2-2.5 mm. Los electrodos estn evasados en latas hermticas listos para usar. Secado si es necesario. 300-350C, mn. 2 h.
BHLER FOX EV PIPE es un electrodo bsico con adiciones de rutilo y silicatos. Es especialmente adecuado para el soldeo en posicin de pasada de raz con CC negativa, as como para pasadas de relleno y de recubrimiento para tubos y chapas con CC positiva o CA. BHLER FOX EV PIPE ahorra mucho tiempo frente a electrodos del tipo AWS E7018 al soldar pasadas de raz debido a las mayores velocidades de avance. Tambin se puede usar un dimetro de 3.2 mm para pasadas de raz en el caso de grosores de la pared de 8 mm y mayores. Se suelda con facilidad y ofrece una buena unin entre separacin de raz junto a una eliminacin de escoria sencilla para garantizar un esmerilado mnimo. Resiliencia del metal de soldadura depositado hasta -46C, contenido muy bajo en hidrgeno (HD < 5 ml/100 g).
P235GH, P265GH, P295GH, P235T1, P275T1, P235G2TH, P255G1TH, S255N-S420N1), S255NL1 hasta S420NL1, L290NB hasta L360NB, L290MB hasta L415MB, L450MB2) hasta L555MB2) API espec. 5 L: A, B, X42, X46, X52, X56, X60, X65-X802) ASTM: A53 Gr.A-B, A106 Gr.A-C, A179, A192, A210 Gr.A-1
esfuerzo reducido hasta S380N / S380NL1 slo para pasada de raz
2) 1)
FOX EV 60 PIPE
EN ISO 2560-A: E 50 4 1Ni B 12 H5 AWS A5.5: E8016-GH4R
SMAW
C Si Mn Ni
0.07 Re 0.60 Rm 1.20 A5 0.90 Av +20C: 0C: -20C: -40C: -46C:
550 ( 500) N/mm2 590 (560-720) N/mm2 29 ( 22)% 170 150 140 110 60 ( 130) J J J ( 47) J J
2.5 3.2 4.0 5.0
40-90 60-130 110-180 180-230
VNIIGAZ, NAKS
Polaridad negativa para pasada de raz. Temperatura de precalentamiento y entre pasada definida por el material base. La anchura ptima de raz de pasadas de raz es de 2-3 mm, la cara de la raz debe estar en el rango de 2-2.5 mm. Los electrodos estn evasados en latas hermticas listos para usar. Secado si es necesario. 300-350C, mn. 2 h.
YS 80000 ( 72500) PSI TS 85600 ( 81200-104400) PSI Alargamiento en 4d 29 ( 22)% Energa +68F: +32F: -4F: -40F: de impacto 125 ( 96) ft-lb 111 ft-lb 103 ft-lb 81 ( 35) ft-lb
Electrodo bsico especialmente adecuado para el soldeo en posicin de pasada de raz con CC negativa, as como para pasadas de relleno y de recubrimiento para tubos y chapas con CC positiva o CA. BHLER FOX EV 60 PIPE ahorra mucho tiempo frente a electrodos del tipo AWS E8018 al soldar pasadas de raz debido a las mayores velocidades de avance. Tambin se puede usar un dimetro de 3.2 mm para pasadas de raz en el caso de grosores de la pared de 8 mm y mayores. Buenas propiedades de impacto hasta -40C, bajo contenido en hidrgeno (HD < 5 ml/100 g) y envase en latas cerradas hermticamente son otras propiedades relevantes para el usuario.
S235J2G3-S355J2G3, L210NB-L450NB, L210MB-L450MB, P235GH-P295GH, E295, E335, S355J2G3, C35-C45, P310GH, S380N-S460N, P380NH-P460NH, S380NL-S460NL, S380NL1-S460NL2, GE260-GE300 API espec. 5 L: X42, X46, X52, X56, X60, X65 ASTM: A516 Gr.65, A572 Gr.55,60,65, A633 Gr.E, A612, A618 GrI, A537 Gr.1-3
FOX EV 70 PIPE
EN 757: E 55 4 Z Mn2NiMo B 1 2 H5 AWS A5.5: E9016-GH4R
SMAW
C Si Mn Ni Mo
0.06 0.50 1.70 2.20 0.30
Re Rm A5
620 ( 550) N/mm2 680 (630-780) N/mm2 20 ( 18)%
2.5 3.2 4.0
40-90 60-130 110-180
Av +20C: 140 ( 90) J -20C: 80 J -40C: 70 ( 47) J -46C: 55 J YS 90000 ( 80000) PSI TS 98600 ( 91300-113100) PSI Alargamiento en 4d 20 ( 18)% Energa de impacto +68F: 103 ( 66) ft-lb -4F: 59 ft-lb -40F: 52 ft-lb
BHLER FOX EV 70 PIPE es un electrodo bsico de alta resistencia. Es especialmente adecuado para el soldeo en posicin de pasada de raz con CC negativa, as como para pasadas de relleno y de recubrimiento para tubos y chapas con CC positiva o CA. BHLER FOX EV 70 PIPE ahorra mucho tiempo frente a electrodos del tipo AWS E9018 al soldar pasadas de raz debido a las mayores velocidades de avance. Tambin se puede usar un dimetro de 3.2 mm para pasadas de raz en el caso de grosores de la pared de 8 mm y mayores. Se suelda con facilidad y ofrece una buena unin entre separacin de raz junto a una eliminacin de escoria sencilla para garantizar un esmerilado mnimo. Buenas propiedades de impacto hasta -40C, bajo contenido en hidrgeno (HD < 5 ml / 100 g) y envase en latas cerradas hermticamente son otras propiedades relevantes para el usuario.
L450MB, L485MB, L555MB API espec. 5 L: X65, X70, X80
Polaridad negativa para pasada de raz. Temperatura de precalentamiento y entre pasada definida por el material base. La anchura ptima de raz de pasadas de raz es de 2-3 mm, la cara de la raz debe estar en el rango de 2-2.5 mm. Los electrodos estn evasados en latas hermticas listos para usar. Secado si es necesario. 300-350C, mn. 2 h.
