You might also like
- Gas TurbineDocument14 pagesGas TurbineMowaten Masry100% (1)
- SB LM2500 Ind 312 R1Document7 pagesSB LM2500 Ind 312 R1Daniil SerovNo ratings yet
- Gas Turbine Fuel Nozzle Refurbishment Reduces Emissions and Improves ReliabilityDocument3 pagesGas Turbine Fuel Nozzle Refurbishment Reduces Emissions and Improves ReliabilityJJ100% (1)
- 1989 Aker Predicting Gas Turbine Performance Degradation Due To Compressor Fouling Using Computer Simulation TechniquesDocument8 pages1989 Aker Predicting Gas Turbine Performance Degradation Due To Compressor Fouling Using Computer Simulation TechniquesArgenomSaubiNo ratings yet
- LM 2500 PlusDocument2 pagesLM 2500 Plusalexandr_popov_2No ratings yet
- Saturn - Russia 12MW Gas TurbineDocument22 pagesSaturn - Russia 12MW Gas Turbinedndudc100% (1)
- Hydraulic SystmDocument4 pagesHydraulic SystmArchana Choudhary100% (1)
- 3 - Gas Turbine Overview 8.09Document25 pages3 - Gas Turbine Overview 8.09Sujeet Kumar100% (1)
- GEI41042 Rev O - Washing-Cleaning PDFDocument12 pagesGEI41042 Rev O - Washing-Cleaning PDFKorcan ÜnalNo ratings yet
- Compressor piston rings and rider rings guideDocument22 pagesCompressor piston rings and rider rings guidemauricioNo ratings yet
- IGV, Servos and LVDT - Automation & Control Engineering ForumDocument1 pageIGV, Servos and LVDT - Automation & Control Engineering ForumHBNBILNo ratings yet
- Wood Group - Gts Products Services Jan 08Document16 pagesWood Group - Gts Products Services Jan 08Jin Hern100% (1)
- LM2500 16th Stage Bleed Manifold KitDocument2 pagesLM2500 16th Stage Bleed Manifold KitDenis JimenezNo ratings yet
- 4 - Inspection - Interval - Extension W5015DA PDFDocument12 pages4 - Inspection - Interval - Extension W5015DA PDFEDBNo ratings yet
- Case Study SentinelDocument2 pagesCase Study Sentinelashumishra007No ratings yet
- 6FA DLN 2.6 Extended Interval Combustion System - GEA17898 PDFDocument1 page6FA DLN 2.6 Extended Interval Combustion System - GEA17898 PDFLenin RamonNo ratings yet
- Gas Turbine Tripping On Exhaust Pressure High - Need SolutionDocument7 pagesGas Turbine Tripping On Exhaust Pressure High - Need SolutionAbdulyunus Amir100% (1)
- V005t15a001 88 GT 150Document13 pagesV005t15a001 88 GT 150Antonio CilindroNo ratings yet
- Gas Turbine Heat Rate Versus EOHDocument2 pagesGas Turbine Heat Rate Versus EOHAbdulyunus Amir100% (1)
- 2.3.8 Liquid FuelDocument16 pages2.3.8 Liquid FuelSarah CohenNo ratings yet
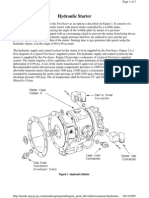
- Figure 1. Hydraulic StarterDocument3 pagesFigure 1. Hydraulic StarterDenis JimenezNo ratings yet
- Marine Gas Turbine: Performance LM6000PC LM6000PG OutputDocument2 pagesMarine Gas Turbine: Performance LM6000PC LM6000PG Outputgasturbina4983No ratings yet
- GE Gas Turbines Were Basically Divided Into 3 DifferentDocument3 pagesGE Gas Turbines Were Basically Divided Into 3 Differentsaikrish36No ratings yet
- Fuel System: PerformanceDocument3 pagesFuel System: PerformanceDenis JimenezNo ratings yet
- Ansaldo Energia AE94.2 Upgrading ProjectDocument20 pagesAnsaldo Energia AE94.2 Upgrading Projectvincent8295547100% (1)
- DDocument18 pagesDMahmoud El-abdNo ratings yet
- Hgpi 2015 ReportDocument33 pagesHgpi 2015 ReportFahim KazmiNo ratings yet
- Lampiran 1 Standar InspectionDocument7 pagesLampiran 1 Standar InspectionFitra SNo ratings yet
