You might also like
- Manufacturing Process ImprovementDocument3 pagesManufacturing Process ImprovementgeniusMAHINo ratings yet
- Lean and Green: Profit for Your Workplace and the EnvironmentFrom EverandLean and Green: Profit for Your Workplace and the EnvironmentRating: 3 out of 5 stars3/5 (1)
- Strategies and Success Factors For Overcoming Challenges in TPM ImplementationDocument25 pagesStrategies and Success Factors For Overcoming Challenges in TPM Implementationdeepak_manjunath_1100% (1)
- Optimizing Production Processes Using SMED AnalysisDocument9 pagesOptimizing Production Processes Using SMED AnalysishajiNo ratings yet
- SMED single minute exchange of die A Complete Guide - 2019 EditionFrom EverandSMED single minute exchange of die A Complete Guide - 2019 EditionNo ratings yet
- Presented By:: Priyanka LawateDocument24 pagesPresented By:: Priyanka Lawatepriyankalawate100% (1)
- Lean for Systems Engineering with Lean Enablers for Systems EngineeringFrom EverandLean for Systems Engineering with Lean Enablers for Systems EngineeringNo ratings yet
- X-Bar Chart Analysis of Kuwait Petroleum CompanyDocument12 pagesX-Bar Chart Analysis of Kuwait Petroleum CompanySandani S SupriyadiNo ratings yet
- 2015 2016 Baldrige Excellence Framework - B NP - Examiner - Use - Only PDFDocument84 pages2015 2016 Baldrige Excellence Framework - B NP - Examiner - Use - Only PDFRamez AhmedNo ratings yet
- TQM Index JanakiramanDocument11 pagesTQM Index Janakiramanarunkumar S50% (2)
- KPI For Lean Implementation in Manufacturing PDFDocument14 pagesKPI For Lean Implementation in Manufacturing PDFHadee SaberNo ratings yet
- VSM HealthcareDocument26 pagesVSM HealthcareAmitesh Prasad0% (1)
- Application of Lean Manufacturing Techniques For The Design of The Aircraft Assembly LineDocument117 pagesApplication of Lean Manufacturing Techniques For The Design of The Aircraft Assembly Linesuperreader94No ratings yet
- Tasks For Completion: Quality ObjectivesDocument2 pagesTasks For Completion: Quality ObjectivesAmit PintoNo ratings yet
- Performance Measurement Analysis of Injection Molding Machine JSW J450AD Using Methods Overall Effectiveness (OEE) and Failure Mode Effect Analysis (FMEA) in The Plastics IndustryDocument7 pagesPerformance Measurement Analysis of Injection Molding Machine JSW J450AD Using Methods Overall Effectiveness (OEE) and Failure Mode Effect Analysis (FMEA) in The Plastics IndustryInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- FEIGENBAUM + Ishikawa + TaguchiDocument7 pagesFEIGENBAUM + Ishikawa + Taguchiaulia rakhmawatiNo ratings yet
- Toyota KaizenDocument11 pagesToyota KaizenSteve LeeNo ratings yet
- The 14 Principles of the Toyota WayDocument7 pagesThe 14 Principles of the Toyota Wayraydiamond4uNo ratings yet
- Process-Based Knowledge Mapping TechniqueDocument6 pagesProcess-Based Knowledge Mapping Techniquemkv428No ratings yet
- Knowledge Management in Manufacturing SectorDocument22 pagesKnowledge Management in Manufacturing SectorVaishnavi PreranaNo ratings yet
- Chapter 1. Introduction: 1.1. BackgroundDocument92 pagesChapter 1. Introduction: 1.1. BackgroundSanjay KmrNo ratings yet
- Improving Performance Through Business Process ManagementDocument4 pagesImproving Performance Through Business Process ManagementArk Group0% (1)
- Committing To A Lean Six-Sigma Roadmap: Merwan Mehta, PHD, Asq-CssbbDocument36 pagesCommitting To A Lean Six-Sigma Roadmap: Merwan Mehta, PHD, Asq-CssbbCarlos Delgado NietoNo ratings yet