BHLER WELDING Consumibles para la construccin de lneas de tuberas
23
www.boehler-welding.com
Recomendaciones para el soldeo automtico con hilos macizos
Hilos macizos
Clases de acero API
SG 3-P ER70S-G SG 8-P ER80S-G NiMo 1-IG ER90S-G Ti 70 PIPE-FD E91T1-GM
Hilos tubulares
Pipeshield 71 T8-FD Pipeshield 81 T8-FD E71T8-Ni1 E81T8-Ni2 E71T8-K6 E81T8-G Ti 52 FD E71T-1MJH8 E71T-1CJH8 Ti 60-FD E81T1-Mi1MJH4
X 42 X 46 X 52 X 56 X 60 X 65 X 70 X 80
Clases de acero EN
L290MB L320M L360MB L385M L415MB L450MB L485MB L555MB
para pasada de raz, pasada en caliente, pasada de relleno y cordn final
El hilo BHLER para el soldeo de tuberas est pensado especialmente para las necesidades del soldeo automtico y semiautomtico de pasadas de raz, calientes, de relleno y de cordn de peinado en tuberas campo a travs. Presentan propiedades mecnicas excelentes, un depsito de soldadura limpio y una forma del cordn uniforme. Los hilos son adecuados para usar con acero para tuberas API 5L X42 hasta X80.
24
www.boehler-welding.com
Hilos para el soldeo de tuberas automtico
BHLER Norma Parmetros de soldeo
Proceso de soldeo
Anlisis Propiedades mecnicas tpicas tpico % mm
Intensidad
Homologaciones
Caractersticas y aplicaciones
Metales base Clasificacin por normas
A EN API
SG 3-P
EN ISO 14341-A: G3Si1 G 46 5 M G3Si1 G 42 4 C G3Si1 AWS A5.18: ER70S-G
GMAW
C Si Mn Ti
0.05 Soldado con Ar +15-25% CO2 0.75 510 ( 470) N/mm2 1.55 Re Rm 640 (600-680) N/mm2 + A5 25 ( 24)%2 Av +20C: 120 ( 100) J -40C: 75 ( 65) J -50C: 55 ( 47) J YS 74000 ( 68000) PSI TS 92800 ( 87000-98600) PSI Alargamiento en 4d 25 ( 24)% Energa +68F: -40F: -58F: de impacto 89 ( 74) ft-lb 55 ( 48) ft-lb 40 ( 35) ft-lb
0.9 1.0 1.2
Gases de proteccin: Ar +15-25% CO2 100% CO2 Temperatura de precalentamiento y entre pasada definida por el metal base.
TV-D, CE, BHLER SG 3-P es un hilo maciNAKS zo microaleado para GMAW desarrollado para el soldeo automtico de gran calidad de lneas de tuberas. Un concepto ptimo del equilibrio de la aleacin garantiza buenas propiedades del metal de soldadura depositado que cumple los requisitos ms exigentes del sector de lneas de tuberas on/offshore. El depsito es excepcionalmente resistente a la fisura y el metal de soldadura depositado resiliente hasta -50C. Durante la produccin se tienen en cuenta aspectos de calidad esenciales, requisitos previos para una alimentabilidad ininterrumpida del hilo macizo, por ejemplo, la hlice del hilo, el revestimiento de cobre y el devanado en capas de precisin.
L290MB-L485MB API espec. 5 L: X42, X46, X52, X56, X60, X65
Soldado con 100% CO2 Re Rm A5 470 ( 440) N/mm2 610 (570-640) N/mm2 26 ( 25)%
Av +20C: 100 ( 95) -40C: 60 ( 47) YS 68000 ( 63800) PSI TS 88400 ( 82600-92800) PSI Alargamiento en 4d 26 ( 25)% Energa de impacto +68F: 74 ( 70) ft-lb -40F: 44 ( 35) ft-lb
SG 8-P
EN ISO: 14341-A: G3Ni1 G 42 5 M G3Ni1 AWS A5.28: ER80S-G
GMAW
C Si Mn Ni Ti
0.06 0.70 1.50 0.90 +
Soldado con Ar +15-25% CO2 Re Rm A5 Av +20C: -50C: 500 ( 420) N/mm2 590 ( 550) N/mm2 24 ( 20)% 150 ( 47) J 80 J
0.9 1.0 1.2
DNV
Gases de proteccin:
Ar +15-25% CO2 Ar +0-5% CO2 + 3-10% O2 100% CO2
YS 72000 ( 61000) PSI TS 85000 ( 80000) PSI Alargamiento en 4d 24 (20)% Energa de impacto +68F: 110 ft-lb -58F: 58 ft-lb Soldado con 100% CO2 Re Rm A5 Av +20C: -50C: 470 ( 420) N/mm2 560 ( 500) N/mm2 25 ( 20)% 110 J 45 J
Hilo microaleado para GMAW desarrollado para el soldeo automtico de gran calidad de lneas de tuberas. Un concepto ptimo del equilibrio de la aleacin garantiza buenas propiedades del metal de soldadura depositado que cumplen los requisitos ms exigentes del sector de lneas de tuberas on/offshore. El depsito es excepcionalmente resistente a la fisura y el metal de soldadura depositado ofrece altos valores de impacto hasta -50C.
L290MB-L485MB API espec. 5 L: X42, X46, X52, X56, X60, X65, X70
Temperatura de precalentamiento y entre pasada definida por el metal base.