- TIL 476C - Exhaust Temperature Spread GuidelinesDocument2 pagesTIL 476C - Exhaust Temperature Spread GuidelinesHernan Giraut100% (1)
- GEK101944Document8 pagesGEK101944Nouman Saeed100% (1)
- GE Power Systems 7F Users Conference PresentationsDocument27 pagesGE Power Systems 7F Users Conference Presentationsatfrost4638No ratings yet
- GE Frame 7EA Loss of Trip Oil PressureDocument6 pagesGE Frame 7EA Loss of Trip Oil Pressurenabil160874No ratings yet
- An Investigation of Air-Swirl Design Criteria For Gas Turbine Combustors Through A Multi-Objective CFD OptimizationDocument16 pagesAn Investigation of Air-Swirl Design Criteria For Gas Turbine Combustors Through A Multi-Objective CFD Optimizationperules100% (1)
- MOU (00) - Introduction LDocument37 pagesMOU (00) - Introduction LDRISSI100% (1)
- Seal Oil System Modifications Instability in The Seal Oil SystemDocument67 pagesSeal Oil System Modifications Instability in The Seal Oil SystemJONATHAN100% (1)
- February 2003 Subject: Troubleshooting Hydraulic Ratchet ProblemsDocument4 pagesFebruary 2003 Subject: Troubleshooting Hydraulic Ratchet ProblemsKarim MuhammedNo ratings yet
- Inspections, As A Part of A Maintenance Program That Must Be Put in Place With TheDocument29 pagesInspections, As A Part of A Maintenance Program That Must Be Put in Place With TheFrankNo ratings yet
- Brochure Gas Turbine SGT-300 For Power GenerationDocument4 pagesBrochure Gas Turbine SGT-300 For Power GenerationIvo SilvaNo ratings yet
- Operating and maintenance norms for hydraulic cylindersDocument4 pagesOperating and maintenance norms for hydraulic cylinderszsmithNo ratings yet
- GE LM2500, LM5000, LM6000 and LMS100 Gas Turbine Engines GuideDocument35 pagesGE LM2500, LM5000, LM6000 and LMS100 Gas Turbine Engines GuidesppramNo ratings yet
- 01 Tab01 130916060639 Phpapp02 PDFDocument36 pages01 Tab01 130916060639 Phpapp02 PDFajo zinzoNo ratings yet
- GearboxDocument16 pagesGearboxMehul zareNo ratings yet
- Process Recip PDFDocument8 pagesProcess Recip PDFGanesh KumarNo ratings yet
- Vol 01Document153 pagesVol 01chandrasingh4564No ratings yet
- HP Steam Turbine StageDocument8 pagesHP Steam Turbine StageTarun ChoudharyNo ratings yet
- Contracts ManagementDocument87 pagesContracts Managementarabi2222No ratings yet
- SGT-600 GT PowerGen ENDocument4 pagesSGT-600 GT PowerGen ENBehnamayoubzadehNo ratings yet
- 04 - LM2500 OverviewDocument27 pages04 - LM2500 OverviewLudovic LeroyNo ratings yet
- C10518078 PDFDocument20 pagesC10518078 PDFJessica ChandlerNo ratings yet
- Kawasaki GPB30 Gas Turbine Generator Operation and Troubleshooting GuideDocument65 pagesKawasaki GPB30 Gas Turbine Generator Operation and Troubleshooting GuideAceel FitchNo ratings yet
- Siemens Air Cooled Generators Sgen 100a 2p Brochure enDocument4 pagesSiemens Air Cooled Generators Sgen 100a 2p Brochure enDanfer Huiza De La CruzNo ratings yet
- Gea32081a LM6000 - Pa - Us - R1 - LRDocument1 pageGea32081a LM6000 - Pa - Us - R1 - LRErik Van GroningenNo ratings yet
- T&C ContrlDocument78 pagesT&C ContrlSTABNo ratings yet
- Heavy-Duty Gas Turbine Inspection and Maintenance ParametersDocument36 pagesHeavy-Duty Gas Turbine Inspection and Maintenance ParametersJitu Jena100% (3)
- GT MaintananceDocument40 pagesGT MaintananceAdam Lewis100% (2)
- GTG MaintenanceDocument40 pagesGTG MaintenanceKalyankumar Kumar100% (1)