- Turning Great Strategy Into Great PerformanceDocument19 pagesTurning Great Strategy Into Great PerformanceUsman Sheikh0% (1)
- DPMO Sigma Table PDFDocument1 pageDPMO Sigma Table PDFRizal FebriantoNo ratings yet
- Sage 100 ERP: Getting Started GuideDocument170 pagesSage 100 ERP: Getting Started GuideHafiz MohammedNo ratings yet
- Kaizen Blitz Charter: Date: Area: Team NameDocument10 pagesKaizen Blitz Charter: Date: Area: Team Nameanjo0225No ratings yet
- How To Improve Oee PerformanceDocument9 pagesHow To Improve Oee PerformanceMuhammad Usman HaidarNo ratings yet
- On Concepts & Methodologies in TQM Activities & TPM Activities: Toward Intelligent ManufacturingDocument186 pagesOn Concepts & Methodologies in TQM Activities & TPM Activities: Toward Intelligent Manufacturingpradeep1987cool100% (1)
- Challenge To World-Class ManufacturingDocument12 pagesChallenge To World-Class ManufacturingSantiago Javier Chimarro Torres100% (1)
- Challenge To World-Class ManufacturingDocument12 pagesChallenge To World-Class ManufacturingAnjouli AyalaNo ratings yet
- The Implementation of World Class Manufacturing Techniques in Egyptian Manufacturing Firms An Empirical StudyDocument16 pagesThe Implementation of World Class Manufacturing Techniques in Egyptian Manufacturing Firms An Empirical StudybojanbijNo ratings yet
- Ch-8 (Business Process Reengineering)Document22 pagesCh-8 (Business Process Reengineering)Shrutit21No ratings yet
- Manufacturing Performance by TPMDocument13 pagesManufacturing Performance by TPMLabiz Saroni ZidaNo ratings yet
- Starbucks Implements Lean Techniques to Speed Up OperationsDocument4 pagesStarbucks Implements Lean Techniques to Speed Up OperationsDiana Elena ChiribasaNo ratings yet
- Lean Manufacturing in Apparel Industry: By: Ashutosh Tiwari & Shilpa WanjariDocument20 pagesLean Manufacturing in Apparel Industry: By: Ashutosh Tiwari & Shilpa WanjariNelum WijekoonNo ratings yet
- Bhasin - 2012 - Performance of Lean in Large OrganisationsDocument9 pagesBhasin - 2012 - Performance of Lean in Large OrganisationsDragan DragičevićNo ratings yet
- Multi SkillDocument6 pagesMulti SkillK.s. RameshNo ratings yet
- Lean Suggested Readings and ReferencesDocument30 pagesLean Suggested Readings and ReferencessigmasundarNo ratings yet
- BB wk1 130 The 12 Step Breakthrough StrategyDocument20 pagesBB wk1 130 The 12 Step Breakthrough StrategyFernando MartínNo ratings yet
- Final Exam Study Guide For EIN6935allC13 - Session 7Document10 pagesFinal Exam Study Guide For EIN6935allC13 - Session 7Andy Selecta InfamouzNo ratings yet
- Lean Manufacturing 2014Document5 pagesLean Manufacturing 2014api-366590421No ratings yet
- The Toyota Way by Jeffrey Liker: 14 Management Principles From The World's Greatest ManufacturerDocument20 pagesThe Toyota Way by Jeffrey Liker: 14 Management Principles From The World's Greatest ManufactureralexminayaNo ratings yet
- Lean Manufacturing in Aerospace IndustryDocument7 pagesLean Manufacturing in Aerospace IndustrySreejith SreeNo ratings yet
- Operational ExcellenceDocument24 pagesOperational ExcellencemaheshNo ratings yet
- Seminar On Malcolm BaldrigeDocument53 pagesSeminar On Malcolm BaldrigeRajivRanjanBharti100% (1)
- Shop Floor ManagementDocument13 pagesShop Floor ManagementHarshal DateyNo ratings yet
- Total Productive Maintenance Awareness: Who Should Attend?Document1 pageTotal Productive Maintenance Awareness: Who Should Attend?Pathy LNo ratings yet