YS 68000 ( 61000) PSI TS 81000 ( 72500) PSI Alargamiento en 4d 25 (20)% Energa de impacto +68F: 81 ft-lb -58F: 35 ft-lb
BHLER WELDING Consumibles para la construccin de lneas de tuberas
25
www.boehler-welding.com
Hilo para el soldeo automtico de tuberas
BHLER Norma Parmetros de soldeo
Proceso de soldeo
Anlisis Propiedades mecnicas tpicas tpico % mm
Intensidad
Homologaciones
Caractersticas y aplicaciones
Metales base Clasificacin por normas
A EN API
NiMo 1-IG
EN ISO 16834-A: G Mn3Ni1Mo (for wire) EN ISO 16834-A:2007 G 55 6 M Mn3Ni1Mo G 55 4 C Mn3Ni1Mo AWS A5.28: ER90S-G
GMAW
C Si Mn Mo Ni
0.08 0.60 1.80 0.30 0.90
Soldado con Ar +15-25% CO2 Re Rm A5 620 ( 550) N/mm2 700 (650-800) N/mm2 23 ( 20)%
0.9 1.0 1.2
TV-D, DB, BB, GL, SEPROZ, CE
Hilo de cobre para GMAW para aceros de construccin de grano fino de alta resistencia, templados y revenidos. El hilo es adecuado para soldadura de unin en la construccin de calderas, recipientes a presin, lneas de tuberas y gras as como en la tcnica de acero de estructuras. La composicin tpica del hilo cumple los requiditos de la regulacin NORSOK en materia de sistemas de inyeccin de agua. Debido a la adicin precisa de elementos de microaleacin, el hilo NiMo 1-IG presenta una excelente ductilidad y resistencia a la fisura a pesar de su alta resistencia. Buena energa de impacto criognica hasta -60C, bajo contenido en hidrgeno en el depsito, la mejor alimentabilidad y bajo contenido en cobre son las otras caractersticas de este hilo.
Aceros para tuberas y aceros de grano fino, aceros de grano fino templados y revenidos. S380N-S500N, S380NL-S500NL, S500NC-S550NC, N-A-XTRA 56-70, BHV 70, PAS 600, HSM 600, 20MnMoNi5-5 ASTM: A517 Gr.A,B,C,E,F, H,J,K,M,P; A225 Gr.C, A633 Gr.E, A572 Gr.65 API espec. 5 L: X70, X80
Av +20C: 140 ( 120) J -40C: 110 ( 90) J ( 47) J -60C: YS 89900 ( 80000) PSI TS 101500 ( 94000-116000) PSI Alargamiento en 4d 23 ( 20)%
Gases de proteccin: Ar +15-25% CO2 Ar +0-5% CO2 +3-10% O2 100% CO2 Temperatura de precalentamiento y entre pasada definida por el metal base.
Energa de impacto +68F: 103 ( 89) ft-lb -40F: 82 ( 66) ft-lb ( 35) ft-lb -94F: Soldado con 100% CO2 Re Rm A5 590 ( 550) N/mm2 680 (620-770) N/mm2 22 ( 20)%
Av +20C: 120 ( 100) ( 47) -40C: YS 85500 ( 63800) PSI TS 98600 ( 89900) PSI Alargamiento en 4d 22 ( 25)% Energa de impacto +68F: 89 ( 74) ft-lb ( 35) ft-lb -40F: N/mm2 N/mm2 % J
Ti 70 PIPE-FD
EN ISO 18276-A: T 55 4 Mn1Ni P M 1 H5 AWS A5.29: E91T1-GM
FCAW
C Si Mn Ni
0.07 Re 550 0.50 Rm 640-820 1.50 A5 18 0.95 Av -40C: 47
1.2
180-280
YS 80000 PSI TS 93000-119000 PSI Alargamiento en 4d 18%
Secado: posible a 150C/24h, pero generalmente no necesario
Energa de impacto -40F: 34 ft-lb
Hilo tubular con fundente de rutilo microaleado para soldeo simple o en varias pasadas de aceros de carbono-manganesio y aceros de alta resistencia con gas de proteccin Ar-CO2. Caractersticas principales: excelente soldabilidad en todas las posiciones, cordones de buena calidad, sin salpicaduras, escoria de solidificacin rpida y fcilmente eliminable. Las excelentes propiedades mecnicas de este hilo incluso a baja temperatura (-40C) y su bajo contenido en hidrgeno difusible lo hacen especialmente adecuado para la construccin de tuberas. Tiene aplicaciones tambin en la industria off-shore, la construccin naviera y las estructuras construidas con aceros de alta resistencia.
Aceros para tuberas y aceros de grano fino S460 S500N, S460NL S500NL, S500NC S550NC, L450MB L485MB (L555MB) Espec. API 5L: X65, X70
Pipeshield 71 T8-FD FCAW-S
AWS A5.29: E71T8-Ni1 E71T8-K6
C Si Mn Al Ni
0.045 0.14 1.10 0.80 0.95
Re Rm A5
435 ( 400) N/mm2 535 (490-620) N/mm2 28 ( 20)%
2.0
170-340
Av +20C: 200 ( 47) J -30C: 150 ( 27) J YS 63000 ( 58000) PSI TS 77600 ( 71000-90000) PSI Alargamiento en 4d 28 ( 20)% Energa de impacto +68F: 147 ( 35) ft-lb -22F: 110 ( 20) ft-lb
BHLER Pipeshield 71 T8-FD es un hilo tubular autoprotegido desarrollado especialmente para el soldeao de tuberas en posicin vertical descendente (5G). Tambin se aplica para soldaduras en construcciones de acero no aleado. BHLER Pipeshield 71 T8-FD proporciona buenas propiedades mecnicas y una alta resistencia al impacto con bajas temperaturas. El hilo tubular autoprotegido BHLER ofrece un fcil manejo al soldador debido al stick out tolerante, y ofrece adems una disminucin de la tendencia a la porosidad, incluso si se suelda con una longitud de arco ms larga.
Aceros para tuberas y aceros de grano fino API Spec. 5L: X42-X65
Ningn gas protector!