- Maintenance Intervals (16-2523C)Document4 pagesMaintenance Intervals (16-2523C)HassanSadiq100% (1)
- Heavy-Duty Gas Turbine Maintenance ConsiderationsDocument40 pagesHeavy-Duty Gas Turbine Maintenance ConsiderationsAli Eng100% (1)
- Gas Turbine - For Migas IndonesiaDocument31 pagesGas Turbine - For Migas IndonesiaGopi NathNo ratings yet
- Comp and Tur 3Document27 pagesComp and Tur 3prasad5034No ratings yet
- Heavy Duty GT: MaintenanceDocument79 pagesHeavy Duty GT: Maintenanceprasad5034100% (5)
- Torque Coverter Case StudiesDocument2 pagesTorque Coverter Case Studiesprasad5034100% (1)
- Boe DRWG Paper 2007Document3 pagesBoe DRWG Paper 2007prasad5034No ratings yet
- Generator CourseDocument61 pagesGenerator Courseprasad5034No ratings yet
- FBC BoilersDocument8 pagesFBC Boilerssk3146No ratings yet
- Inlet Casing - IGV: GT Inlet Air Flow 165 m3/s IGV Minimum Angle 32 Deg Maximum 84deg Number of Vanes:64Document6 pagesInlet Casing - IGV: GT Inlet Air Flow 165 m3/s IGV Minimum Angle 32 Deg Maximum 84deg Number of Vanes:64prasad5034No ratings yet
- TurbineDocument19 pagesTurbineprasad5034No ratings yet
- Gas Turbine Compressor Wash System ModificationDocument13 pagesGas Turbine Compressor Wash System Modificationprasad5034No ratings yet
- Inlet Casing - IGV: GT Inlet Air Flow 165 m3/s IGV Minimum Angle 32 Deg Maximum 84deg Number of Vanes:64Document6 pagesInlet Casing - IGV: GT Inlet Air Flow 165 m3/s IGV Minimum Angle 32 Deg Maximum 84deg Number of Vanes:64prasad5034No ratings yet
- Gas Turbine Inle and CompressorDocument23 pagesGas Turbine Inle and Compressorprasad5034100% (1)
- SealsDocument52 pagesSealsprasad5034No ratings yet
- Combustion 6FADocument30 pagesCombustion 6FAprasad5034100% (5)
- Boiler Start UpDocument16 pagesBoiler Start Upprasad503467% (3)
- Gov SchemeDocument3 pagesGov Schemeprasad5034No ratings yet
- Gas Cycles Otto, Diesel, Dual CyclesDocument43 pagesGas Cycles Otto, Diesel, Dual Cyclesprasad5034100% (1)
- Pigging OperationDocument3 pagesPigging Operationprasad5034No ratings yet
- Mark V Control 2Document30 pagesMark V Control 2prasad5034No ratings yet
- To Avoid Over Speed This Relay Is Necessary When MHG Is in Service But Kept in Operation When EHG ControlsDocument11 pagesTo Avoid Over Speed This Relay Is Necessary When MHG Is in Service But Kept in Operation When EHG Controlsprasad5034No ratings yet
- Mark VDocument162 pagesMark Vprasad503467% (3)
- Refrigerant Air DryerDocument2 pagesRefrigerant Air Dryerprasad5034No ratings yet
- Mark V Control 2Document30 pagesMark V Control 2prasad5034No ratings yet
- Woodward Turbine ControlDocument17 pagesWoodward Turbine Controlprasad5034100% (1)
- Pigging OperationDocument3 pagesPigging Operationprasad5034No ratings yet
- Boiler Start UpDocument16 pagesBoiler Start Upprasad503467% (3)
- Transformation Training Material Format-DR-SERDocument34 pagesTransformation Training Material Format-DR-SERprasad5034No ratings yet
- Gas Turbine Maintenence AspectsDocument38 pagesGas Turbine Maintenence Aspectsprasad5034100% (1)
- Gen DesignDocument24 pagesGen Designprasad5034No ratings yet
- Gas Turbine Axial Flow Compressor Stalling PreventionDocument27 pagesGas Turbine Axial Flow Compressor Stalling Preventionprasad5034No ratings yet
- Heavy Duty GT: MaintenanceDocument79 pagesHeavy Duty GT: Maintenanceprasad5034100% (5)