- D5 - Introduction To Lean ThinkingDocument50 pagesD5 - Introduction To Lean ThinkingAzer Asociados Sac100% (1)
- Andon Control VisualDocument10 pagesAndon Control VisualJose GNo ratings yet
- A Waste Relationship Model and Center Point Tracking Metric For Lean Manufacturing Systems PDFDocument20 pagesA Waste Relationship Model and Center Point Tracking Metric For Lean Manufacturing Systems PDFCharlye VasquezNo ratings yet
- Lean ClassDocument425 pagesLean ClassElena Montero CarrascoNo ratings yet
- KPIs Define & Measure Business GoalsDocument3 pagesKPIs Define & Measure Business GoalsMohamed AlkharashyNo ratings yet
- Dr. Shiv's ArticleDocument6 pagesDr. Shiv's ArticleIndo-MIMNo ratings yet
- Optimize lean thinking processes with value stream mappingDocument23 pagesOptimize lean thinking processes with value stream mappingEko DiptyoadiNo ratings yet
- Maintenance Management: Total Productive Maintenance (TPM)Document41 pagesMaintenance Management: Total Productive Maintenance (TPM)Anvesh DwivediNo ratings yet
- SC21 Business Excellence Process Overview v6 PDFDocument17 pagesSC21 Business Excellence Process Overview v6 PDFemail4nareshNo ratings yet
- Oee For Operators Overall Equipment Effectiveness PDFDocument2 pagesOee For Operators Overall Equipment Effectiveness PDFRayNo ratings yet
- Electric and water requirements for concrete batch plantDocument8 pagesElectric and water requirements for concrete batch plantWael WaelNo ratings yet
- Handrail & Balustrade Solutions: Uniclass L442 Ci/Sfb (34) X Epic D4Document32 pagesHandrail & Balustrade Solutions: Uniclass L442 Ci/Sfb (34) X Epic D4ANNo ratings yet
- Steel Design Problems With Solution (Using NSCP 2001, 2010 and 2015) - UPDATED-1 PDFDocument76 pagesSteel Design Problems With Solution (Using NSCP 2001, 2010 and 2015) - UPDATED-1 PDFLC Lee60% (5)
- Revised Baseline Project GT544PC18Document10 pagesRevised Baseline Project GT544PC18Sami SamNo ratings yet
- RefferencesDocument3 pagesRefferencesArun GoyalNo ratings yet
- 1) General Notes:: Karthikeyan AssociatesDocument12 pages1) General Notes:: Karthikeyan AssociatesSLV GROUPNo ratings yet
- MPR-24 Dec'19Document49 pagesMPR-24 Dec'19Ajay GuptaNo ratings yet
- Material Approval Request (MAR) Monitoring Matrix: Posco E&C GCRDocument4 pagesMaterial Approval Request (MAR) Monitoring Matrix: Posco E&C GCRResearcherNo ratings yet
- Blocked TRXDocument21 pagesBlocked TRXisoe dennisNo ratings yet
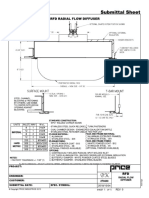
- RFD Radial Flow Diffuser SubmittalDocument2 pagesRFD Radial Flow Diffuser SubmittalJ.P. PazaNo ratings yet
- Comparative Investigation On Tensile Performance of FRP Bars After Exposure To Water, Seawater, and Alkaline SolutionsDocument12 pagesComparative Investigation On Tensile Performance of FRP Bars After Exposure To Water, Seawater, and Alkaline Solutionssherif fodaNo ratings yet
- Kerala vernacular architecture case studyDocument12 pagesKerala vernacular architecture case studyHarshita Bhanawat100% (2)
- Overtime Requests for RTO at Hougang Building SiteDocument5 pagesOvertime Requests for RTO at Hougang Building SiteALFREDO JR. ARIOS CLARONo ratings yet
- Types of Pile Construction MethodsDocument3 pagesTypes of Pile Construction MethodsVivian KallouNo ratings yet
- CHECKLIST Precast Foundation Inspection ChecklistDocument1 pageCHECKLIST Precast Foundation Inspection ChecklistrahulsivaNo ratings yet
- SDocument55 pagesSArbaz Ahmed100% (1)