26
www.boehler-welding.com
Hilo para el soldeo automtico de tuberas
BHLER Norma Parmetros de soldeo
Proceso de soldeo
Anlisis Propiedades mecnicas tpicas tpico % mm
Intensidad
Homologaciones
Caractersticas y aplicaciones
Metales base Clasificacin por normas
A EN API
Pipeshield 81 T8-FD FCAW-S
AWS A5.29: E81T8-Ni2 E81T8-G
C Si Mn Al Ni
0.05 0.15 1.40 0.80 1.95
Re Rm A5
540 ( 470) N/mm2 610 (550-690) N/mm2 25 ( 19)%
2.0
170-340
Av +20C: 170 ( 47) J -30C: 120 ( 27) J YS 78300 ( 68100) PSI TS 88400 ( 80000-100000) PSI Alargamiento en 4d 25 ( 19)% Energa de impacto +68F: 125 ( 35) ft-lb -22F: 88 ( 20) ft-lb
BHLER Pipeshield 81 T8-FD es un hilo tubular autoprotegido desarrollado especialmente para el soldeo semiautomtico de tuberas en posicin vertical descendente (5G). Tambin se aplica para soldaduras en construcciones de acero de baja aleacin. BHLER Pipeshield 81 T8-FD proporciona buenas propiedades mecnicas y una alta y completa resistencia al impacto con bajas temperaturas. El hilo tubular autoprotegido BHLER ofrece un fcil manejo al soldador debido al stick out tolerante, y ofrece adems una disminucin de la tendencia a la porosidad, incluso si se suelda con una longitud de arco ms larga.
Aceros para tuberas y aceros de grano fino API Spec. 5L: X65, X70
Ningn gas protector!
Ti 52-FD
EN ISO 17632-A: T 46 4 P M 1 H10 T 42 2 P C 1 H5 AWS A5.20: E71T-1MJH8 E71T-1CJH8
FCAW
C Si Mn Ti
0.05 Soldado con Ar +15-25% CO2 0.50 1.20 Re 500 ( 460) N/mm2 + Rm 580 (500-640) N/mm2 A5 26 ( 22)% Av +20C: 180 ( 130) J -40C: 90 ( 47) J YS 72500 ( 66700) PSI TS 84100 ( 80000-92800) PSI Alargamiento en 4d 26 ( 22)%
1.0 1.2 1.6
TV-D, DB, Electrodos de hilo tubular de BB, GL rutilo con escoria de solidificacin rpida. Excelentes propiedades de soldadura en todas las posiciones. Excelentes propiedades mecnicas, buena eliminacin de la escoria, baja prdida por salpicaduras, superficie de soldadura lisa y bien formada, elevada calidad de rayos X, uniones de soldadura sin hendiduras. En posiciones forzadas se puede soldar con elevada corriente de soldadura y, por lo tanto, de manera sumamente econmica con una elevada tasa de deposicin.
Aceros hasta un lmite elstico de 460 N/mm2 L210-L360NB API Spec. 5L: X42-X65
Gases de proteccin: Ar + 15-25% CO2 100% CO2
Energa de impacto +68F: 132 ( 96) ft-lb -40F: 66 ( 35) ft-lb
Ti 60-FD
EN ISO 17632-A: T 50 6 1Ni P M 1 H5 AWS A5.20: E81T1-Ni1MJH4
FCAW
C Si Mn Ni
0.06 Soldado con Ar +15-25% CO2 0.45 500 N/mm2 1.30 Re 560 N/mm2 0.90 Rm A5 20% Av +20C: -40C: -60C: 120 J 80 J 47 J
1.2
Electrodos de hilo tubular de rutilo con excelentes propiedades de soldadura en todas las posiciones y excelentes propiedades mecnicas a -60C. La escoria de solidificacin rpida posibilita buenas propiedades de soldadura y elevadas intensidades de corriente de hasta 250 A en todas las posiciones. El arco voltaico de rociadura proporciona un buen manejo y una soldadura sin salpicaduras, as como una superficie de soldadura lisa y bien formada, elevada calidad de rayos X y uniones de soldadura sin hendiduras. La elevada corriente de soldadura lleva a una elevada tasa de deposicin y posibilita soldaduras sumamente econmicas. BHLER Ti 60-FD es verstil, y se aplica incluso en aplicaciones con elevados requisitos de resistencia de hasta 460 N/mm.
L290MB, L320M, L360MB, L385M, L415MB, L450MB API Spec. 5L: X42-X65
Gases de proteccin: Ar + 15-25% CO2
YS 72500 ( 66700) PSI TS 81200 ( 80000-92800) PSI Alargamiento en 4d 20% Energa de impacto +68F: 88 ft-lb -40F: 59 ft-lb -76F: 35 ft-lb
BHLER WELDING Consumibles para la construccin de lneas de tuberas
27
www.boehler-welding.com
Otros consumibles para el soldeo de tuberas
BHLER
Proceso de soldeo
Anlisis tpico %
Propiedades mecnicas tpicas N/mm2 (KSI)
Intensidad
Homologaciones
Caractersticas y aplicaciones
AWS EN
mm A
FOX CEL-S
E 38 3 C 2 1 E6010
SMAW
C 0.10 Si 0.20 Mn 0.50
Re Rm A5 Av
480 (70) N/mm2 550 (80) N/mm2 23% 110 J
2.5 3.2 4.0
50-90 80-130 110-170
Electrodo celulsico desarrollado especialmente para el soldeo en vertical ascendente de pasadas de raz con CC positiva. Tambin se puede usar para vertical descendente negativo. Adecuado especialmente para la tcnica Dolly Mix. Presenta un arco potente y buenas caractersticas de soldeo. Electrodo de bajo contenido en hidrgeno para la construccin de estaciones de compresor o de reductores de presin. Excelente para pasadas de raz en posicin vertical ascendente. Tiene un arco de penetracin muy estable y genera soldaduras de gran calidad radiogrfica. Las mejores caractersticas de soldeo de raz con CC negativa. HD < 5 ml/100 g. Electrodos bsicos para uniones de soldadura de alta calidad. Excelentes propiedades de resistencia y tenacidad de hasta -50C. Eficiencia del metal depositado de aprox. un 110%. Buena capacidad de soldadura en todas las posiciones excepto para vertical descendente. Muy bajo contenido de hidrgeno en el metal depositado (de acuerdo con las condiciones AWS HD < 4 ml/100 g). Los electrodos son adecuados para soldaduras de uniones con baja pureza y alto contenido en carbono. Especialmente adecuado para construcciones offshore. CTOD comprobado a -10C. BHLER FOX EV 50 es adecuado tambin para aplicaciones con gas cido (prueba HIC segn NACE TM-08-84). Electrodos bsicos con alta tenacidad y resistencia a la fisuracin para aceros de grano fino altamente resistentes. Tenaz hasta -60 C y resistente al envejecimiento. Fcil de manejar en todas las posiciones excepto en vertical descendente. Muy bajo contenido de hidrgeno en el metal depositado (de acuerdo con las condiciones AWS HD < 4 ml/100g).
