You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Unit SS Design Calculations For PrecastDocument13 pagesUnit SS Design Calculations For PrecastKumar SureshNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Chime Length Calculator For The Pentatonic Scale (C D E G A)Document27 pagesChime Length Calculator For The Pentatonic Scale (C D E G A)your_system_sucks100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Cavity WallsDocument24 pagesCavity WallsRevathi RoopiniNo ratings yet
- Ragone Solution Manual From Nanyang UniversityDocument67 pagesRagone Solution Manual From Nanyang UniversityRijalCok71% (14)
- Materials For Nuclear Power SystemsDocument20 pagesMaterials For Nuclear Power Systemsimdad_buet100% (1)
- Potato Starch Bioplastic 2Document31 pagesPotato Starch Bioplastic 2Yang JungwonNo ratings yet
- 8-Heat Transfer-2016 - Ans Key-Master FileDocument12 pages8-Heat Transfer-2016 - Ans Key-Master FileLourdes Cagungun100% (2)
- Energiron Book 2014 PDFDocument52 pagesEnergiron Book 2014 PDFNasim100% (2)
- PHD Dissertation Morphology of Bombarded InP SurfaceDocument236 pagesPHD Dissertation Morphology of Bombarded InP Surfaceimdad_buetNo ratings yet
- Atomic Scale Calculations of Tungsten Surface Binding Energy and Be Induced Tungsten SputteringDocument4 pagesAtomic Scale Calculations of Tungsten Surface Binding Energy and Be Induced Tungsten Sputteringimdad_buetNo ratings yet
- MSM Medium Updated 2019Document1 pageMSM Medium Updated 2019ഗീതു സുരേഷ്No ratings yet
- Yield Strength Yield Point Stress Yield Point Stress Elastic Limit Elastic LimitDocument1 pageYield Strength Yield Point Stress Yield Point Stress Elastic Limit Elastic LimitCarlito Jr JavilloNo ratings yet
- 12CHEM Long Response Dot PointsDocument11 pages12CHEM Long Response Dot PointsJane YooNo ratings yet
- Cylindrical Mandrel TesterDocument1 pageCylindrical Mandrel TesterAbiem SebastyanNo ratings yet
- Conventional Manufacturing Process 20ME33: Class 05Document5 pagesConventional Manufacturing Process 20ME33: Class 05Vinayaka G PNo ratings yet
- Calculation Condition Box CulvertDocument11 pagesCalculation Condition Box CulvertRafael ObusanNo ratings yet
- Publicity & Propaganda ScheduleDocument5 pagesPublicity & Propaganda SchedulesssadangiNo ratings yet
- Shaft DeflectionDocument15 pagesShaft Deflectionfreek_jamesNo ratings yet
- Automotive Aluminium Catalogue 2022Document140 pagesAutomotive Aluminium Catalogue 2022badnet1980No ratings yet
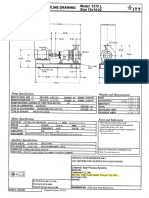
- Model 3175L Goulds Pumps Outline Drawing Size 12x14-22: Weights and SpecificationDocument6 pagesModel 3175L Goulds Pumps Outline Drawing Size 12x14-22: Weights and SpecificationJavier Fernando Agudelo GómezNo ratings yet
- Fire ExtinguisherDocument8 pagesFire ExtinguisherAzrif MoskamNo ratings yet
- Wilo 352996Document21 pagesWilo 352996John Rodolfo BultronNo ratings yet
- AVL Internal Manufacturer 191097Document285 pagesAVL Internal Manufacturer 191097Seyyed Amir MohmmadiNo ratings yet
- Adsorption Modeling With The Esd Equation of State: Aaron D. Soule, Cassandra A. Smith, Xiaoning Yang Carl T. LiraDocument38 pagesAdsorption Modeling With The Esd Equation of State: Aaron D. Soule, Cassandra A. Smith, Xiaoning Yang Carl T. LiraSanjeeva YedavalliNo ratings yet
- Cd-17-Major Project Report PDFDocument88 pagesCd-17-Major Project Report PDFRahul Singh Parihar91% (11)
- Presentation On Utilities & Offsite Iffco, ParadeepDocument22 pagesPresentation On Utilities & Offsite Iffco, ParadeepSOCRATESNo ratings yet
- Unit 5 - OnlineDocument31 pagesUnit 5 - OnlineVi NguyễnNo ratings yet
- Anaerobic Digestion of Wastewater Sludge: (Nazaroff & Alvarez-Cohen, Section 6.E.3)Document7 pagesAnaerobic Digestion of Wastewater Sludge: (Nazaroff & Alvarez-Cohen, Section 6.E.3)syafiqzainordinNo ratings yet
- Solid Waste ManagementDocument19 pagesSolid Waste Managementayush maheshwariNo ratings yet
- Canning of FoodDocument4 pagesCanning of Foodkolita kamalNo ratings yet
- Titrimetric Methods of AnalysesDocument10 pagesTitrimetric Methods of AnalysesJason BakerNo ratings yet
- Formation Constants of Complex IonsDocument1 pageFormation Constants of Complex IonsIuliaHortNo ratings yet
- Norelem Grupa 02000 enDocument56 pagesNorelem Grupa 02000 enBogdan CraciunNo ratings yet