- Landscaping Pavement DetailsDocument23 pagesLandscaping Pavement DetailsyasserNo ratings yet
- Assam Agriculture Is The Primary Sector in The StateDocument2 pagesAssam Agriculture Is The Primary Sector in The StateSumegha KanojiaNo ratings yet
- Selection Chart For Welding and Brazing Rods - Weldclass - 2021.08Document2 pagesSelection Chart For Welding and Brazing Rods - Weldclass - 2021.08velan73No ratings yet
- An Overview of The Concrete Cube Test - Giatec Scientific IncDocument10 pagesAn Overview of The Concrete Cube Test - Giatec Scientific IncibrahimNo ratings yet
- BGN 273 Climate ChangesDocument2 pagesBGN 273 Climate ChangesChe Wan Nur SyazlyanaNo ratings yet
- 2018 Suitability - of - Quarry - Dust - in - Geotechnical - ApplicaDocument8 pages2018 Suitability - of - Quarry - Dust - in - Geotechnical - ApplicaVenkatesh ThumatiNo ratings yet
- Early Age Construction Loading: ST George Wharf Case StudyDocument4 pagesEarly Age Construction Loading: ST George Wharf Case StudyDesignNo ratings yet
- Guide To Good Factory Planning EbookDocument15 pagesGuide To Good Factory Planning EbookWeb Spring100% (1)
- Overview of Concrete Filled Steel Tube Arch BridgesDocument11 pagesOverview of Concrete Filled Steel Tube Arch BridgesMarcos Vinícius AquinoNo ratings yet
- Square Concrete Pedestal Design Calculation SampleDocument3 pagesSquare Concrete Pedestal Design Calculation SampleTariqul Islam100% (2)
- Tolerancias FEM y Autoportantes 1Document53 pagesTolerancias FEM y Autoportantes 1ybusomNo ratings yet
- 703 - ABCM EXAM - 20-21-Question BankDocument4 pages703 - ABCM EXAM - 20-21-Question BankrenukaNo ratings yet
- TEC-131100 - MET-DoR-001 (Method Statement For Swimming Pool & Jacuzzi) (K)Document16 pagesTEC-131100 - MET-DoR-001 (Method Statement For Swimming Pool & Jacuzzi) (K)Hoằng Phạm ĐứcNo ratings yet
- Final Methodology of RectificationDocument6 pagesFinal Methodology of RectificationManifelmo DacanayNo ratings yet
- How to Talk to Anyone at Work: 72 Little Tricks for Big Success Communicating on the JobFrom EverandHow to Talk to Anyone at Work: 72 Little Tricks for Big Success Communicating on the JobRating: 4.5 out of 5 stars4.5/5 (36)
- 7 Principles of Transformational Leadership: Create a Mindset of Passion, Innovation, and GrowthFrom Everand7 Principles of Transformational Leadership: Create a Mindset of Passion, Innovation, and GrowthRating: 5 out of 5 stars5/5 (51)
- The Coaching Habit: Say Less, Ask More & Change the Way You Lead ForeverFrom EverandThe Coaching Habit: Say Less, Ask More & Change the Way You Lead ForeverRating: 4.5 out of 5 stars4.5/5 (186)
- The Power of People Skills: How to Eliminate 90% of Your HR Problems and Dramatically Increase Team and Company Morale and PerformanceFrom EverandThe Power of People Skills: How to Eliminate 90% of Your HR Problems and Dramatically Increase Team and Company Morale and PerformanceRating: 5 out of 5 stars5/5 (22)
- How to Lead: Wisdom from the World's Greatest CEOs, Founders, and Game ChangersFrom EverandHow to Lead: Wisdom from the World's Greatest CEOs, Founders, and Game ChangersRating: 4.5 out of 5 stars4.5/5 (94)
- The 7 Habits of Highly Effective PeopleFrom EverandThe 7 Habits of Highly Effective PeopleRating: 4 out of 5 stars4/5 (2564)
- The First Minute: How to start conversations that get resultsFrom EverandThe First Minute: How to start conversations that get resultsRating: 4.5 out of 5 stars4.5/5 (55)