FOX EV 50-W
E 42 5 B 1 2 H5 E7016-1 H4 R
SMAW
C 0.07 Si 0.50 Mn 1.10
Re Rm A5 Av
460 (67) N/mm2 560 (81) N/mm2 28% 200 J
2.0 3.2 5.0
40-60 55-85 80-140 110-180 180-230
TV-D, GL, LTSS, PDO, SEPROZ
FOX EV 50
E7018-1H4R E 42 5 B 4 2 H5
SMAW
C 0.07 Si 0.50 Mn 1.10
Re Rm A5 Av -50C
490 560 27% 190 100
(71) N/mm2 (81) N/mm2 J J
2.5 3.2 4.0 5.0
80-110 100-140 140-180 180-230
TV-D, DB, TV-A, BV, ABS, BB, DNV, RMR, GL, LR, CE, RINA, LTSS, VUZ, NAKS, SEPROZ, PDO, CRS
FOX EV 65
E8018-GH4R E8018-D1H4R (mod.) E 55 6 1NiMo B 4 2 H5
SMAW
C Si Mn Ni Mo
0.06 0.30 1.20 0.80 0.35
Re 600 (87) N/mm2 Rm 650 (94) N/mm2 A5 25% Av 180 J -60C 80 J
2.5 3.2 4.0
80-100 100-140 140-180
TV-D, SEPROZ, CE, NAKS
FOX EV 70
E9018-GH4R E9018-D1H4R (mod.) E 55 6 1NiMo B 4 2 H5
SMAW
C Si Mn Ni Mo
0.04 0.30 1.20 0.90 0.40
Re Rm A5 Av -60C
650 700 24% 160 70
(94) N/mm2 (101) N/mm2 J J
3.2 4.0
100-140 140-180
TV-D, Electrodos bsicos aleados al Mo-Ni con alta tenacidad y resistencia a SEPROZ, la fisuracin para aceros de grano fino altamente resistentes. CE, NAKS Adecuados para rangos de temperatura entre -60 C y +350 C. Eficiencia del metal depositado de aprox. un 115%. Fcil de manejar en todas las posiciones excepto en vertical descendente. Muy bajo contenido de hidrgeno en el metal depositado (de acuerdo con las condiciones AWS HD < 4 ml/100g). Precalentamiento, temperatura entre pasadas y post tratamiento trmico conforme al metal base. TV-D, TV-A, ABS, DNV, GL, LR, RINA, Statoli, SEPROZ, CE Electrodo rutilo-bsico aleado para soldar aceros dplex ferrtico-austenticos, por ejemplo, 1.4462, UNS 31803. Muy recomendado para el soldeo en vertical ascendente de tuberas y tubos (dimetro del electrodo 2.5 mm; CC, electrodo negativo). Buena soldabilidad con CA.
FOX CN 22/9 N
E 22 9 3 N L R 3 2 E2209-17
SMAW
C 0.03 Si 0.80 Mn 0.90 Cr 22.60 Ni 9.00 Mo 3.10 N 0.17 PREN 35 C 0.03 Si 0.30 Mn 1.10 Cr 22.60 Ni 8.80 Mo 3.10 N 0.16 PREN 35 C 0.015 Si 0.40 Mn 1.70 Cr 22.50 Mo 3.20 Ni 8.80 N 0.15 PREN 35
Re 650 Rm 820 A5 25% 55 Av -20C 32
(94) N/mm2 (118) N/mm2 J J
2.5 3.2 4.0 5.0
40-75 70-120 110-150 150-200
FOX CN 22/9 N-B
E 22 9 3 N L B 2 2 E2209-15
SMAW
Re Rm A5 Av -60C
630 830 27% 110 40
(92) N/mm2 (121) N/mm2 J J
2.5 3.2 4.0 5.0
50-75 80-110 100-145 140-180
TV-D, CE Electrodo bsico Duplex para UNS S31803. El depsito de soldadura presenta excelentes propiedades de impacto hasta -60C y garantiza el soldeo seguro de paredes gruesas con requisitos exigentes. El equivalente de resistencia a la picadura es 35 (PREN = % Cr + 3.3 x % Mo + 16 x % N); el contenido de ferrita del depsito de soldadura es 30 FN.
CN 22/9 N-IG
W 22 9 3 N L G 22 9 3 N L ER2209
GTAW GMAW
Re Rm A5
GTAW: 600 (87) N/mm2 800 (116) N/mm2 33%
1.6 2.0 2.4 3.2
Av 150 J -60C 32 J Re Rm A5 GMAW: 660 (95) N/mm2 1.0 830 (120) N/mm2 1.2 28%
TV-D, TV-A, ABS, DNV, GL, LR, Statoil, CE TV-D, TV-A, DNV, GL, Statoil, DB, SEPROZ, CE TV-D, DNV, ABS, LR, GL, RINA, CWB, SEPROZ, CE
Varilla para soldar con TIG e hilo para GMAW muy adecuado para soldar aceros dplex ferrttico-austenticos, por ejemplo, 1.4462, UNS 31803. El diseo metalrgico de CN 22/9 N-IG con una composicin ptima de la aleacin y los lmites de tolerancia ms ajustados garantiza propiedades del metal de soldadura depositado especialmente buenas y fisuracin debido a la combinacin de esfuerzo y corrosin y a la picadura. Es especialmente adecuado para el soldeo de gran calidad de tuberas.
Av 85 J -40C 32 J
CN 22/9 PW-FD
T 22 9 3 N L P M 1 T 22 9 3 N L P C 1 E2209T1-4 E2209T1-1
FCAW
C 0.03 Si 0.80 Mn 0.90 Cr 22.70 Mo 3.20 Ni 9.00 N 0.13 PREN 35
Re Rm A5
600 (87) N/mm2 800 (116) N/mm2 27%
1.2
100-220
Av 80 J -46C 45 J
Varilla para soldar con TIG e hilo para GMAW muy adecuado para soldar aceros dplex ferrttico-austenticos, por ejemplo, 1.4462, UNS 31803. El diseo metalrgico de CN 22/9 N-IG con una composicin ptima de la aleacin y los lmites de tolerancia ms ajustados garantiza propiedades del metal de soldadura depositado especialmente buenas y fisuracin debido a la combinacin de esfuerzo y corrosin y a la picadura. Es especialmente adecuado para el soldeo de gran calidad de tuberas. Se pueden obtener los mejores resultados con nuestro hilo para SAW CN 22/9 N-UP y el fundente BB 202.
28
www.boehler-welding.com
Lnea de tuberas de gas X-70, Malaysia
BHLER WELDING Consumibles para la construccin de lneas de tuberas
29
www.boehler-welding.com
Die Sdschiene, Austria
www.boehler-welding.com
Informacin adicional
Hay disponibles otros folletos sobre los consumibles de soldadura BHLER WELDING en varios idiomas para industrias y aplicaciones especficas. Recibir ms informacin de los representantes comerciales de BHLER WELDING o en Internet si visita www.boehler-welding.com/spanish/catalogos.htm
Los detalles referentes a la naturaleza y los objetivos de aplicacin de nuestros productos estn pensados para informar al usuario. Los detalles referentes a las propiedades mecnicas siempre se refieren al metal de soldadura depositado segn las normas aplicables. En el rea de la unin soldada, las propiedades del metal de soldadura depositado estn influidas por el metal base, la posicin de soldeo y los parmetros de soldeo.
La garanta de la adecuacin de un tipo de aplicacin especial requiere en cada uno de los casos individuales un acuerdo escrito. Reservado el derecho a modificaciones sin previo aviso.
Publicado por BHLER WELDING
Bhler Schweitechnik Austria GmbH Bhler-Welding-St. 1 8605 Kapfenberg / AUSTRIA +43 (0) 3862-301-0 +43 (0) 3862-301-95193 postmaster.bsga@bsga.at www.boehler-welding.com
Su socio:
www.boehler-welding.com
BSGA 04/2012 SPA 0
You might also like
- Soldadura MAG de estructuras de acero al carbono. FMEC0210From EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210No ratings yet
- Hydropower SPADocument16 pagesHydropower SPAmarcoedgNo ratings yet
- BTW Stahlbau Spa 12-08scDocument32 pagesBTW Stahlbau Spa 12-08scJuan Diego ArizabalNo ratings yet
- Electrodos de Pozos PetrolerosDocument24 pagesElectrodos de Pozos PetrolerosRuben Dario Mamani ArellanoNo ratings yet
- Catalogo Moldes Grafito PDFDocument59 pagesCatalogo Moldes Grafito PDFRoberto TreviñoNo ratings yet
- QuimpetDocument44 pagesQuimpethansdillonNo ratings yet
- Catalogo BohlerDocument24 pagesCatalogo BohlerOctavio Mosqueda100% (2)
- Hi Lo TubularDocument2 pagesHi Lo TubularDanny GuerreroNo ratings yet
- OERLIKON - Catálogo General.Document510 pagesOERLIKON - Catálogo General.Victor Quispe Cosme100% (1)
- 1 - Soldadura Electrodo Mma7173642629909733815Document13 pages1 - Soldadura Electrodo Mma7173642629909733815Francisco Blanco FernandezNo ratings yet
- 08 - 2 - 3 - Accesorios SAPREMDocument14 pages08 - 2 - 3 - Accesorios SAPREMwlamam@hotmail.comNo ratings yet
- Petrochemistry SPADocument44 pagesPetrochemistry SPARuben Dario Mamani ArellanoNo ratings yet
- Pulidora de AceiteDocument16 pagesPulidora de AceiteToshiro HitsugayaNo ratings yet
- Soldaduras OerlikonDocument8 pagesSoldaduras OerlikonTai FloresNo ratings yet
- Metal de Aporte Bohler PDFDocument32 pagesMetal de Aporte Bohler PDFRuben Dario Mamani ArellanoNo ratings yet
- Top Cable Tarifa n17 Noviembre 2017Document89 pagesTop Cable Tarifa n17 Noviembre 2017VEMATEL100% (1)
- Compónentes Sistema de VacioDocument50 pagesCompónentes Sistema de VacioJhonny AlvarezNo ratings yet
- Automotive SPADocument8 pagesAutomotive SPARuben Dario Mamani ArellanoNo ratings yet
- Catálogo General de Consumibles para SoldaduraDocument490 pagesCatálogo General de Consumibles para SoldaduraVictor RodriguesNo ratings yet
- Manual DomexweldDocument39 pagesManual DomexweldLeonardo Vargas100% (1)
- Ducto Cuadrado EmbisagradoDocument4 pagesDucto Cuadrado EmbisagradoAnaid RMNo ratings yet
- Cap 4 Gediline 2012 HerrajeDocument15 pagesCap 4 Gediline 2012 Herrajejesus bastardoNo ratings yet
- Catálogo de Conexiones (PROPIEZAS)Document65 pagesCatálogo de Conexiones (PROPIEZAS)camatuteNo ratings yet
- Una solución integral para sistemas de tuberíasDocument32 pagesUna solución integral para sistemas de tuberíasKarla CruzNo ratings yet
- Pesos Bridas UniversalDocument2 pagesPesos Bridas UniversaljvpanzersNo ratings yet
- Catalogo Anderson Conectores 2011Document11 pagesCatalogo Anderson Conectores 2011svconstrucciones100% (1)
- 2011 Basor BandejasDocument234 pages2011 Basor Bandejassr_chevaNo ratings yet