- Leadership Skills that Inspire Incredible ResultsFrom EverandLeadership Skills that Inspire Incredible ResultsRating: 4.5 out of 5 stars4.5/5 (11)
- Spark: How to Lead Yourself and Others to Greater SuccessFrom EverandSpark: How to Lead Yourself and Others to Greater SuccessRating: 4.5 out of 5 stars4.5/5 (130)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Billion Dollar Lessons: What You Can Learn from the Most Inexcusable Business Failures of the Last Twenty-five YearsFrom EverandBillion Dollar Lessons: What You Can Learn from the Most Inexcusable Business Failures of the Last Twenty-five YearsRating: 4.5 out of 5 stars4.5/5 (52)
- Scaling Up: How a Few Companies Make It...and Why the Rest Don't, Rockefeller Habits 2.0From EverandScaling Up: How a Few Companies Make It...and Why the Rest Don't, Rockefeller Habits 2.0No ratings yet
- The 4 Disciplines of Execution: Revised and Updated: Achieving Your Wildly Important GoalsFrom EverandThe 4 Disciplines of Execution: Revised and Updated: Achieving Your Wildly Important GoalsRating: 4.5 out of 5 stars4.5/5 (47)
- Management Mess to Leadership Success: 30 Challenges to Become the Leader You Would FollowFrom EverandManagement Mess to Leadership Success: 30 Challenges to Become the Leader You Would FollowRating: 4.5 out of 5 stars4.5/5 (27)
- Work Stronger: Habits for More Energy, Less Stress, and Higher Performance at WorkFrom EverandWork Stronger: Habits for More Energy, Less Stress, and Higher Performance at WorkRating: 4.5 out of 5 stars4.5/5 (12)
- Summary: Choose Your Enemies Wisely: Business Planning for the Audacious Few: Key Takeaways, Summary and AnalysisFrom EverandSummary: Choose Your Enemies Wisely: Business Planning for the Audacious Few: Key Takeaways, Summary and AnalysisRating: 4.5 out of 5 stars4.5/5 (3)
- The ONE Thing: The Surprisingly Simple Truth Behind Extraordinary Results: Key Takeaways, Summary & Analysis IncludedFrom EverandThe ONE Thing: The Surprisingly Simple Truth Behind Extraordinary Results: Key Takeaways, Summary & Analysis IncludedRating: 4.5 out of 5 stars4.5/5 (124)
- The Introverted Leader: Building on Your Quiet StrengthFrom EverandThe Introverted Leader: Building on Your Quiet StrengthRating: 4.5 out of 5 stars4.5/5 (35)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- The 12 Week Year: Get More Done in 12 Weeks than Others Do in 12 MonthsFrom EverandThe 12 Week Year: Get More Done in 12 Weeks than Others Do in 12 MonthsRating: 4.5 out of 5 stars4.5/5 (410)
- Kaizen: The Ultimate Guide to Mastering Continuous Improvement And Transforming Your Life With Self DisciplineFrom EverandKaizen: The Ultimate Guide to Mastering Continuous Improvement And Transforming Your Life With Self DisciplineRating: 4.5 out of 5 stars4.5/5 (36)
- Unlocking Potential: 7 Coaching Skills That Transform Individuals, Teams, & OrganizationsFrom EverandUnlocking Potential: 7 Coaching Skills That Transform Individuals, Teams, & OrganizationsRating: 4.5 out of 5 stars4.5/5 (27)
- Sustainability Management: Global Perspectives on Concepts, Instruments, and StakeholdersFrom EverandSustainability Management: Global Perspectives on Concepts, Instruments, and StakeholdersRating: 5 out of 5 stars5/5 (1)
- 300+ PMP Practice Questions Aligned with PMBOK 7, Agile Methods, and Key Process Groups - 2024: First EditionFrom Everand300+ PMP Practice Questions Aligned with PMBOK 7, Agile Methods, and Key Process Groups - 2024: First EditionNo ratings yet