- Materiales de aporte para soldadura y simbología básicaDocument33 pagesMateriales de aporte para soldadura y simbología básicaKukin Erik Usquiano UscuvilcaNo ratings yet
- Manual sistemas puesta tierraDocument34 pagesManual sistemas puesta tierraLeonel Antonio López YaguaNo ratings yet
- BELGICAST BV 05 2CBdaaaaaaaafDocument28 pagesBELGICAST BV 05 2CBdaaaaaaaafFredy Ronal Matos PerezNo ratings yet
- Lar 020Document21 pagesLar 020joseodelgado17No ratings yet
- Malla Puesta A TierraDocument11 pagesMalla Puesta A Tierraedin64No ratings yet
- Catalogo Valvulas Hierro DuctilDocument25 pagesCatalogo Valvulas Hierro Ductilpauloargotte100% (2)
- FCAW: Soldadura con alambre tubular autoprotegido y protegido con gasDocument100 pagesFCAW: Soldadura con alambre tubular autoprotegido y protegido con gasMario Sancho100% (1)
- Soluciones integrales en soldaduras, fittings y accesorios para HDPE y PPDocument44 pagesSoluciones integrales en soldaduras, fittings y accesorios para HDPE y PPCristian Mena HidalgoNo ratings yet
- Etg AceroDocument20 pagesEtg AceroFernando Arancibia CarvalloNo ratings yet
- Stab I Loy Brand MC 2014Document2 pagesStab I Loy Brand MC 2014wqas7849No ratings yet
- Tubería para H2oDocument3 pagesTubería para H2oHusa GomezNo ratings yet
- Catálogo ExsaDocument120 pagesCatálogo ExsaPercy Torres100% (2)
- Compuerta API EspDocument5 pagesCompuerta API EspEfrain ZMNo ratings yet
- Manual SoldadurasDocument60 pagesManual SoldaduraskevinNo ratings yet
- Guía del Contratista para Instalación de Tuberías de PVC con Empaque para Agua/ para AlcantarilladoFrom EverandGuía del Contratista para Instalación de Tuberías de PVC con Empaque para Agua/ para AlcantarilladoNo ratings yet
- Conformado y curvado en la fabricación de tuberías. FMEC0108From EverandConformado y curvado en la fabricación de tuberías. FMEC0108No ratings yet
- Soldadura MIG de acero inoxidable y aluminio. FMEC0210From EverandSoldadura MIG de acero inoxidable y aluminio. FMEC0210Rating: 5 out of 5 stars5/5 (1)
- Montaje de soportes y ensamblaje de tuberías. FMEC0108From EverandMontaje de soportes y ensamblaje de tuberías. FMEC0108Rating: 5 out of 5 stars5/5 (1)
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoFrom EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoRating: 5 out of 5 stars5/5 (1)
- Soldadura en el montaje de tuberías. FMEC0108From EverandSoldadura en el montaje de tuberías. FMEC0108No ratings yet
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309From EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Rating: 5 out of 5 stars5/5 (1)
- Suministro, Distribución y Evacuación Interior de Agua SanitariaFrom EverandSuministro, Distribución y Evacuación Interior de Agua SanitariaNo ratings yet
- Desmontaje y montaje de elementos de aluminio. TMVL0309From EverandDesmontaje y montaje de elementos de aluminio. TMVL0309No ratings yet
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSAFrom EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSANo ratings yet
- Interpretación de planos en soldadura. FMEC0210From EverandInterpretación de planos en soldadura. FMEC0210Rating: 4.5 out of 5 stars4.5/5 (3)
- 1724 59 59 1 ResModifCriBases2Document15 pages1724 59 59 1 ResModifCriBases2ginursamadNo ratings yet
- 1 Oracionparaayudamaterial 2Document2 pages1 Oracionparaayudamaterial 2ginursamadNo ratings yet
- S: I. La Marquesa de Calderón de La Barca. II. Su ProDocument40 pagesS: I. La Marquesa de Calderón de La Barca. II. Su ProginursamadNo ratings yet
- Accesorios Seccion FDocument81 pagesAccesorios Seccion FFabricio RubioNo ratings yet
- MenteDocument23 pagesMenteginursamadNo ratings yet
- Introducción Sept11Document14 pagesIntroducción Sept11ginursamadNo ratings yet
- Dialnet LaMonarquiaIndianaDeFrayJuanDeTorquemadaYLaHistori 1012399 PDFDocument16 pagesDialnet LaMonarquiaIndianaDeFrayJuanDeTorquemadaYLaHistori 1012399 PDFCAROLINANo ratings yet
- Estabilidad de TensiónDocument2 pagesEstabilidad de TensiónMarco VelardeNo ratings yet
- LHMT2 040 PDFDocument11 pagesLHMT2 040 PDFginursamadNo ratings yet
- La Verdadera Historia Del BochoDocument2 pagesLa Verdadera Historia Del BochoginursamadNo ratings yet
- Ee I13 CCM InglesDocument11 pagesEe I13 CCM InglesginursamadNo ratings yet
- Villacero ConduitDocument6 pagesVillacero Conduitjamt85No ratings yet
- GPS01 1027864 Lumilux T5 HoDocument5 pagesGPS01 1027864 Lumilux T5 HoginursamadNo ratings yet
- Alcocer CesinDocument23 pagesAlcocer CesinRojssand Desconocido Rojas SandovalNo ratings yet
- El Defecto de La MujerDocument13 pagesEl Defecto de La MujerAlma TaylorNo ratings yet
- Como Evita RDocument40 pagesComo Evita RginursamadNo ratings yet
- Como Ser Efectivo en El Trabajo - Ensayos - EnrriquediazDocument5 pagesComo Ser Efectivo en El Trabajo - Ensayos - EnrriquediazginursamadNo ratings yet
- Un Sultán Soñó Que Había Perdido Todos Los DientesDocument2 pagesUn Sultán Soñó Que Había Perdido Todos Los DientesginursamadNo ratings yet
- Pag - (V 1998) 1115. - 08 15 - (V 1998) 1115Document8 pagesPag - (V 1998) 1115. - 08 15 - (V 1998) 1115Fernanda InShockNo ratings yet
- ¿Cómo Ser Efectivo en El TrabajoDocument18 pages¿Cómo Ser Efectivo en El TrabajoginursamadNo ratings yet
- Alcocer CesinDocument23 pagesAlcocer CesinRojssand Desconocido Rojas SandovalNo ratings yet
- LibreOffice - Manual Usuario WriterDocument48 pagesLibreOffice - Manual Usuario WriterJhonie WalkerNo ratings yet
- EDUCABLOG Estrategias para Ser Efectivo en El TrabajoDocument19 pagesEDUCABLOG Estrategias para Ser Efectivo en El TrabajoginursamadNo ratings yet
- Croquis 006 - Detalles Hidros 2Document6 pagesCroquis 006 - Detalles Hidros 2ginursamadNo ratings yet
- Distribucion Fuerza Casa de Bombas 1Document3 pagesDistribucion Fuerza Casa de Bombas 1ginursamadNo ratings yet
- Se-5a Patio de TransformadoresDocument1 pageSe-5a Patio de TransformadoresginursamadNo ratings yet
- Distribucion de Fuerza BunkerDocument1 pageDistribucion de Fuerza BunkerginursamadNo ratings yet
- DSC1AX02 140707 JCVA 0 21AlcanceGeneralDocument57 pagesDSC1AX02 140707 JCVA 0 21AlcanceGeneralginursamadNo ratings yet
- Arreglo Equipo Se 2a 1Document1 pageArreglo Equipo Se 2a 1ginursamadNo ratings yet
- Pendientes ElectricidadDocument8 pagesPendientes ElectricidadginursamadNo ratings yet
- Catalogo Simotics PDFDocument56 pagesCatalogo Simotics PDFANDRES GOMEZNo ratings yet
- Un Enfoque para Medir La Concentración Industrial y Su Aplicación Al Caso de México PDFDocument37 pagesUn Enfoque para Medir La Concentración Industrial y Su Aplicación Al Caso de México PDFJavier del RioNo ratings yet
- 02 ASTM E1641 Cinetica Por TGA Por Metodo OFW - En.esDocument7 pages02 ASTM E1641 Cinetica Por TGA Por Metodo OFW - En.esCarlos Ubillas AlcaldeNo ratings yet
- Licencia MikissoftDocument5 pagesLicencia MikissoftMiguelNo ratings yet
- Planificacion IPDocument53 pagesPlanificacion IPMiguel AndinoNo ratings yet
- Hoja de Vida: I. Perfil OcupacionalDocument33 pagesHoja de Vida: I. Perfil Ocupacionalmulti correoNo ratings yet
- Energía MareomotrizDocument21 pagesEnergía Mareomotrizaurora.ventura14No ratings yet
- Qué Es Una Ecuación DiferencialDocument2 pagesQué Es Una Ecuación DiferencialKarla RodríguezNo ratings yet
- Corredor de ValoresDocument2 pagesCorredor de ValoresDavid AmadorNo ratings yet
- Arquitectura de Un Sistema Gestor de Base deDocument8 pagesArquitectura de Un Sistema Gestor de Base deLORENA TAMAYO VAZQUEZNo ratings yet
- Desarrollo - Actividad 03 - Propuesta de Bienes y Servicios - Parte 2Document6 pagesDesarrollo - Actividad 03 - Propuesta de Bienes y Servicios - Parte 2Diego Mauricio GOMEZ OYOLANo ratings yet
- Usr HT 100Document3 pagesUsr HT 100carameloo2012No ratings yet
- Formato para Facturacion Uabc Junio 2023Document1 pageFormato para Facturacion Uabc Junio 2023TIK TOK accesorios & másNo ratings yet
- Tarea EcoeDocument5 pagesTarea Ecoeapi-543755536No ratings yet
- Batería de Ion de SodioDocument5 pagesBatería de Ion de SodioPatricio CatagñaNo ratings yet
- CorrosionDocument18 pagesCorrosionFrancisco Javier Checho VicencioNo ratings yet
- Poliza de GarantiaDocument3 pagesPoliza de GarantiaCarlos Alberto GonzalezNo ratings yet
- 226 SKINTOP Plastico METRICODocument1 page226 SKINTOP Plastico METRICOAna Karen LandaNo ratings yet
- Acuerdo de divorcio y regulación de alimentosDocument4 pagesAcuerdo de divorcio y regulación de alimentosCaro IturraNo ratings yet
- Diseño Tornillo Sin FinDocument29 pagesDiseño Tornillo Sin FinBeto Lainez100% (1)
- DERECHO ADMINISTRATIVO II PRESENTACIONES CompletoDocument80 pagesDERECHO ADMINISTRATIVO II PRESENTACIONES CompletoGuillermo Alejandro CameyNo ratings yet
- Preguntas Piratas de Silicon Valley (Recuperado)Document2 pagesPreguntas Piratas de Silicon Valley (Recuperado)ramiro1dnicolasgerva81% (16)
- Neuro Navegador S7Document2 pagesNeuro Navegador S7Rosmar Samarith González CarrilloNo ratings yet
- Practica 2, Unidad 2, Yahir Alexander Gonzales Fragosa, 1A MIDocument11 pagesPractica 2, Unidad 2, Yahir Alexander Gonzales Fragosa, 1A MIYAHIR ALEXANDER GONZALEZ FRAGOSANo ratings yet
- Solis 20kW LV DC - FichaTecnicaDocument2 pagesSolis 20kW LV DC - FichaTecnicaSANDRANo ratings yet
- Manual Intercambiadores de CalorDocument69 pagesManual Intercambiadores de CalorE-s VidaNo ratings yet
- Teoria Del Ausente y No PresenteDocument16 pagesTeoria Del Ausente y No PresenteCarlos TovarNo ratings yet
- Registro empresas RAEEDocument11 pagesRegistro empresas RAEEViktor Hugo TA100% (1)
- Procedimiento Remate VehiculosDocument1 pageProcedimiento Remate VehiculosFrancisco ReyesNo ratings yet
- Colegio de Ciencias e Ingenierías: Ingeniería MecánicaDocument166 pagesColegio de Ciencias e Ingenierías: Ingeniería MecánicaMarcelo PillajoNo ratings yet